一种低温烧结高分子复合粉末材料的方法与流程
[0001]
本发明属于增材制造技术领域,具体涉及一种低温烧结高分子复合粉末材料的方法。
背景技术:
[0002]
选择性激光烧结技术是目前一种常用的快速成型技术,该技术容许不使用工具加工而只需建立目标零件的计算机三维模型,然后用分层软件将三维模型进行切片处理,将粉末铺到工作缸,然后加热到一定温度,最后通过激光烧结粉末的多个叠层获得三维实体。
[0003]
高分子粉末之所以能被融化,主要有两个能量来源,一个能量来源为工作缸上部的灯管或者灯丝的辐射加热,这个上部加热能量是粉末熔化的主要能量来源,约占粉末熔化能量的80%,而另外一个能量来源为激光,激光照射在高分子粉末上,高分子中的化学键形成共振,产生热量,使得高分子粉末熔化,激光的能量约占粉末熔化能量的20%。
[0004]
选择性激光烧结设备中,需要将粉末加热到一定的温度,尽可能的接近高分子粉末的熔点,主要的原因是,一为高分子粉末提供热能量,二个是高分子粉末被熔化成熔融体后,需要保持一定的环境温度,不然高分子熔融体会产生结晶收缩,导致工件翘曲;高分子粉末被激光熔化后,上部的灯管加热和熔融体可以继续熔化被激光烧结的高分子粉末,高分子粉末被熔化的更完全;同时由于高分子粉末烧结完一层后,需要新铺一层粉末,再用激光选择性的烧结粉末成熔融体,不同层的高分子熔融体需要相互粘接,为了保证不同的高分子熔融层之间粘接的更好,也需要保持一定的环境温度。但是工作温度不能无休止的提高,主要是由于过高的温度会导致未烧结的粉末之间相互粘接。其结果是选择性激光烧结的工件的性能相对于传统的高分子加工工艺制备的工件总体偏差,特别是垂直方向的工件性能。
[0005]
在高温的情况,粉末易发生物理及化学的变化,导致粉末老化而不能继续使用,例如粉末之间容易相互粘接,导致粉末流动性变差;同时也会导致粉末可能进一步进行缩聚,高分子分子量增大,这种粉末采用选择性激光烧结制备成工件时,工件易发生“橘皮”等现象;同时在高温下,粉末更易被氧化,导致粉末颜色发生变化。未烧结成工件的高分子粉末老化问题,导致粉末不能完全重复使用,使得选择性激光烧结技术的耗材成本高,限制了3d打印发展的一个重要因素。
[0006]
目前主流的选择性激光烧结设备,激光移动的速度达到了甚至超过10m/s,所以高分子吸收的激光能量是非常瞬时的。同时市面上选择性激光烧结设备采用的普遍激光器为10.6μm的co2激光器,普遍的激光功率不超过100w。同时由于激光对粉末穿透力比较差,激光更多的是通过折射的方案使得激光穿透到更深,照射在高分子粉末表面,但是由于高分子多次折射后激光能量损失较大,导致无法烧结高的层厚,从而烧结的效率较低,高分子粉末也不会完全熔化,也限制了3d成型速度。
技术实现要素:
[0007]
本发明提供一种低温烧结高分子复合粉末材料的方法,通过制备一种金属粉末与高分子粉末的复合材料,采用光纤激光器的选择性烧结设备,在较低的工作温度下,进行粉末的选择性激光烧结,制备得到高分子与金属的复合材料制件。该制件不仅性能优异,同时由于电导率高,可作为优异的电磁屏蔽材料。
[0008]
本发明通过以下步骤实现:
[0009]
(1)将质量份数比为70~95:5~30的高分子粉末和金属粉末共混均匀,制得适用于低温烧结的高分子复合粉末材料;
[0010]
(2)将所述适用于低温烧结的高分子复合粉末材料放入以光纤激光器为光源的选择性激光烧结设备中进行烧结,制得工件,烧结的具体工艺为:粉末层厚为0.05~0.2mm,所述适用于低温烧结的高分子复合粉末材料的预热温度比其自身的熔点低10~150℃,所述光纤激光器的烧结功率为50~2000w,烧结的线间距为0.08~0.5mm。
[0011]
作为本发明的进一步优选方案,所述高分子粉末为聚酰胺粉末、聚乙烯粉末、聚氨酯粉末、聚丙烯粉末、聚苯乙烯粉末、聚对苯二甲酸丁二醇酯粉末、聚苯硫醚粉末或聚醚醚酮粉末。
[0012]
作为本发明的进一步优选方案,所述高分子粉末的平均粒径为40~80μm。
[0013]
作为本发明的进一步优选方案,所述金属粉末为铁粉、铜粉、镍粉、铝粉、钴粉、钛粉和银粉中的一种或几种。高分子粉末对波长较短的光纤激光器,其吸收能力较差,无法直接采用光纤激光器作为激光来源熔化粉末,由于金属吸收光纤的激光能量,传递给粉末,使得粉末熔化的更完全,不仅提高粉末的力学性能,同时提高了工件的各向异性,很好地实现了高分子粉末的低温烧结。
[0014]
作为本发明的进一步优选方案,所述金属粉末的平均粒径为1~50μm。
[0015]
作为本发明的进一步优选方案,所述光纤激光器的光源波长为400~2000nm。光纤激光器相对于co2激光器可以更稳定的输出更高的功率,可以将金属加热更高的温度,甚至使其熔化。金属吸收了光纤激光器能量后变成热能量,储存在金属中,然后金属会将该热能量传递到高分子粉末上,使其熔化。
[0016]
作为本发明的进一步优选方案,所述光纤激光器的额定功率为200~2000w。由于高分子对短波的光纤激光器的激光吸收能力差,所以可以采用更高的激光功率进行烧结
[0017]
作为本发明的进一步优选方案,所述适用于低温烧结的高分子复合粉末材料的平均粒径为40~75μm。
[0018]
本发明提供的一种低温烧结高分子复合粉末材料的方法,具有以下有益效果:
[0019]
(1)采用光纤激光器作为选择性激光设备的激光来源,并限定了适宜的烧结工艺,具体限定了粉末层厚度、预热温度、烧结功率和烧结的线间距,同时采用了所制备的适用于低温烧结的高分子粉末与金属粉末的复合材料,实现高分子复合粉末材料的低温烧结,由于金属粉末吸收光纤的激光能量,传递给高分子粉末,使得高分子粉末熔化的更完全,不仅提高粉末的力学性能,同时提高了工件的各向异性。
[0020]
(2)采用了所制备的适用于低温烧结的高分子复合粉末材料,预热温度比单独采用高分子粉末的熔点低10~150℃,因此低温烧结高分子复合粉末材料老化程度的也较轻,粉末的重复利用性也更高。
[0021]
(3)由于在高分子粉末中添加了金属粉末,所以采用适用于低温烧结的高分子复合粉末材料烧结得到的制件也具有优异的电导率,可以做很好的电磁材料。
具体实施方式
[0022]
为了让本领域的技术人员更好地理解并实现本发明的技术方案,以下通过具体实施例的形式对本发明的技术方案做进一步详细说明,在以下实施例中,所列的份数均为质量份数。
[0023]
对比例一
[0024]
步骤一:将平均粒径为60μm的尼龙1212粉末进行物理混合均匀,得到尼龙1212粉末;
[0025]
步骤二:将上述制好的尼龙1212粉末,放入到采用波长10600mmco2激光器作为激光来源的选择性激光烧结设备中,co2激光器的最大功率为100w,采用层厚为0.1mm,将尼龙1212与粉末加热到尼龙1212粉末的熔点以下10℃(178℃),然后用烧结的功率100w的激光将粉末熔化,烧结的线间距为0.3mm制备得到尼龙1212烧结工件。
[0026]
实施例一
[0027]
步骤一:将85份平均粒径为60μm的尼龙1212粉末与15份平均粒径为25μm的铁粉加入到搅拌设备中,进行物理混合均匀,得到尼龙1212与铁粉的复合粉末;
[0028]
步骤二:将上述制好的尼龙1212与铁粉的复合粉末,放入到采用波长1080mm光纤激光器作为激光来源的选择性激光烧结设备中,光纤激光器的最大功率为500w,采用层厚为0.1mm,将尼龙1212与铁粉的复合粉末加热到尼龙1212粉末的熔点以下50℃(138℃),然后用烧结的功率500w的激光将粉末熔化,烧结的线间距为0.3mm制备得到尼龙1212与铁粉的烧结工件。
[0029]
实施例二
[0030]
步骤一:将95份平均粒径为80μm的聚乙烯粉末与5份平均粒径为50μm的铜粉末加入到搅拌设备中,进行物理混合均匀;
[0031]
步骤二:将上述制好的聚乙烯与铜粉的复合粉末,放入到采用波长2000nm为光纤作为激光来源的选择性激光烧结设备中,光纤激光器的最大的功率范围200w,采用层厚为0.2mm,将聚乙烯与铜粉的复合粉末加热到聚苯乙烯粉末的熔点以下10℃,然后用烧结的功率50w的激光将粉末熔化,烧结的线间距为0.08mm制备得到烧结工件。
[0032]
实施例三
[0033]
步骤一:将90份平均粒径为75μm的聚氨酯粉末与10份平均粒径为45μm的镍粉加入到搅拌设备中,进行物理混合均匀;
[0034]
步骤二:将上述制好的聚氨酯与镍粉的复合粉末,放入到采用波长1060nm为光纤作为激光来源的选择性激光烧结设备中,光纤激光器的最大的功率范围300w,采用层厚为0.1mm,将聚氨酯与镍粉的复合粉末加热到聚氨酯粉末的熔点以下20℃,然后用烧结的功率300w的激光将粉末熔化,烧结的线间距为0.08mm制备得到烧结工件。
[0035]
实施例四
[0036]
步骤一:将85份平均粒径为70μm的聚丙烯粉末与15份平均粒径为40μm的铝粉加入到搅拌设备中,进行物理混合均匀;
[0037]
步骤二:将上述制好的聚丙烯与铝粉的复合粉末,放入到采用波长900nm为光纤作为激光来源的选择性激光烧结设备中,光纤激光器的最大的功率范围1000w,采用层厚为0.15mm,将聚丙烯与铝粉的复合粉末加热到聚丙烯粉末的熔点以下30℃,然后用烧结的功率1000w的激光将粉末熔化,烧结的线间距为0.4mm制备得到烧结工件。
[0038]
实施例五
[0039]
步骤一:将70份平均粒径为40μm的聚苯乙烯粉末与30份平均粒径为1μm的钴粉加入到搅拌设备中,进行物理混合均匀;
[0040]
步骤二:将上述制好的聚苯乙烯与钴粉的复合粉末,放入到采用波长800nm为光纤作为激光来源的选择性激光烧结设备中,光纤激光器的最大的功率范围2000w,采用层厚为0.05mm,将聚苯乙烯与钴粉的复合粉末加热到聚苯乙烯粉末的熔点以下80℃,然后用烧结的功率2000w的激光将粉末熔化,烧结的线间距为0.5mm制备得到烧结工件。
[0041]
实施例六
[0042]
步骤一:将85份平均粒径为60μm的聚对苯二甲酸丁二醇酯粉末与15份平均粒径为25μm的银粉加入到搅拌设备中,进行物理混合均匀;
[0043]
步骤二:将上述制好的聚对苯二甲酸丁二醇酯与银粉的复合粉末,放入到采用波长1080nm为光纤作为激光来源的选择性激光烧结设备中,光纤激光器的最大的功率范围1000w,采用层厚为0.1mm,将聚对苯二甲酸丁二醇酯与银粉的复合粉末加热到聚对苯二甲酸丁二醇酯粉末的熔点以下120℃,然后用烧结的功率800w的激光将粉末熔化,烧结的线间距为0.3mm制备得到烧结工件。
[0044]
实施例七
[0045]
步骤一:将85份平均粒径为60μm的聚苯硫醚粉末与15份平均粒径为25μm的钛粉加入到搅拌设备中,进行物理混合均匀;
[0046]
步骤二:将上述制好的聚苯硫醚与钛粉的复合粉末,放入到采用波长500nm为光纤作为激光来源的选择性激光烧结设备中,光纤激光器的最大的功率范围1000w,采用层厚为0.1mm,将聚苯硫醚与钛粉的复合粉末加热到聚苯硫醚粉末的熔点以下120℃,然后用烧结的功率800w的激光将粉末熔化,烧结的线间距为0.3mm制备得到烧结工件。
[0047]
实施例八
[0048]
步骤一:将85份平均粒径为60μm的聚醚醚酮粉末与7份平均粒径为25μm的镍粉与8份平均粒径为25μm的钛粉加入到搅拌设备中,进行物理混合均匀;
[0049]
步骤二:将上述制好的聚醚醚酮与金属的复合粉末,放入到采用波长405nm为光纤作为激光来源的选择性激光烧结设备中,光纤激光器的最大的功率范围1000w,采用层厚为0.1mm,将聚醚醚酮与金属的复合粉末加热到聚醚醚酮粉末的熔点以下150℃,然后用烧结的功率800w的激光将粉末熔化,烧结的线间距为0.3mm制备得到烧结工件。
[0050]
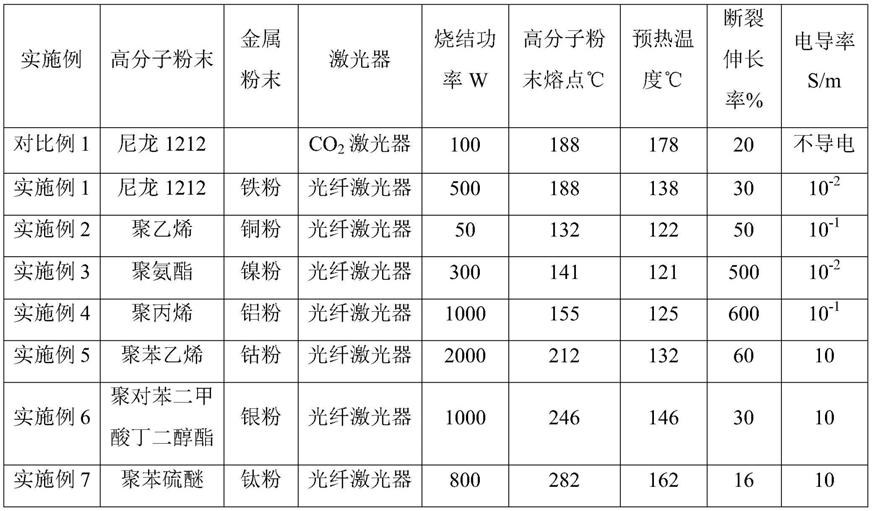
将对比例1和实施例一至八所制备的工件进行性能测试,性能参数如表1所示
[0051]
表1对比例和实施例的工件性能参数表
[0052][0053][0054]
本发明所采用的低温烧结高分子复合粉末材料方法,金属粉末对短波长的光纤激光器有较好的能量吸收,高分子粉末对短波长的光纤激光能量吸收差。金属粉末吸收光纤激光能量后,会变热,金属粉末会将这种粉末传递给高分子粉末,使得高分子粉末被加热融化。由于金属可以吸收更高的激光能量后变热的能量较高,这种能量基本可以传递给周围的高分子,从而使得高分子粉末熔化。同时由于保温在一定温度下,金属粉末由于散热慢,会持续的为高分子粉末供热,这样高分子熔化的会更完全。同时由于金属持续供热,即使烧结完一层粉末后下降一层,整个熔融体还能保持较高的温度,烧结件的上下两层会结合的更紧密。这样,烧结件的力学性能会更好,同时在烧结包的垂直方向的性能也会更优异。
[0055]
本发明实现了高分子复合粉末材料的低温烧结,所以粉末老化情况就没有那么严重,粉末的重复利用性也得到了提高。同时由于在高分子粉末中加入了金属粉末,所以低温烧结高分子复合粉末材料烧结得到的制件也具有优异的电导率,可以做很好的电磁材料。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1