塑料件的最优拔模方向选择方法和装置与流程
1.本发明涉及拔模控制技术领域,具体涉及一种塑料件的最优拔模方向选择方法和一种塑料件的最优拔模方向选择装置。
背景技术:
2.在塑料零件的设计过程中,塑料零件相对于分型面需要有一定的脱模角度,这样有利于注塑成型后的塑料件从模具型腔中分离开来。需要理解的是,这里涉及到的脱模角度是相对于出模方向而言的,并且一般情况下出模方向需要根据塑料件的整体造型及外观要求在设计初期就确定下来的,因此,出模方向的设置不仅影响着塑料件出模的工艺性,也会影响着模具落差,从而影响到模具制造的成本。
3.然而,现阶段采用的设计出模方向的策略一般是在catia里画出一根直线l,让直线分别绕着y轴和z轴旋转一定的角度,然后对直线l选择法线视图功能,让塑料件沿着直线l垂直于屏幕方向,进而观察塑料零件是否可以顺利出模,最后循环上述直到找到合适的出模位置,虽然过程简单,却难以得到最优的出模位置。
技术实现要素:
4.本发明旨在至少在一定程度上解决上述技术中的技术问题之一。为此,本发明的一个目的在于提出一种塑料件的最优拔模方向选择方法,能够更为准确的计算出塑料件的最小包裹体积,从而能够得到塑料件的最优拔模方向,以使得对应的模具加工量降为最小,从而达到降低模具成本、提高经济效益的目的。
5.本发明的第二个目的在于提出一种塑料件的最优拔模方向选择装置。
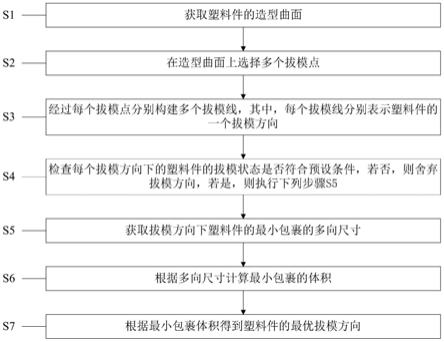
6.为达到上述目的,本发明实施例提出了一种塑料件的最优拔模方向选择方法,包括以下步骤:获取所述塑料件的造型曲面;在所述造型曲面上选择多个拔模点;经过每个所述拔模点分别构建多个拔模线,其中,每个所述拔模线分别表示所述塑料件的一个拔模方向;检查每个所述拔模方向下的所述塑料件的拔模状态是否符合预设条件,若否,则舍弃所述拔模方向,若是,则执行下列步骤;获取所述拔模方向下所述塑料件的最小包裹的多向尺寸;根据所述多向尺寸计算所述最小包裹的体积;根据所述最小包裹体积得到所述塑料件的最优拔模方向。
7.根据本发明实施例提出的塑料件的最优拔模方向选择方法,通过获取塑料件的造型曲面,并在造型曲面上选择多个拔模点,以及根据每个拔模点构建多个拔模线,通过拔模线表示塑料件的拔模方向,并对每个拔模方向下的塑料件进行检查,然后获取满足预设条件的拔模方向下塑料件的最小包裹的多向尺寸,并根据多向尺寸计算最小包裹的体积,最后根据最小包裹体积得到塑料件的最优拔模方向,由此,能够更为准确的计算出塑料件的最小包裹体积,从而能够得到塑料件的最优拔模方向,以使得对应的模具加工量降为最小,从而达到降低模具成本、提高经济效益的目的。
8.另外,根据本发明上述实施例提出的塑料件的最优拔模方向选择方法还可以具有
如下附加的技术特征:
9.根据本发明的一个实施例,通过catia获取所述塑料件的造型曲面,并通过所述catia的全局坐标系表示所述造型曲面。
10.根据本发明的一个实施例,所述拔模点为所述造型曲面上的任意一点。
11.根据本发明的一个实施例,经过每个所述拔模点分别构建多个拔模线,包括:经过每个所述拔模点构建一个初始拔模线;控制所述初始拔模线在预设区间内进行旋转以得到不同角度的拔模线。
12.根据本发明的一个实施例,所述初始拔模线平行于所述全局坐标系的x轴,并且所述初始拔模线在预设区间内分别绕所述全局坐标系的y轴或z轴进行旋转以得到不同角度的拔模线。
13.根据本发明的一个实施例,所述预设区间包括:所述预设区间包括:所述初始拔模线绕所述全局坐标系的y轴进行旋转的第一角度范围,所述第一角度范围为0-35
°
;所述初始拔模线绕所述全局坐标系的x轴进行旋转的第二角度范围,所述第二角度范围为0-30
°
。
14.根据本发明的一个实施例,通过所述catia的api接口函数获取所述拔模方向下所述塑料件的最小包裹的多向尺寸。
15.根据本发明的一个实施例,所述最小包裹为包裹所述塑料件的最小立方体,所述多向尺寸为所述最小包裹的长度尺寸、高度尺寸以及宽度尺寸。。
16.根据本发明的一个实施例,根据所述最小包裹体积得到所述塑料件的最优拔模方向,包括:获取所有所述拔模方向下所述塑料件的全部所述最小包裹体积;筛选出全部所述最小包裹体积中的最小值,并将所述最小值对应的所述拔模方向作为所述塑料件的最优拔模方向。
17.为实现上述目的,本发明第二方面实施例提出了一种塑料件的最优拔模方向选择装置,包括:第一获取模块,所述第一获取模块用于获取所述塑料件的造型曲面;拔模点拾取模块,所述拔模点拾取模块用于在所述造型曲面上选择多个拔模点;拔模线生成模块,所述拔模线生成模块用于根据每个所述拔模点分别构建多个拔模线,其中,每个所述拔模线分别表示所述塑料件的一个拔模方向;检查模块,所述检查模块用于检查每个所述拔模方向下的所述塑料件的拔模状态是否符合预设条件;第二获取模块,所述第二获取模块用于获取所述拔模方向下所述塑料件的最小包裹的多向尺寸;计算模块,所述计算模块用于根据所述多向尺寸计算所述最小包裹的体积;筛选模块,所述筛选模块用于根据所述最小包裹体积得到所述塑料件的最优拔模方向。
18.根据本发明实施例提出的塑料件的最优拔模方向选择装置,通过设置第一获取模块获取塑料件的造型曲面,并设置拔模点拾取模块在造型曲面上选择多个拔模点,以及设置拔模线生成模块根据每个拔模点构建多个拔模线,通过拔模线表示塑料件的拔模方向,并设置检查模块对每个拔模方向下的塑料件进行检查,还设置第二获取模块获取满足预设条件的拔模方向下塑料件的最小包裹的多向尺寸,此外还设置计算模块根据多向尺寸计算最小包裹的体积,以及设置筛选模块根据最小包裹体积得到塑料件的最优拔模方向,由此,能够更为准确的计算出塑料件的最小包裹体积,从而能够得到塑料件的最优拔模方向,以使得对应的模具加工量降为最小,从而达到降低模具成本、提高经济效益的目的。
附图说明
19.图1为本发明实施例的塑料件的最优拔模方向选择方法的流程图;
20.图2为本发明一个实施例的塑料件的造型曲面示意图;
21.图3为本发明一个实施例的塑料件的最小包裹示意图;
22.图4为本发明实施例的塑料件的最优拔模方向选择装置的方框示意图;
23.图5为本发明一个实施例的塑料件拔模方向工具的示意图。
具体实施方式
24.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.图1为本发明实施例的塑料件的最优拔模方向选择方法的流程图。
26.如图1所示,本发明实施例的塑料件的最优拔模方向选择方法,包括以下步骤:
27.s1,获取塑料件的造型曲面。
28.在本发明的一个实施例中,可通过catia获取塑料件的造型曲面,可得到如图2所示的造型曲面,并且构成造型曲面的3d数据可通过catia的全局坐标系进行表示,具体可通过catia的全局坐标系的x轴、y轴和z轴坐标值进行表示。
29.s2,在造型曲面上选择多个拔模点。
30.在本发明的一个实施例中,可由客户在造型曲面上选择多个拔模点,即可从上述构成造型曲面的3d数据中选择多个点作为拔模点,由此,可通过catia的全局坐标系的x轴、y轴和z轴坐标值对每个拔模点进行表示。其中,每个拔模点可为造型曲面上的任意一点。
31.s3,经过每个拔模点分别构建多个拔模线,其中,每个拔模线分别表示塑料件的一个拔模方向。
32.在本发明的一个实施例中,可先根据每个拔模点构建一个初始拔模线,然后可控制初始拔模线在预设区间内进行旋转以得到表示不同拔模方向的拔模线。其中,初始拔模线可平行于全局坐标系的x轴,并且初始拔模线在预设区间内可分别绕全局坐标系的y轴或z轴进行旋转以得到角度不同的拔模线,即表示不同拔模方向的拔模线。
33.举例而言,如图2所示,可经过拔模点a构建一个初始拔模线m,并且该初始拔模线m可平行于全局坐标系的x轴,同时垂直于全局坐标系的y轴和z轴,进一步地,可控制该初始拔模线m在预设区间内分别绕全局坐标系的y轴或z轴进行旋转以得到不同角度的拔模线,其中,初始拔模线m绕全局坐标系的y轴进行旋转的预设区间,即第一角度范围可为0-35
°
,初始拔模线m绕全局坐标系的z轴进行旋转的预设区间,即第二角度范围可为0-30
°
。也就是说,初始拔模线m与全局坐标系的y轴之间的夹角角度范围为0-35
°
,初始拔模线m与全局坐标系的z轴之间的夹角角度范围为0-30
°
。
34.进一步地,还可通过空间旋转矩阵来描述初始拔模线m在预设区间内分别绕全局坐标系的y轴或z轴进行旋转的操作,例如,可将初始拔模线m在预设区间内分别绕全局坐标系的y轴的操作记为旋转矩阵ry,并可将或初始拔模线m在预设区间内分别绕全局坐标系的z轴进行旋转的操作记为旋转矩阵rz,此外,还可将初始拔模线m记为向量l,由此,可将初始
拔模线m在预设区间内分别绕全局坐标系的y轴或z轴进行旋转后得到的拔模线记为ry*rz*l。
35.需要进一步说明的是,初始拔模线m在预设区间内分别绕全局坐标系的y轴或z轴进行旋转的旋转角度变化量可为0.5
°
,但是该旋转角度变化量并不唯一,可根据实际需求进行设定。
36.s4,检查每个拔模方向下的塑料件的拔模状态是否符合预设条件,若否,则舍弃拔模方向,若是,则执行下列步骤s5。
37.在本发明的一个实施例中,可通过catia的api接口函数根据拔模方向调整塑料件与显示屏幕的位置关系,使得塑料件的造型曲面沿着拔模方向垂直于显示屏幕,由此,能够便于客户分析拔模方向下塑料件的拔模状态,例如塑料件倒扣和滑块情况是否符合预设条件,其中预设条件可为客户要求。若客户不认可该拔模方向下塑料件的拔模状态,则舍弃该拔模方向,若认可该拔模方向下塑料件的拔模状态,则继续执行下列步骤s5。
38.s5,获取拔模方向下塑料件的最小包裹的多向尺寸。
39.在本发明的一个实施例中,可通过catia的api接口函数获取每个拔模方向下塑料件的最小包裹的多向尺寸。其中,如图3所示,塑料件的最小包裹,即包裹塑料件的最小立方体可为长方体t,也就是加工塑料件所需的最小模具,具体地,可通过catia的api接口函数获取每个拔模方向下塑料件的最小包裹,即包裹塑料件的长方体t的长度尺寸、高度尺寸和宽度尺寸。
40.s6,根据多向尺寸计算最小包裹的体积。
41.在本发明的一个实施例中,如图3所示,可根据最小包裹,即包裹塑料件的长方体t的长度尺寸、高度尺寸和宽度尺寸计算自身体积,从而可得到每个拔模方向下的塑料件的最小包裹体积,也就是加工塑料件所需的最小模具体积。相较于现有技术中通过模具落差来估算每个拔模方向下加工塑料件所需的最小模具的策略,本发明通过多向尺寸进行计算,能够更为准确的得到每个拔模方向下加工塑料件所需的最小模具的体积。
42.需要进一步说明的是,现有技术中通过模具落差来估算每个拔模方向下加工塑料件所需的模具最小加工量的策略,其中模具落差是拔模方向下两个平面之间的落差,例如图3所示的拔模方向下平面u和平面i之间的落差,也就是拔模方向下最小包裹的高度尺寸,可以理解的是,通过模具落差,即拔模方向下的高度尺寸是难以准确得到对应拔模方向下塑料件的最小包裹,即加工塑料件所需的最小模具的体积。
43.s7,根据最小包裹体积得到塑料件的最优拔模方向。
44.在本发明的一个实施例中,可先获取所有拔模方向下塑料件的全部最小包裹体积,然后筛选出全部最小包裹体积中的最小值,并将最小值对应的拔模方向作为塑料件的最优拔模方向。
45.为了进一步说明本发明的塑料件的最优拔模方向选择方法的流程,下面将结合具体塑料件,例如灯罩对本发明实施例提出的塑料件的最优拔模方向选择方法进行阐述。
46.具体地,包括以下步骤:
47.s10,获取灯罩的造型曲面。
48.s20,在造型曲面上选择多个拔模点。
49.s30,根据其中一个拔模点构建多个拔模线,拔模线用于表示灯罩的拔模方向。
50.s40,检查其中一个拔模方向下塑料件的拔模状态是否符合预设条件,若否,则舍弃拔模方向,若是,则执行下列步骤s50。
51.s50,获取其中一个拔模方向下的灯罩的最小包裹的多向尺寸。
52.s60,根据多向尺寸计算最小包裹的体积。
53.s70,判断是否遍历上述多个拔模线,若否,则执行步骤s40-s70,若是,则执行步骤s80。
54.s80,判断是否遍历上述多个拔模点,若否,则执行步骤s30-s80,若是,则执行步骤s90。
55.s90,比较所有的最小包裹体积,选择其中值最小的最小包裹体积对应的拔模方向作为灯罩的最优拔模方向。
56.根据本发明实施例提出的塑料件的最优拔模方向选择方法,通过获取塑料件的造型曲面,并在造型曲面上选择多个拔模点,以及根据每个拔模点构建多个拔模线,通过拔模线表示塑料件的拔模方向,并对每个拔模方向下的塑料件进行检查,然后获取满足预设条件的拔模方向下塑料件的最小包裹的多向尺寸,并根据多向尺寸计算最小包裹的体积,最后根据最小包裹体积得到塑料件的最优拔模方向,由此,能够更为准确的计算出塑料件的最小包裹体积,从而能够得到塑料件的最优拔模方向,以使得对应的模具加工量降为最小,从而达到降低模具成本、提高经济效益的目的。
57.为实现上述实施例提出的塑料件的最优拔模方向选择方法,本发明第二方面实施例提出了一种塑料件的最优拔模方向选择装置。
58.如图4所示,本发明实施例的塑料件的最优拔模方向选择装置包括第一获取模块100、拔模点拾取模块200、拔模线生成模块300、检查模块400、第二获取模块500、计算模块600和筛选模块700。其中,第一获取模块100用于获取塑料件的造型曲面;拔模点拾取模块200用于在造型曲面上选择多个拔模点;拔模线生成模块300用于根据每个拔模点分别构建多个拔模线,其中,每个拔模线分别表示塑料件的一个拔模方向;检查模块400用于检查每个拔模方向下的塑料件的拔模状态是否符合预设条件;第二获取模块500用于获取拔模方向下塑料件的最小包裹的多向尺寸;计算模块600用于根据多向尺寸计算最小包裹的体积;筛选模块700用于根据最小包裹体积得到塑料件的最优拔模方向。
59.在本发明的一个实施例中,第一获取模块100可通过catia获取塑料件的造型曲面,可得到如图2所示的造型曲面,并且构成造型曲面的3d数据可通过catia的全局坐标系进行表示,具体可通过catia的全局坐标系的x轴、y轴和z轴坐标值进行表示。
60.在本发明的一个实施例中,客户可通过拔模点拾取模块200在造型曲面上选择多个拔模点,即可从上述构成造型曲面的3d数据中选择多个点作为拔模点,由此,可通过catia的全局坐标系的x轴、y轴和z轴坐标值对每个拔模点进行表示。其中,每个拔模点可为造型曲面上的任意一点。
61.在本发明的一个实施例中,拔模线生成模块300可先根据每个拔模点构建一个初始拔模线,然后可控制初始拔模线在预设区间内进行旋转以得到表示不同拔模方向的拔模线。其中,初始拔模线可平行于全局坐标系的x轴,并且初始拔模线在预设区间内可分别绕全局坐标系的y轴或z轴进行旋转以得到角度不同的拔模线,即表示不同拔模方向的拔模线。
62.举例而言,如图2所示,拔模线生成模块300可经过拔模点a构建一个初始拔模线m,并且该初始拔模线m可平行于全局坐标系的x轴,同时垂直于全局坐标系的y轴和z轴,进一步地,通过拔模线生成模块300可控制该初始拔模线m在预设区间内分别绕全局坐标系的y轴或z轴进行旋转以得到不同角度的拔模线,其中,初始拔模线m绕全局坐标系的y轴进行旋转的预设区间,即第一角度范围可为0-35
°
,初始拔模线m绕全局坐标系的z轴进行旋转的预设区间,即第二角度范围可为0-30
°
。也就是说,初始拔模线m与全局坐标系的y轴之间的夹角角度范围为0-35
°
,初始拔模线m与全局坐标系的z轴之间的夹角角度范围为0-30
°
。
63.进一步地,拔模线生成模块300还可通过空间旋转矩阵计算出初始拔模线m在预设区间内分别绕全局坐标系的y轴或z轴经过旋转后的姿态,例如,可将初始拔模线m在预设区间内分别绕全局坐标系的y轴的操作记为旋转矩阵ry,并可将或初始拔模线m在预设区间内分别绕全局坐标系的z轴进行旋转的操作记为旋转矩阵rz,此外,还可将初始拔模线m记为向量l,由此,可将初始拔模线m在预设区间内分别绕全局坐标系的y轴或z轴进行旋转后得到的拔模线记为ry*rz*l。
64.需要进一步说明的是,初始拔模线m在预设区间内分别绕全局坐标系的y轴或z轴进行旋转的旋转角度变化量可为0.5
°
,但是该旋转角度变化量并不唯一,可根据实际需求进行设定。
65.在本发明的一个实施例中,检查模块400可通过catia的api接口函数根据拔模方向调整塑料件与显示屏幕的位置关系,使得塑料件的造型曲面沿着拔模方向垂直于显示屏幕,由此,能够便于客户分析拔模方向下塑料件的拔模状态,例如塑料件倒扣和滑块情况是否符合预设条件,其中预设条件可为客户要求。若客户不认可该拔模方向下塑料件的拔模状态,则舍弃该拔模方向,若认可该拔模方向下塑料件的拔模状态,则确认并触发第二获取模块500动作。
66.在本发明的一个实施例中,第二获取模块500可通过catia的api接口函数获取每个拔模方向下塑料件的最小包裹的多向尺寸。其中,如图3所示,塑料件的最小包裹,即包裹塑料件的最小立方体可为长方体t,也就是加工塑料件所需的最小模具,具体地,可通过catia的api接口函数获取每个拔模方向下塑料件的最小包裹,即包裹塑料件的长方体t的长度尺寸、高度尺寸和宽度尺寸。
67.在本发明的一个实施例中,如图3所示,计算模块600可根据最小包裹,即包裹塑料件的长方体t的长度尺寸、高度尺寸和宽度尺寸计算自身体积,从而可得到每个拔模方向下的塑料件的最小包裹体积,也就是加工塑料件所需的最小模具体积。相较于现有技术中通过模具落差来估算每个拔模方向下加工塑料件所需的最小模具的策略,本发明通过多向尺寸进行计算,能够更为准确的得到每个拔模方向下加工塑料件所需的最小模具的体积。
68.需要进一步说明的是,现有技术中通过模具落差来估算每个拔模方向下加工塑料件所需的模具最小加工量的策略,其中模具落差是拔模方向下两个平面之间的落差,例如图3所示的拔模方向下平面u和平面i之间的落差,也就是拔模方向下最小包裹的高度尺寸,可以理解的是,通过模具落差,即拔模方向下的高度尺寸是难以准确得到对应拔模方向下塑料件的最小包裹,即加工塑料件所需的最小模具的体积。
69.在本发明的一个实施例中,筛选模块700可先获取所有拔模方向下塑料件的全部最小包裹体积,然后筛选出全部最小包裹体积中的最小值,并将最小值对应的拔模方向作
为塑料件的最优拔模方向。
70.基于上述结构,本发明还提出了图5所示的塑料件拔模方向工具,通过图5所示的塑料件拔模方向工具能够实现塑料件的最优拔模方向选择过程。
71.具体地,如图5所示,当通过catia获取灯罩的造型曲面后,可通过点击拾取点按钮,可触发拔模点拾取模块200,从而可在灯罩上选择一个拔模点,具体可得到该拔模点在catia的全局坐标系的x轴、y轴和z轴坐标值,并可通过塑料件拔模方向工具进行显示,例如可得到并显示拔模点在灯罩的位置坐标值x-671.968176619604、y-575.949978252319、z-514.615320025038。
72.进一步地,如图5所示,可点击生成拔模线按钮,可触发拔模线生成模块300,从而可经过拾取的拔模点生成一个初始拔模线,可用于表示灯罩的初始拔模方向,进一步可点击反向倒扣检查按钮,可触发检查模块400使得灯罩沿初始拔模方向垂直于显示屏幕,进而可方便客户观察该拔模方向下灯罩的拔模状态,即灯罩倒扣情况,若客户认可该拔模方向下灯罩的拔模状态,则点击确认按钮,可触发第二获取模块500,从而可通过catia的api接口函数获取初始拔模方向下灯罩的最小包裹的多向尺寸,并将其发送至计算模块600生成初始拔模方向下的灯罩的最小包裹体积,即加工灯罩所需的最小模具体积,例如图5所示的模具体积44850240,并可将初始拔模方向作为最优拔模方向保存至筛选模块700,具体可保存初始拔模线与y轴的夹角,即角度1和初始拔模线与z轴的夹角,即角度二,以及对应的模具体积。
73.进一步地,可通过点击绕y轴旋转角度的增加或减小按钮,以及绕z轴旋转角度的增加或减小按钮经过上述拔模点构建一条不同角度的拔模线,并可参照上述过程得到对应的模具体积并保存至筛选模块700,进一步可通过筛选模块700比较上述两次过程得到的模具体积,筛选出其中值最小的模具体积并将其对应的拔模方向作为最优拔模方向保存,同时删除值最大的模具体积。
74.进一步地,可通过点击绕y轴旋转角度的增加或减小按钮,以及绕z轴旋转角度的增加或减小按钮经过上述拔模点再构建一条不同角度的拔模线,并可参照上述过程得到对应的模具体积并保存至筛选模块700,进一步可通过筛选模块700比较当前拔模方向下的模具体积和当前最优拔模方向下的模具体积,筛选出其中值最小的模具体积并将其对应的拔模方向作为最优拔模方向保存,同时删除值最大的模具体积,从而依次遍历所有拔模方向,最终得到其中值最小的模具体积并将其对应的拔模方向作为最优拔模方向。
75.此外,还需要说明的是,若客户点击反向倒扣检查按钮检查灯罩的拔模状态后,不认可该拔模方向下灯罩的拔模状态,则同样可通过点击绕y轴旋转角度的增加或减小按钮,以及绕z轴旋转角度的增加或减小按钮经过上述拔模点构建一条不同角度的拔模线。
76.根据本发明实施例提出的塑料件的最优拔模方向选择装置,通过设置第一获取模块获取塑料件的造型曲面,并设置拔模点拾取模块在造型曲面上选择多个拔模点,以及设置拔模线生成模块根据每个拔模点构建多个拔模线,通过拔模线表示塑料件的拔模方向,并设置检查模块对每个拔模方向下的塑料件进行检查,还设置第二获取模块获取满足预设条件的拔模方向下塑料件的最小包裹的多向尺寸,此外还设置计算模块根据多向尺寸计算最小包裹的体积,以及设置筛选模块根据最小包裹体积得到塑料件的最优拔模方向,由此,能够更为准确的计算出塑料件的最小包裹体积,从而能够得到塑料件的最优拔模方向,以
使得对应的模具加工量降为最小,从而达到降低模具成本、提高经济效益的目的。
77.在本发明的描述中,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。“多个”的含义是两个或两个以上,除非另有明确具体的限定。
78.流程图中或在此以其他方式描述的任何过程或方法描述可以被理解为,表示包括一个或更多个用于实现特定逻辑功能或过程的步骤的可执行指令的代码的模块、片段或部分,并且本发明的优选实施方式的范围包括另外的实现,其中可以不按所示出或讨论的顺序,包括根据所涉及的功能按基本同时的方式或按相反的顺序,来执行功能,这应被本发明的实施例所属技术领域的技术人员所理解。
79.在流程图中表示或在此以其他方式描述的逻辑和/或步骤,例如,可以被认为是用于实现逻辑功能的可执行指令的定序列表,可以具体实现在任何计算机可读介质中,以供指令执行系统、装置或设备(如基于计算机的系统、包括处理器的系统或其他可以从指令执行系统、装置或设备取指令并执行指令的系统)使用,或结合这些指令执行系统、装置或设备而使用。就本说明书而言,“计算机可读介质”可以是任何可以包含、存储、通信、传播或传输程序以供指令执行系统、装置或设备或结合这些指令执行系统、装置或设备而使用的装置。计算机可读介质的更具体的示例(非穷尽性列表)包括以下:具有一个或多个布线的电连接部(电子装置),便携式计算机盘盒(磁装置),随机存取存储器(ram),只读存储器(rom),可擦除可编辑只读存储器(eprom或闪速存储器),光纤装置,以及便携式光盘只读存储器(cdrom)。另外,计算机可读介质甚至可以是可在其上打印所述程序的纸或其他合适的介质,因为可以例如通过对纸或其他介质进行光学扫描,接着进行编辑、解译或必要时以其他合适方式进行处理来以电子方式获得所述程序,然后将其存储在计算机存储器中。
80.应当理解,本发明的各部分可以用硬件、软件、固件或它们的组合来实现。在上述实施方式中,多个步骤或方法可以用存储在存储器中且由合适的指令执行系统执行的软件或固件来实现。例如,如果用硬件来实现,和在另一实施方式中一样,可用本领域公知的下列技术中的任一项或他们的组合来实现:具有用于对数据信号实现逻辑功能的逻辑门电路的离散逻辑电路,具有合适的组合逻辑门电路的专用集成电路,可编程门阵列(pga),现场可编程门阵列(fpga)等。
81.本技术领域的普通技术人员可以理解实现上述实施例方法携带的全部或部分步骤是可以通过程序来指令相关的硬件完成,所述的程序可以存储于一种计算机可读存储介质中,该程序在执行时,包括方法实施例的步骤之一或其组合。
82.此外,在本发明各个实施例中的各功能单元可以集成在一个处理模块中,也可以是各个单元单独物理存在,也可以两个或两个以上单元集成在一个模块中。上述集成的模块既可以采用硬件的形式实现,也可以采用软件功能模块的形式实现。所述集成的模块如果以软件功能模块的形式实现并作为独立的产品销售或使用时,也可以存储在一个计算机可读取存储介质中。
83.上述提到的存储介质可以是只读存储器,磁盘或光盘等。尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1