竖直绝缘杆塔生产线的对开外模分离机构的制作方法
[0001]
本实用新型涉及绝缘杆塔领域,具体是一种竖直绝缘杆塔生产线的对开外模分离机构。
背景技术:
[0002]
在电力行业,frp复合材料也在发挥其重要作用,其中使用范围最广、成效最大的莫过于输电线路杆塔。玻璃纤维复合材料杆塔相比如传统材料杆塔轻质高强、高绝缘、耐腐蚀的技术优势特性已被世界各国所认同,因而成为全球电网建设中被积极研发与推广应用的目标产品。国外复合材料电杆的制造与应用主要集中在北美和欧洲地区,其中研究开发和应用最为成熟的是美国,美国的ebert composites公司、powertrusion composites公司、shakespear公司、north pacific 公司和ctc公司等制品厂家都开发了自己的复合材料杆产品,并申请专利和得到了比较广泛的应用。发展中国家如埃及、巴西、智利和伊朗等也在积极开展复合材料杆塔的制造与应用工作,我国亦于近期对复合材料杆塔技术进行了研究,如北京703研究所,鞍山远达、秦川、北玻院等单位,另外国网公司也对复合材料杆塔的制备及应用技术进行研究,并积极推进试点工程实验。复合材料杆塔相关的研究将成为全球输电线路发展的方向。复合材料杆塔已成为传统杆塔的理想替代品。
[0003]
传统的输电杆塔,如木杆、钢管杆和混凝土杆,普遍存在质量大、易腐烂、锈蚀或开裂等缺陷,耐久性差,使用寿命较短并且施工运输和运行维护困难,容易出现各种安全隐患。相应的复合材料机械性能、电气性能优良,而其耐老化、耐腐蚀性能相比于金属、水泥材料优势明显,是替代传统材料制备输电杆塔的理想材料。相比于铁质杆塔,复合材料杆塔优异的绝缘性和憎水性可大幅增加绝缘间隙,因而能有效提高输电线路防雷、防污、防冰灾、防风偏能力,同时缩减线路走廊宽度。如110kv复合材料杆塔接地线顺线方向悬空引下时,塔头相地雷电冲击放电电压比常规110kv铁塔提高了约76%、杆塔相地空气间隙可达到1.7m,远大于常规铁塔的1.0m,且在中雷区线路雷击跳闸率由0.70次/100km年降低至0.28次/100km年以下。另外,优良的绝缘特性使得110kv聚氨酯复合材料杆塔比传统铁塔线路绝缘子串的爬电距离增加了47%,提高了防污水平,缩减绝缘子片数,减小绝缘子串长度,因而在较大程度上防止降低风偏放电事故的发生概率。同时,同塔双回复合材料杆塔的输电线路走廊比传统钢管塔可缩减33%,比角钢塔缩减约46%。gfrp复合材料杆塔综合成本优势突出,其质量轻、耐腐蚀等特点可降低线路建设的运输、安装及维护成本,延长其使用寿命。以110kv直线塔为例,计算结果显示,即使在保守设计条件下,复合材料杆塔的总重量只有钢管塔的58%左右。在考虑原材料、运输安装、土地使用、产品寿命等成本因素的基础上,复合材料杆塔线路的年均综合成本相比钢管塔与角钢塔可降低15%以上,而在应用技术上的优势可减少线路在运行检修方面的成本,进一步凸显了其经济效益。
[0004]
frp复合材料的研究开发和应用在欧美发达国家以及日本, 已成为十分活跃的领域。在今后一个时期, frp作为一种高性能材料以其轻质高强、耐腐蚀、耐久性能好、施工便捷等性能特点, 必将成为各类道路、桥梁、民用建筑结构的养护、检测和维修的必要补充材
料, 并得到广泛应用, 给我国的建筑经济领域带来不可忽视的综合效益。如此同时,frp复合材料的应用,除了可大量降低电网系统的钢材用量,还可以打造低碳环保型绿色输电线路的建设。钢铁的冶炼过程能耗高、污染重,且需要消耗大量煤炭、水资源。统计资料显示,2018年,我国粗钢产量超10亿吨,而1吨粗钢的生产需消耗0.6吨煤炭和5吨水,同时排放出290克粉尘、1450克so2气体和85克co2气体(中国钢铁工业协会统计数据)。大量钢铁产品的使用给我国环境保护造成了较大的压力,特别是我国已确立了低碳环保在高新技术产业中的重要地位,实现国民经济可持续发展的国家战略后,普通钢产品的产业发展受到严重制约。尽管树脂等化工产品的生产过程也会产生排放问题,但相比于钢铁则低很多,而且,统计数据显示,化工行业每排放1吨温室气体,可以为其他行业减排2.1~2.6吨温室气体,净减排量为1.1~1.6吨(中国化学工业协会统计数据)。因此,frp复合材料的应用对于建设绿色环保型新材料意义重大及国家新材料战略具备重要意义。
[0005]
尽管frp复合材料的优点十分突出,但也存在显著的缺点:
[0006] 1)材料的工艺稳定性差,frp复合材料主要成型工艺有手糊成型、层压成型、rtm法、挤拉法、模压成型、缠绕成型,其中材料稳定性较好的是拉挤成型、rtm法和模压成型,材料性能的离散度比较小,但后面两种方法的生产工序比较复杂,生产效率低,目前市场上主要复合材料产品还是倾向于拉挤成型工艺;
[0007]
2)材料性能的分散性大,由于frp复合材料的性能和纤维的铺层结构紧密相关,而frp材料中纤维的铺层很慢保证各处均一性,所以材料在不同位置取样后材料的力学性能会有偏差,有的工艺生产的frp材料分散性还比较大,这导致设计人员在设计frp复合材料的结构,都尽量取材料的测试值的下限,其结构导致材料设计时会出现性能过度富裕,导致材料过度使用,材料浪费比较严重,制品成本偏高等一列问题;
[0008]
3)长期耐环境老化性能差,frp复合材料为有机树脂复合材料,有机树脂的耐候性,尤其是耐日光中的紫外老化,是其户外应用的致命弱点,为了提升frp材料的耐候性,开展了很多相应材料耐候性研究,比较常见的有表面耐候涂层法,表面耐候材料复合法;
[0009]
4)材料的模量低,frp复合材料的强度甚至比钢铁材料的强度都,其拉伸强度可高达1200-2000gpa,但材料的模量普遍偏低,以gfrp复合材料,其模量30-60gpa,afrp复合材料模量50-90gpa,cfrp复合材料的模量60-200gpa,碳纤维复合材料模量越高,材料成本越高,且材料各项异性,岩纤维的方向强度模量高,垂直纤维方向的材料模量低;而普通钢铁的模量最低就达120gpa,一般铸钢的模量可接近200gpa,而且材料各项同性。模量低,制品在相同载荷下,出现形变过大,一定程度上限制frp产品的应用;
[0010]
5)横向强度和层间剪切强度差,这是frp复合材料典型的特点,材料在纤维分布方向强度极高,而在纤维分布较少的纤维垂直方向力学强度极差,图中为国内某gfrp复合材料厂家生产的玻璃纤维复合材料板材,纵向的复合材料的弯曲强度和模量明显高于对应横向,而在增加表面纤维毡后,材料的横向弯曲强度和模量也逐渐增加(表3-8);相应复合材料层间剪切强度数据件表3-9,平局值18mpa,也比较偏低,其截面图呈现纤维剪切开的蜂窝面结构。
[0011]
基于以上frp复合材料的缺点,frp复合材料在国内的应用受限制,没有真正意义的发挥复合材料轻质高强材料技术优势,在大基建和大尺寸样品的加工上的劣势尤为明显,这样的结果导致frp复合材料在工程结构材料使用有限,尤其在大基建上应用量也远低
于钢材,接下来将从几个方面分析复合材料在结构工程材料商应用受限制的原因。
[0012]
国内复合材料杆塔自二十一世纪初开始研究,经过近20年的研究,国内已经完成了110kv复合材料杆塔结构设计和力学性能,通过第三方测试,产品在全国近一半的省份试点应用,满足所有应用需求,并有效解决原线路雷击或防风等难题,但复合材料杆塔一直未实现大规模化应用,制约其推广应用原因主要有两个方面:
[0013]
1)复合材料设计的杆塔多为单杆型,其输送电压等级局限于110kv 以下,110kv及以上电压等级复合材料杆塔直接过大,只能依靠手工铺层或大型缠绕机制备,杆塔的生产成本过高,且生产效率极低,并且复合材料电杆生产过厚,材料成本也偏高。
[0014]
大尺寸复合材料杆塔的手糊施工和小角度缠绕工艺的制备环节如下:吊装模具,模具上打蜡上油,然后经手糊或缠绕完成杆塔预制品,预制品再固化,冷却,切割,脱模,成品摆放等几个生产环节。手糊工艺需要的人工至少8人,而且手工铺放树脂布,生产环节繁琐,工人所处生产环境也比较恶劣;缠绕成型改进了工人手工铺放布,改成纤维小角度缠绕,纵向缠绕最小交角度可接近30
°
,理论纵向纤维缠绕交越小对杆塔强度贡献越大。尽管大尺寸解决了手糊工艺的慢,但缠绕工艺的固化和脱模环节依旧存在,而且这两环节为生产效率的瓶颈,平均一组复合材料电杆固化平均用时2-3小时,冷却0.5小时,吊装和脱模约0.5小时,所以gfrp的单杆杆塔缠绕生产效率极低,一根电杆约6-8小时;同时缠绕杆塔由于纤维不能完全纵向铺放,纤维在纵向的铺放不能达到最大化,部分强度会被环向分散掉,在这种情况下,为了保证复合材料杆塔纵向强度,就只能加大纤维铺层厚度,保证复合材料杆塔的纵向强度,杆塔的厚度会增加,重量也增加,导致复合材料杆塔材料成本过高。以上生产环节,无论是材料成本,还是人工及生产管理成本非常高,相应产品的生产产能也极低,导致frp复合材料杆塔成本为传统钢管塔3-4倍,制约了frp复合材料电杆的推广及应用。
[0015]
2)复合材料杆塔尽管比传统杆塔具有更大的承载力,但由于材料弹性模量偏低,纤维增强树脂基复合材料的模量50-70gpa,约为钢铁材料的一半,杆塔上端在极限工况载荷下产生较大偏移,如10kv复合材料电杆的弯矩强度是水泥电杆的2-3倍,但其破坏弯曲形变可以达到3倍,较大形变限制复合材料杆塔的应用,不利于复合材料电杆的产业化。
[0016]
3)利用缠绕工艺生产的复合材料杆塔,必须借助相应的模具,由于模具生产复合材料杆塔过程需要不断旋转,模具的形状只可能是圆形和正多形,不能加工成其“田”字形或其它中空的异性结构。
[0017]
传统横置拉挤工艺因生产的管材直径大,模具自重大制品上下偏心严重,外加拉挤过程会和空气接触,容易在拉挤复合材料制品层间形成气泡及孔洞,造成管材空鼓、偏心等问题;此外因引力作用,拉挤过程中上层浸润的树脂会自动向下流动而造成上层纤维缺树脂,下层纤维层富含树脂,上层缺少树脂的部分会出现无法固化,制品截面发白,严重影响管材强度,产品的稳定性极低。
[0018]
横置拉挤模具是依靠模具一端的支点将模具固定,并通过支点调准拉挤制品偏心问题,而在大尺寸frp制品拉挤中,所用的模具很大,以110kv复合材料杆塔为例,杆塔最大直径可以达到1500mm,那模具的重量会非常大,为保证大尺寸frp制品在短时间能快速固化弯曲,固化加热装置加长,相应的拉挤模具也要加长,如此模具的自重将会非常惊人,仅仅依靠模具一端通过悬臂梁方式是没法固定拉挤模具,如果缩短拉挤模具长度,产品热固化时间不够,制品无法完全固化。
[0019]
竖直重垂张拉法的绝缘杆塔生产线能克服横置工艺的各种缺点,但是该生产线并不是将横置生产线竖过来就可以直接使用的,很多设备都需要根据竖直工艺进行适应性调整。
技术实现要素:
[0020]
本实用新型为了解决现有技术的问题,提供了一种竖直绝缘杆塔生产线的对开外模分离机构,方便对工件进行高温加热固化,并且通过三层逐级加热固化,保证定型固化彻底。
[0021]
本实用新型包括支撑墙、导滑轨道、紧固油缸、哈夫外模和高温加热固化模块,其中,哈夫外模通过导滑轨道固定在两个支撑墙之间,两侧支撑墙分别通过紧固油缸拉伸推紧哈夫外模,工件通过哈夫外模中心进行加热。
[0022]
进一步改进,所述的哈夫外模包括三层加热区域,温度自上而下逐层升高,相邻区域之间通过隔热层分隔。
[0023]
本实用新型有益效果在于:方便对工件进行高温加热固化,并且通过三层逐级加热固化,保证定型固化彻底。
附图说明
[0024]
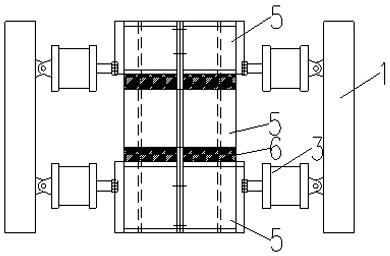
图1为本实用新型主视图。
[0025]
图2为本实用新型俯视图。
具体实施方式
[0026]
下面结合附图对本实用新型作进一步说明。
[0027]
本实用新型结构如图1和图2所示,包括支撑墙1、导滑轨道2、紧固油缸3、哈夫外模4和高温加热固化模块5,其中,哈夫外模通过导滑轨道固定在两个支撑墙之间,两侧支撑墙分别通过紧固油缸拉伸推紧哈夫外模,工件通过哈夫外模中心进行加热。
[0028]
进一步改进,所述的哈夫外模包括三层加热区域,温度自上而下逐层升高,相邻区域之间通过隔热层6分隔。
[0029]
本实用新型具体应用途径很多,以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以作出若干改进,这些改进也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1