一种应用在电容器胶塞生产线中的自动化辅助装置的制作方法
1.本发明属于电容器胶塞生产技术领域,涉及一种安装在电容器胶塞生产线中的自动化辅助设备。
背景技术:
2.现有的电容器胶塞生产技术是通过人工手动将模腔移动至液压机上,之后通过上模和下模的冲压使模腔的腔孔内填充电容器胶塞,完成上述步骤后,通过人工将模腔拿出再放入冲床内,并通过冲床完成模腔中电容器胶塞的落料,由于设备占地面积大,工序步骤单独分散,从而浪费较大的人力、时间和空间,同时产品传送时间长,降低了生产效率。
3.而在授权公告号为“cn207465677u”名称为一种硫化成型系统的专利中,虽然使用了高精度的机械手作为自动化辅助装置,但是该机械手的造价高昂;频繁转动给辅助操作的工作人员带来人身损害的风险;且由于作出动作都是从倾斜的角度作出的,容易导致误差,模具行程远等问题,导致实际生产效率并未达到预期。
4.这就需要对自动化辅助装置作出改进,降低成本、提高效率。
技术实现要素:
5.本发明的目的是针对现有技术中存在的上述问题,提供了一种成本低、效率高的自动化辅助设备,来应用在电容器胶塞生产线中。
6.本发明的目的可通过下列技术方案来实现:一种应用在电容器胶塞生产线中的自动化辅助装置,所述的电容器胶塞生产线包括用于使胶塞在模具中硫化的硫化机和用于使胶塞、模具分离的出料机,其特征在于:所述的自动化辅助装置包括可平移、升降的机械手,所述的机械手用于移动模具;还包括硫化机出口模具容纳装置、出料机入口模具容纳装置;衍架位于硫化机出口模具容纳装置和出料机入口模具容纳装置的上方;机械手的上方固定在衍架上,在衍架上有机械手驱动装置,控制机械手在衍架上移动。
7.相比现有技术,优化了机械手的状态,从通用的机械手改成了特别适用于电容器胶塞生产线的机械手。现有技术中使用的是各种行业中所通用的机械手,包括了多个机械臂,通过改变多个机械臂之间的角度和抓手的抓取方式,达到自动化的目的。主要有两个缺点:一是其动作过于复杂导致精度不高且行程较长,最终导致使用在电容器胶塞生产线时效率并不高;二是对操作人员人身安全威胁大。使用本发明的上述技术方案后,在保留了机械手的工作精度的基础上,优化了机械臂抓取模具后的动作行程,机械手动作减少,行程大幅缩短,提高了生产效率。且机械手无需转动,生产时活动于硫化机和出料机之间即可,大幅提高了安全性。且大幅降低了制造成本,安装也十分的便捷。
8.作为进一步的改进,还包括硫化机入口模具容纳装置,出料机出口模具容纳装置,衍架在硫化机入口模具容纳装置和出料机出口模具容纳装置的上方。作为进一步的改进,一旦在硫化机入口和出料机出口也使用了自动化辅助装置,则可以实现出料机出口位置的
模具的回收,使出料以后的模具到硫化机中进行再利用,从而进一步提高效率。
9.作为进一步的改进,所述的机械手包括第一机械手和第二机械手;所述的第一机械手用于将模具从硫化机出口模具容纳装置移动到出料机入口模具容纳装置;所述的第二机械手用于将模具从出料机出口模具容纳装置移动到硫化机入口模具容纳装置。作为进一步的改进,使用第一机械手和第二机械手,形成硫化机出口到出料机入口、出料机出口到硫化机入口的环形自动化生产链。
10.作为进一步的改进,所述的模具在硫化机的同一位置出入,硫化机出入口有第一模具容纳装置;所述的模具在出料机的同一位置出入,出料机出入口有第二模具容纳装置。作为进一步的改进,由于硫化机和出料机都是现有技术,且其规格多种多样。由于使用的是机械手固定在衍架的结构,一旦硫化机出入口位于不同的位置,出料机出入口也是位于不同的位置,由于硫化机和出料机的形状、结构、大小均不同,那么对于环形自动化生产链的打造就产生了较大的困难。首先,衍架得需要至少两条,一条对齐硫化机出口和出料机入口,另一条对齐硫化机入口和出料机出口,这就导致本发明的自动化辅助装置需要针对各种不同的硫化机、出料机的型号进行定制方可实现。而一旦模具在硫化机的同一位置出入、在出料机的同一位置出入,那么就可以实现用一条衍架上的机械手来完成模具在硫化机的出入和在出料机的出入。这样的话,无论采购什么型号的硫化机或者出料机,只要对齐硫化机出入口和出料机出入口这一条线就可以实现自动化辅助装置的安装了,这样的话就可以制造通用的自动化辅助装置,来配合各种不同的硫化机、出料机的组合。
11.作为进一步的改进,还包括用待用模具容纳装置,衍架在待用模具容纳装置的上方。当模具在硫化机的同一位置出入、在出料机的同一位置出入时,需要一个位置放置等待送入硫化机的模具,这就是待用模具容纳装置。
12.作为进一步的改进,所述的机械手用于将模具从第一模具容纳装置移动到第二模具容纳装置、将模具从第二模具容纳装置移动到待用模具容纳装置、将模具从待用模具容纳装置移动到第一模具容纳装置。
13.作为进一步的改进,所述的机械手包括第一机械手和第二机械手;所述的第一机械手用于将模具从第一模具容纳装置移动到第二模具容纳装置;所述的第二机械手用于从第二模具容纳装置移动到待用模具容纳装置、将模具从待用模具容纳装置移动到第一模具容纳装置。当同时使用两个机械手时,将进一步提高效率。
14.作为进一步的改进,所述的机械手的下部包括模具装载装置,模具装载装置上方是主臂;所述的主臂上有升降装置;所述的模具装载装置包括两个l形的爪,爪的内侧是水平的承托板,所述的两个爪之间有控制两个爪间距的伸缩装置。在此结构下,伸缩装置调整爪的间距,爪的内侧的承托板能在水平的状态下夹起模具,一直保持模具在水平状态下,这就避免了模具的角度过多的调整导致的效率降低。
15.作为进一步的改进,还包括用于在硫化后在装载胶塞的模具上去除胶塞毛刺的除刺装置。电容器胶塞在生产过程中会产生毛刺,在硫化后位于模具的一面,在生产中往往位于模具的上面。一旦能够在自动化辅助装置中按照除刺装置,就无需再使用人力进行除刺工作。
16.作为进一步的改进,还包括除刺模具容纳装置,所述的除刺模具容纳装置使模具在水平向固定,所述的衍架在除刺模具容纳装置的上方。虽然除刺的工序可在模具离开硫
化机后进入出料机之前的任何时间进行,比如在第一模具容纳装置或者第二模具容纳装置的位置都可以进行除刺。但是第一模具容纳装置、第二模具容纳装置的位置都靠近硫化机、出料机,在此位置除刺时除刺的动作会因为距离机械设备过近而受影响,且第一模具容纳装置、第二模具容纳装置的位置处需要使模具移动入硫化机、出料机,而除刺时在水平向需要使模具固定为佳,因此在适当的位置设立除刺模具容纳装置将有利于除刺的进行。
17.作为进一步的改进,所述的除刺装置安装在机械手上。除刺的主要方式是在模具表面将毛刺刮除,在本发明中,由于机械手是从正上方直接下降下来的,能保持对下方的模具的压力,因此比从现有技术中位于斜向方的机械手,更适合于进行除刺。
18.作为进一步的改进,所述的除刺装置安装在第一机械手上。第一机械手用于将模具从从第一模具容纳装置移动到第二模具容纳装置;第二机械手用于从第二模具容纳装置移动到待用模具容纳装置、将模具从待用模具容纳装置移动到第一模具容纳装置。且由于一个模具在硫化机的工作时间比在出料机中的工作时间长,因此在第一机械手上安装除刺装置将有利于提高效率。
19.作为进一步的改进,所述的除刺装置是刮板。在机械手上安装刮板,可以直接将刮板安装在机械手上,也可以在机械手上安装夹住刮板的抓手,在需要除刺时通过抓手固定住刮板,并控制刮板在模具上方水平移动来完成除刺。
20.作为进一步的改进,所述的除刺装置还包括在除刺后去除毛刺碎屑的除屑装置。除刺后,必然会在模具表面留下大量的碎屑,这些碎屑一旦跟随模具进入出料机将影响出料后的电容器胶塞的成品的质量,那么就需要在去除毛刺后再进行除屑。
21.作为进一步的改进,所述的除屑装置包括了向模具表面吹气的吹气口。通过向模具表面吹气就可以将碎屑吹掉,从而以最简单的方式完成除屑。
22.与现有技术相比,本自动化辅助装置具有以下优点:1、相比现有技术中的机械手,针对电容器胶塞生产的特点,优化了机械手的结构,大幅降低成本;2、调整了机械手的角度,将其设置在工作位的正上方,工作时模具的行程大幅缩短,机械手无需作很复杂的动作即能达到目的,大幅提高了效率;3、使机械手调整到适当的角度后,使除刺装置安装在机械手上,使除刺这一动作不再通过人工方式完成,提高了生产效率。
附图说明
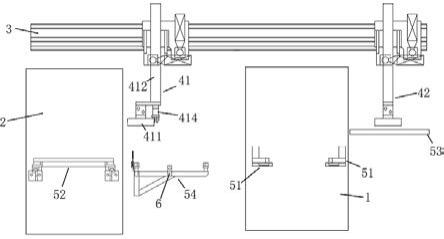
23.图 1 是应用在电容器胶塞生产线中的自动化辅助装置的实施例三主视结构示意图。
24.图 2是实施例二的主视结构示意图。
25.图 3是实施例一的俯视布局示意图图 4是装有刮板的机械手的主视结构示意图;图5是机械手的侧视结构示意图。
26.对附图中的标记说明如下:1、硫化机;11、硫化机入口;12、硫化机出口;13、硫化机出口模具容纳装置;14、硫化机入口模具容纳装置;2、出料机;21、出料机入口;22、出料机出口;23、出料机入口模具容纳装置;24、出料机出口模具容纳装置;3、衍架;4、机械手;41、第一机械手;411、爪;4111、承托
板;412、主臂;413、伸缩装置;414、除刺装置;42、第二机械手;51、第一模具容纳装置;52、第二模具容纳装置;53、待用模具容纳装置;54、除刺模具容纳装置;6、吹气口。
具体实施方式
27.以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
28.结合图3说明实施例一。
29.如图3所示,是本发明的一种实施例。电容器胶塞生产线包括用于使胶塞在模具中硫化的硫化机1和用于使胶塞、模具分离的出料机2。还自动化辅助装置包括硫化机出口模具容纳装置13、硫化机入口模具容纳装置14、出料机入口模具容纳装置23、出料机出口容纳装置; 硫化机出口模具容纳装置13和出料机入口模具容纳装置23之间有供第一机械手移动的衍架3,出料机出口模具容纳装置24和硫化机入口模具容纳装置14之间有供第二机械手移动的衍架3。
30.生产时,模具进入硫化机,硫化后,模具进入硫化机出口模具容纳装置13,第一机械手将模具从硫化机出口模具容纳装置13移动到出料机入口模具容纳装置23,模具再进入出料机,完成出料后,模具进入出料机出口模具容纳装置24,第二机械手将模具从出料机出口模具容纳装置24移动到硫化机入口模具容纳装置14。图1中的机械手4的具体结构,以及除刺装置、除屑装置的结构,与下面的实施例二、实施例三是相同的,在下面的实施例中进行描述。
31.实施例一有如下缺点:需要设置两组衍架3,对硫化机1、出料机2的要求比较高,必须同时对齐硫化机1、出料机2的两侧方能完成对自动化辅助装置的架设。
32.结合图2、图4、图5说明实施例二。
33.与实施例一不同的是:模具在硫化机1的同一位置出入,硫化机1出入口有第一模具容纳装置51;模具在出料机2的同一位置出入,出料机出入口有第二模具容纳装置52。还包括了待用模具容纳装置53。衍架3在第一模具容纳装置51、第二模具容纳装置52、待用模具容纳装置53的上方。由于只使用一个机械臂,为了节省行程,将待用模具容纳装置53设置在硫化机1和出料机2之间的位置。
34.如图4、图5所示,机械手4包括了能升降的主臂,机械手4包括了两个l形的爪,爪的内侧是水平的承托板,承托板不需要很大,在爪收紧时能够托住模具的底部即可。所述的两个爪之间有控制两个爪间距的伸缩装置。
35.如图4所示,机械爪上还有除刺装置,除刺装置是刮板,图4中的刮板夹在了机械爪的下部。在图5中,为了便于看清结构,刮板的部分未画在内。
36.如图2所示,还装有除刺模具容纳装置54,所述的除刺模具容纳装置54使模具在水平向固定,图2中的除刺模具容纳装置54的左右两侧都是限位块,模具在内时在左右两侧就不能移动,那么刮板在左右方向上刮动时模具就不会离位。本发明所述的除刺模具容纳装置54使模具在水平向固定并不需要在所有方向上都固定,而是在完成除刺动作时刮刀的运动方向上进行固定即可。
37.所述的机械手4用于将模具从第一模具容纳装置51移动到除刺模具容纳装置54进行除刺,然后在将模具送入第二模具容纳装置52,从而使除刺后的模具进入出料机2。出料
机2出料完成后,将模具从第二模具容纳装置52移动到待用模具容纳装置53待用。等第一模具容纳装置51空置,且硫化机1工作完成的状态下,将模具从待用模具容纳装置53移动到第一模具容纳装置51,以待将模具送入硫化机1。
38.下面结合图1说明实施例三。
39.实施例二只使用了一个机械手4,因此工作效率不够高。如果能够使用两个机械手,能显著提高工作效率。第一机械手41用于除刺和将模具从从第一模具容纳装置51移动到第二模具容纳装置52;第二机械手42用于从第二模具容纳装置52移动到待用模具容纳装置53、将模具从待用模具容纳装置53移动到第一模具容纳装置51。
40.图1相比图2,标注出了除屑装置的位置,除屑装置可以使用吹气口6,吹气口6可以安装在除刺模具容纳装置54上,在完成了除刺以后,吹气口6对模具表面吹气,即可将毛刺碎屑吹掉,完成除屑。
41.本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1