定子自动塑封系统的制作方法
[0001]
本发明属于机械技术领域,涉及一种定子自动塑封系统。
背景技术:
[0002]
现有的定子塑封工艺主要包括注塑、切边和打码,分别通过注塑机、切边机和打码机完成。由于现有的注塑机、切边机和打码机都是分散设置,加工操作至少需要三个操作人员而且还浪费很多的搬运时间,效率较低,且占用厂房的面积较大。
技术实现要素:
[0003]
本发明针对现有技术存在的问题提出一种定子自动塑封系统,目的在于克服现有定子塑封效率低的缺陷。
[0004]
本发明是这样实现的:定子自动塑封系统,其特征在于,包括:塑封工位,所述塑封工位通过塑封机对定子进行塑封处理;切边工位,所述切边工位通过切边机切除定子的毛刺飞边;打码工位,所述打码工位通过打码机对定子进行打码处理;机器人,所述塑封工位、切边工位和打码工位安装在所述机器人周围,所述机器人上设置抓手,所述机器人能够通过抓手抓取塑封工位上的定子并放入切边工位,能够通过抓手抓取切边工位上的定子并放入打码工位;抓手包括塑封前抓手和塑封后抓手,塑封前抓手包括铁芯抓手和端盖抓手。
[0005]
通过机器人自动将定子在塑封工位、切边工位和打码工位转移,减少人工及人工搬运,提高定子的塑封效率,降低定子塑封设备的占用的厂房,降低成本。
[0006]
优选的,所述塑封系统包括进料工位,所述机器人能够从进料工位抓取定子并放入下一工位。进料工位为上料输送带,塑封系统外具有安全围栏,上料输送带伸出安全围栏,提高上料的安全性,安全围栏上具有安全维修门便于对塑封系统的维护、维修。
[0007]
优选的,所述塑封系统包括位于所述塑封工位之前的定位工位,所述定位工位上设置定位结构使得定子以预设特定方向位于所述定位工位上,所述机器人能够从定位工位抓取定子并放入塑封工位。由于定子必须要要以特定的方向才能准确放置到塑封工位上,机器人从进料工位抓取的定子方向较为随意,通过定位工位进行定位后,便于机器人将定子以准确的角度放置到塑封工位上。
[0008]
优选的,所述定位结构包括第一定位驱动件和第二定位驱动件,所述第一定位驱动件和所述第二定位驱动对所述定子的驱动方向相反,当所述第一定位驱动件和所述第二定位驱动件都达到极限位置时,所述定子处于预设特定方向。这样能够将处于随意状态的定子转动至预设特定方向,以便准确放入塑封工位上。
[0009]
优选的,所述塑封系统包括位于所述定位工位之前的加热工位,所述加热工位上设置加热模块对所述定子加热。加热工位对定子加热,使得定子在塑封工位时处于较热状
态,提高塑封介质在定子中的流动性,提高塑封效果。
[0010]
优选的,所述加热工位和所述定位工位位于同一第一机架上,所述第一机架上设置第一抓手和分别驱动抓手竖向移动、横向移动的竖向驱动件、横向驱动件,所述第一抓手能够将加热工位上的定子移动至定位工位上,所述加热工位上还设置工件传感器和温度传感器,所述定位工位上设置工件传感器。这样定子从加热工位到定位工位无需机器人,使得机器人具有更加充足的时间执行其他定子移位动作,提高加工效率。
[0011]
优选的,所述塑封工位上设置料柄清理机构,所述料柄清理机构包括龙门架、第二抓手和吹气风刀,所述龙门架上设置分别驱动所述第二抓手竖向移动、横向移动的竖向驱动件、横向驱动件,所述龙门架上设置料柄滑道,所述第二抓手将料柄移动至所述料柄滑道上,所述龙门架上设置用于驱动吹气风刀竖向移动的竖向驱动件。第二抓手能够将料柄抓取到料柄滑道上进行料柄下料,料柄下料完成后机器人将注塑完成的定子从塑封工位取走,再移动吹气风刀对塑封工位的模具进行清理。
[0012]
优选的,所述塑封系统包括暂放台,所述机器人能够将定子放置在暂放台上。这样能够将不合格的定子放置于暂放台进行后续处理,避免对不合格的定子塑封,减少浪费。
[0013]
优选的,所述切边工位包括切边支撑座、切边导柱、切边模座板、切边模、切边驱动件、预压座板、预压导柱、预压弹簧和预压模板,所述切边模座板和所述预压座板通过固定柱固定连接,切边驱动件驱动所述切边模座板和所述预压座板共同沿所述切边导柱上下移动,所述切边模固定在所述切边模座板上,所述预压弹簧的一端抵在预压模板上,另一端抵在预压座板上,所述预压弹簧套在所述预压导柱上,所述预压模板固定在所述预压导柱的下端,所述预压导柱穿过所述预压座板并能相对预压座板上下移动,所述机器人能够将定子放置在所述切边支撑座上。对定子进行预压,避免定子移动,能够更加准确地对定子进行切边。
[0014]
优选的,所述打码工位包括存放位和打码位,所述打码工位上设置第三抓手和分别驱动第三抓手竖向移动、横向移动的竖向驱动件和横向驱动件,所述机器人能够将所述定子放置存放位,所述第三抓手能够将所述定子从存放位移动至打码位,所述塑封系统包括出料工位,所述第三抓手能够将所述定子从打码位移动至所述出料工位。这样一台打码机能够应对多组模具的塑封机,提高塑封系统工作效率,降低成本。
[0015]
本发明所提供的定子自动塑封系统,通过机器人自动将定子在塑封工位、切边工位和打码工位转移,减少人工及人工搬运,提高定子的塑封效率,降低定子塑封设备的占用的厂房,降低成本。
附图说明
[0016]
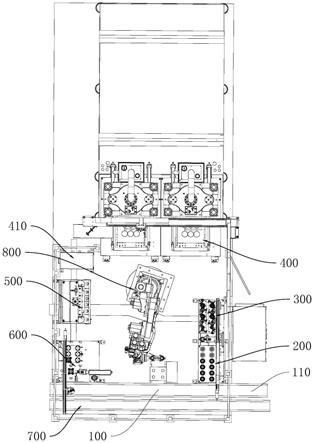
图1为塑封系统的第一角度结构示意图;图2为塑封系统的第二角度结构示意图;图3为机器人的结构示意图;图4为图3中局部a的放大图;图5为加热工位和定位工位的结构示意图;图6为图5中局部b的放大图;图7为塑封工位的结构示意图;
图8为料柄清理机构的结构示意图;图9为暂放台的结构示意图;图10为切边工位的第一角度结构示意图;图11为切边工位的第二角度结构示意图;图12为打码工位的结构示意图。
[0017]
附图标注说明:10、定子;100、上料工位;110、上料输送带;200、加热工位;210、加热座;220、第一机架;221、第一抓手;230、工件传感器;240、温度传感器;300、定位工位;310、第一驱动件;320、第二驱动件;400、塑封工位;410、暂放台;420、龙门架;430、第二抓手;440、吹气风刀;450、料柄滑道;500、切边工位;510、支撑座;520、切边导柱;530、切边模板座;540、切边驱动件;550、预压座板;560、预压导柱;570、预压弹簧;580、预压模板;590、吹气喷嘴;591、废料漏斗;592、接料盘;600、打码工位;610、存放位;620、打码位;630、打码机;640、第三抓手;650、安装板;700、下料工位;800、机器人;810、铁芯抓手;820、端盖抓手;830、塑封后抓手;900、围栏。
具体实施方式
[0018]
以下便结合实施例附图,对本发明的具体实施方式作进一步的详述,以使本发明技术方案更易于理解、掌握。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
[0019]
如图1-12所示,本实施例提供了一种定子10自动塑封系统,包括:上料工位100、加热工位200、定位工位300、塑封工位400、暂放台410、切边工位500、打码工位600,下料工位700和机器人800,各个工位及暂放台410围绕机器人800安装,塑封系统的主要工作区域通过安全围栏900围住,安全围栏900上设置安全维修门便于对塑封系统的维护、维修。机器人800采用六轴机器人800,机器人800上设置抓手。塑封系统还设置控制器,控制器可以是多个控制单元协调工作以控制各个工位和机器人800完成定子10塑封。
[0020]
如图1-2所示,将待加工的定子10放置到上料工位100,机器人800通过其抓手将上料工位100上的定子10抓取并放入到加热工位200,加热工位200加热到一定温度后,由加热工位200和定位工位300上设置的自带抓手将加热工位200上的定子10抓取并放入定位工位300,定位工位300对定子10进行定位调整后,机器人800将定位工位300上的定子10抓取并放入塑封工位400上,机器人800将无法放入塑封工位400的不合格定子10放入到暂放台410,塑封工位400通过塑封机对定子10进行塑封处理,机器人800将塑封工位400上塑封完成的定子10抓取并放入切边工位500,切边工位500通过切边机切除定子10的毛刺飞边,机器人800将切边工位500切边完成的定子10抓取并放入打码工位600,打码工位600通过打码机630对定子10进行打码处理,打码工位600上自带抓手将打码完成的定子10抓取并放入到下料工位700。通过机器人800自动将定子10在塑封工位400、切边工位500和打码工位600转移,减少人工及人工搬运,提高定子10的塑封效率,降低定子10塑封设备的占用的厂房,降低成本。
[0021]
如图3-4所示,机器人800采用现有技术中的六轴机器人800,在机器人800上设置抓手,抓手包括塑封前抓手和塑封后抓手830,塑封前抓手包括铁芯抓手810和端盖抓手820分别抓取固定定子10的铁芯和端盖,避免两者相对晃动,便于机器人800以合适的角度将定
子10放入加热工位200上,塑封后抓手830和端盖抓手820采用同一气缸驱动,这样降低机器人800成本,提高抓手结构的紧凑性。
[0022]
如图1-2所示,进料工位为上料输送带110,上料输送带110伸出安全围栏900,操作人员将待加工的定子10从安全围栏900外放置到上料输送带110,上料输送带110将定子10输送到安全围栏900内侧以便机器人800抓取,这样上料能够提高上料的安全性。
[0023]
如图5所示,加热工位200上设置加热模块对定子10加热,加热工位200设置加热座210,定子10放置在加热座210上,加热模块可以是暖风机,通过热风对定子10进行加热,或者加热模块可以是电阻加热,通过热传导的方式传递到加热座210上,由加热座210对定子10进行加热。加热工位200对定子10加热,使得定子10在塑封工位400时处于较热状态,提高塑封介质在定子10中的流动性,提高塑封效果。
[0024]
如图5所示,加热工位200和定位工位300位于同一第一机架220上,第一机架220上设置第一抓手221和分别驱动抓手竖向移动、横向移动的竖向驱动件、横向驱动件,第一抓手221能够将加热工位200上的定子10移动至定位工位300上,竖向驱动件为气缸,横向驱动件为直线电机。加热工位200上还设置工件传感器230和温度传感器240,定位工位300上设置工件传感器230。工件传感器230可以是微动开关、干簧管或超声波传感器等,当工件传感器230检测相应的加热座210上具有定子10时,控制加热模块工作,对定子10进行加热,当温度传感器240检测到定子10的温度达到预设温度时,控制第一抓手221抓取该定子10并移动至定位工位300,将定子10放置到定位工位300上。这样定子10从加热工位200到定位工位300无需机器人800,使得机器人800具有更加充足的时间执行其他定子10移位动作,提高加工效率。
[0025]
塑封系统包括位于塑封工位400之前的定位工位300,定位工位300上设置定位结构使得定子10以预设特定方向位于定位工位300上,机器人800能够从定位工位300抓取定子10并放入塑封工位400。由于定子10必须要要以特定的方向才能准确放置到塑封工位400上,机器人800从进料工位抓取的定子10方向较为随意,通过定位工位300进行定位后,便于机器人800将定子10以准确的角度放置到塑封工位400上。
[0026]
如图5-6所示,定位结构包括第一定位驱动件和第二定位驱动件,第一定位驱动件和第二定位驱动对定子10的驱动方向相反,当第一定位驱动件和第二定位驱动件都达到极限位置时,定子10处于预设特定方向。这样能够将处于随意状态的定子10转动至预设特定方向,以便准确放入塑封工位400上。例如,定子10上具有支架,定位工位300上具有挡块,当定子10在定位工位300上位置偏向第一定位驱动件方向,第一定位驱动件采用气缸,气缸轴伸出过程中会抵到支架上,从而带动定子10转动,当气缸轴的伸出被挡块挡住时,第一驱动件310就达到极限位置,此时定子10就处于预设特定方向。
[0027]
如图7-8所示,塑封工位400上的塑封机采用现有技术中的立式双工位注塑机,机器人800将定子10放入注塑机的下模,注塑机的下油缸拉动下模的下座板从而带动下模移动到合模位置,再由上座板带动上模进行合模注塑工作,注塑完成后,由上座板带动上模往上移动进行开模,然后下油缸将下模推出。
[0028]
塑封工位400上设置料柄清理机构,料柄清理机构包括龙门架420、第二抓手430和吹气风刀440,龙门架420上设置分别驱动第二抓手430竖向移动、横向移动的竖向驱动件、横向驱动件,龙门架420上设置料柄滑道450,第二抓手430将料柄移动至料柄滑道450上,龙
门架420上设置用于驱动吹气风刀440竖向移动的竖向驱动件。驱动第二抓手430的竖向驱动件和驱动吹气风刀440的竖向驱动件都采用气缸,横向驱动件采用直线电机。定子10注塑完成后,由上座板带动上模往上移动进行开模,然后下油缸将下模推出,然后控制第二抓手430抓取料柄并放入料柄滑道450进行料柄下料,料柄下料完成后待机器人800将塑封后的定子10从下模取走,再控制吹气风刀440移动至模具清理位置对模具进行清理工作。
[0029]
如图10-11所示,切边工位500包括切边支撑座510、切边导柱520、切边模座板、切边模、切边驱动件540、预压座板550、预压导柱560、预压弹簧570和预压模板580,切边模座板和预压座板550通过固定柱固定连接,切边驱动件540驱动切边模座板和预压座板550共同沿切边导柱520上下移动,切边模固定在切边模座板上,预压弹簧570的一端抵在预压模板580上,另一端抵在预压座板550上,预压弹簧570套在预压导柱560上,预压模板580固定在预压导柱560的下端,预压导柱560穿过预压座板550并能相对预压座板550上下移动,机器人800能够将定子10放置在切边支撑座510上。机器人800将塑封好的定子10放入支撑座510上,切边工位500上设有工件传感器检测到相应的支撑座510上有定子10,切边驱动件540采用气缸驱动切边模座板和预压座板550共同沿切边导柱520下移动,先有预压模板580压紧定子10,再由切边模进行切边。切边完成后由切边驱动件540带动切边模板座530退回,退回后通过切边工位500上的吹气喷嘴590对切边后的定子10进行吹气清理,将切边形成的残渣碎片通过废料漏斗591掉入接料盘592中,清理完成后由机器人800将塑封好的定子10取出并放入打码工位600。
[0030]
如图12所示,打码工位600包括存放位610和打码位620,打码工位600上设置第三抓手640和分别驱动第三抓手竖向移动、横向移动的竖向驱动件和横向驱动件,其中竖向驱动件为气缸,横向驱动件为直线电机,机器人800能够将切边工位500上取出的定子10放置存放位610,第三抓手能够将定子10从存放位610移动至打码位620,打码机630对打码位620上的定子10进行打码,打码完成后,第三抓手能够将定子10从打码位620移动至出料工位,然后第三抓手在从存放位610取出定子10移动至打码位620,由此反复,单个打码机630能够应对双工位注塑机,降低成本,提高工作效率。如图1所示,出料工位采用下料输送带,下料输送带从同一方向伸出安全围栏900,这样便于操作人员在同一位置进行上下料,降低人工成本,提高下料安全性。
[0031]
如图12所示,存放位610具有两排,两排存放位安装在安装板650上,安装盘可滑动的固定在机架上,一驱动件驱动安装板移动,使得两排存放位能够依次对应第三抓手,提高存放位数量,有效降低打码工位的占用面积。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1