手机后盖真空镀膜后背面覆膜装置的制作方法
[0001]
本实用新型涉及自动化设备技术领域,具体地讲,涉及一种手机后盖真空镀膜后背面覆膜装置。
背景技术:
[0002]
在现有技术中,对于采用塑料材质、亚克力材质或pc材质制作的真空镀膜后的手机后盖,因其外表需要预先嵌入手机天线,所以为了不影响手机天线的信号强度,就需要相应材质制作的真空镀膜后的手机后盖具有很好的绝缘性能,而判断相应材质制作的真空镀膜后的手机后盖的绝缘性能主要指标则为测定其电阻值,当其电阻值高于行业所规定的4000欧姆时,则判断其绝缘性能良好。
[0003]
而在现阶段,对于电阻值测量完毕后的相应材质的手机后盖,则还需要对其背面进行覆膜,以保护其不易被外物碰坏或划坏,而传统的覆膜工艺为人工手动进行,使得同样浪费人力,增加人工劳动成本,并使得覆膜效率低下。
[0004]
因此,现有问题有待解决。
技术实现要素:
[0005]
本实用新型的目的在于克服上述现有技术之不足而提供的一种手机后盖真空镀膜后背面覆膜装置。
[0006]
本实用新型解决现有技术问题所采用的技术方案是:一种手机后盖真空镀膜后背面覆膜装置,包括主控制器,还包括:
[0007]
机架;
[0008]
来料输送装置;所述来料输送装置沿前后方向设置于所述机架后侧,与所述主控制器相连,用以向前输送真空镀膜手机后盖来料;
[0009]
来料背面覆膜构件;所述来料背面覆膜构件设置于所述机架前侧,与所述来料输送装置相衔接,并与所述主控制器相连,用以对所述来料输送装置向前输送的真空镀膜手机后盖来料背面进行覆膜。
[0010]
下面对以上技术方案作进一步阐述:
[0011]
优选地,所述机架包括左护围、右护围、左支脚、右支脚、后连接杆及前连接杆;
[0012]
所述左护围及所述右护围为沿前后方向相并排设置;所述左支脚立固于所述左护围底部;所述右支脚立固于所述右护围底部;所述后连接杆连接于所述左护围右端面后部与所述右护围左端面后部之间;所述前连接杆连接于所述左护围右端面前部与所述右护围左端面前部之间。
[0013]
优选地,所述来料输送装置包括与所述主控制器相连的驱动电机a、多个主动轮a、多个从动轮a及多根用以输送真空镀膜手机后盖来料的传动轮带a;
[0014]
所述后连接杆为可转动的连接于所述左护围右端面后部与所述右护围左端面后部之间;所述前连接杆为可转动的连接于所述左护围右端面前部与所述右护围左端面前部
之间;
[0015]
多个所述主动轮a均匀的套固于所述后连接杆上;多个所述从动轮a均匀的套固于所述前连接杆上;所述驱动电机a朝右固设于所述左护围左端面后部,其右端转轴与所述后连接杆左端固定连接;多根所述传动轮带a对应套固于前后位置相对的相应主动轮a与相应从动轮a之间。
[0016]
优选地,所述来料背面覆膜构件包括用以放保护膜的卷筒、保护膜导杆、用以导真空镀膜手机后盖来料的第一导辊、用以导真空镀膜手机后盖来料的第二导辊、用以覆保护膜至真空镀膜手机后盖来料背面的第一压辊、用以覆保护膜至真空镀膜手机后盖来料背面的第二压辊、与所述主控制器相连的驱动电机b、主动轮b、两从动轮b、一传动轮带b、导料板及一用以切保护膜的切刀构件;
[0017]
所述机架还包括立于所述左护围中上部的左支撑板及立于所述右护围中上部的右支撑板;
[0018]
所述卷筒可转动的连接于所述左支撑板右端面上端与所述右支撑板左端面上端之间;所述保护膜导杆固定于所述左支撑板右端面中部与所述右支撑板左端面中部之间;所述第一压辊及所述第二压辊从后至前依次沿左右方向可转动的固于所述左护围右端面中上部与所述右护围左端面中上部之间;所述第一导辊及所述第二导辊从后至前依次沿左右方向可转动的固于所述左护围右端面中下部与所述右护围左端面中下部之间,并对应位于所述第一压辊下部及所述第二压辊下部;所述第一压辊与所述第一导辊之间构成为以供保护膜及真空镀膜手机后盖来料经过的与多根所述传动轮带a前端相衔接的第一覆膜间隙;所述第二压辊与所述第二导辊之间构成为以供保护膜及真空镀膜手机后盖来料经过的第二覆膜间隙;所述第一导辊右端及所述第二导辊右端均穿设至所述右护围右端面外;其中一所述从动轮b固于所述第一导辊右端,另一所述从动轮b固于所述第二导辊右端;所述驱动电机b向右固设于所述右护围中下部,其右端转轴位于所述右护围右端面外;所述主动轮b固于所述驱动电机b右端转轴外,并位于两所述从动轮b中下部之间;所述传动轮带b套设于所述主动轮b及两所述从动轮b外;所述导料板水平固于所述左护围右端面前侧与所述右护围左端面前侧之间,其后边沿邻近所述第二覆膜间隙,其上端面与所述第一导辊顶部及所述第二导辊顶部相齐平;所述切刀构件可上下活动的固于所述左护围右端面前侧与所述右护围左端面前侧之间,并位于所述导料板上端面后上部。
[0019]
优选地,所述切刀构件包括切刀及两升降气缸;
[0020]
两所述升降气缸对应朝下固设于所述左护围右端面前侧与所述右护围左端面前侧之间;所述切刀左右两端对应固设于两所述升降气缸气缸杆下部。
[0021]
优选地,还包括一用以放置背面覆膜后真空镀膜手机后盖成品的放置平台;
[0022]
所述放置平台搁置于所述来料背面覆膜构件前侧,其上端面后边沿与所述导料板前边沿相齐平并相衔接。
[0023]
本实用新型的有益效果是:
[0024]
其一、本实用新型所提供的一种手机后盖真空镀膜后背面覆膜装置,在具体实施时,设置有自动输送真空镀膜手机后盖来料的来料输送装置,并设有可对真空镀膜手机后盖来料背面进行自动覆膜的来料背面覆膜构件,如此一来,即使得相对于传统的人工手动覆膜,能大大节省人力,大大降低人工劳动成本,并使得能有效提高覆膜效率,同时,还能避
免人工手动覆膜所造成的易触碰坏或划坏真空镀膜手机后盖来料相关问题,使得不易增加产品不良品率,进而,本实用新型实用性强,使用效果好,适于推广普及。
[0025]
其二、在本技术方案中,在所设置的所述来料背面覆膜构件中,其包括有用以导真空镀膜手机后盖来料的第一导辊、用以导真空镀膜手机后盖来料的第二导辊、用以覆保护膜至真空镀膜手机后盖来料背面的第一压辊及用以覆保护膜至真空镀膜手机后盖来料背面的第二压辊等构件,所述第一压辊与所述第一导辊之间构成为以供保护膜及真空镀膜手机后盖来料经过的第一覆膜间隙;所述第二压辊与所述第二导辊之间构成为以供保护膜及真空镀膜手机后盖来料经过的第二覆膜间隙,使得真空镀膜手机后盖来料背面在经所述第一覆膜间隙完成一次覆膜后又能进一步通过所述第二覆膜间隙来巩固一次覆膜,使得覆膜质量能得到大大提高,从而,本实用新型的使用效果能达到最佳。
附图说明
[0026]
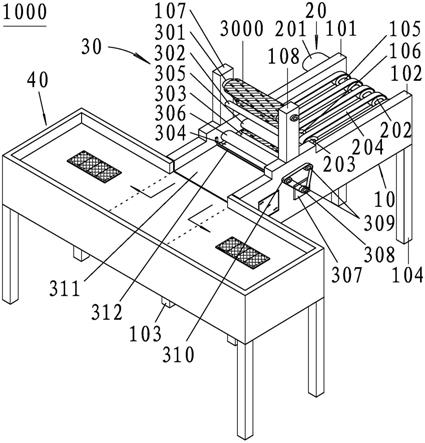
图1是本实用新型手机后盖真空镀膜后背面覆膜装置的整体结构示意图;
[0027]
图2是本实施例中,所述来料输送装置及所述来料背面覆膜构件固于所述机架上的整体结构示意图;
[0028]
图3是图2中a的放大图;
[0029]
图4是本实施例中,真空镀膜手机后盖来料的整体结构示意图
[0030]
图5是本实施例中,真空镀膜手机后盖来料背面覆有保护膜的整体结构示意图;
[0031]
本实用新型目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
[0032]
附图标号:
[0033]
手机后盖真空镀膜后背面覆膜装置1000;
[0034]
机架10;
[0035]
左护围101;右护围102;左支脚103;右支脚104;后连接杆105;前连接杆106;左支撑板107;右支撑板108;
[0036]
来料输送装置20;
[0037]
驱动电机a201;主动轮a202;从动轮a203;传动轮带a204;
[0038]
来料背面覆膜构件30;
[0039]
卷筒301;保护膜导杆302;第一导辊303;第二导辊304;第一压辊305;第二压辊306;驱动电机b307;主动轮b308;从动轮b309;传动轮带b310;导料板311;切刀构件312;切刀3121;升降气缸3122;
[0040]
放置平台40;
[0041]
真空镀膜手机后盖来料2000;
[0042]
保护膜3000;
具体实施方式
[0043]
以下将结合附图及具体实施例详细说明本实用新型的技术方案,以便更清楚、直观地理解本实用新型的实用新型实质。
[0044]
结合图1-图5所示;
[0045]
本实用新型所提供的一种手机后盖真空镀膜后背面覆膜装置1000,包括主控制
器,还包括:
[0046]
机架10;
[0047]
来料输送装置20;所述来料输送装置20沿前后方向设置于所述机架10后侧,与所述主控制器相连,用以向前输送真空镀膜手机后盖来料2000;
[0048]
来料背面覆膜构件30;所述来料背面覆膜构件30设置于所述机架10前侧,与所述来料输送装置20相衔接,并与所述主控制器相连,用以对所述来料输送装置20向前输送的真空镀膜手机后盖来料2000背面进行覆膜。
[0049]
由上所述,可以明确,本实用新型所提供的一种手机后盖真空镀膜后背面覆膜装置1000,在具体实施时,因设置有自动输送真空镀膜手机后盖来料2000的来料输送装置20,并设有可对真空镀膜手机后盖来料2000背面进行自动覆膜的来料背面覆膜构件30,如此一来,即使得相对于传统的人工手动覆膜,能大大节省人力,大大降低人工劳动成本,并使得能有效提高覆膜效率,同时,还能避免人工手动覆膜所造成的易触碰坏或划坏真空镀膜手机后盖来料2000相关问题,使得不易增加产品不良品率。
[0050]
进而,本实用新型实用性强,使用效果好,适于推广普及。
[0051]
具体的,在本技术方案中,所述机架10包括左护围101、右护围102、左支脚103、右支脚104、后连接杆105及前连接杆106;
[0052]
其中,所述左护围101及所述右护围102为沿前后方向相并排设置;所述左支脚103立固于所述左护围101底部;所述右支脚104立固于所述右护围102底部;所述后连接杆105连接于所述左护围101右端面后部与所述右护围102左端面后部之间;所述前连接杆106连接于所述左护围101右端面前部与所述右护围102左端面前部之间。
[0053]
在此基础上,本实用新型的所述来料输送装置20包括与所述主控制器相连的驱动电机a201、多个主动轮a202、多个从动轮a203及多根用以输送真空镀膜手机后盖来料2000的传动轮带a204;
[0054]
其中,所述后连接杆105为可转动的连接于所述左护围101右端面后部与所述右护围102左端面后部之间;所述前连接杆106为可转动的连接于所述左护围101右端面前部与所述右护围102左端面前部之间;
[0055]
多个所述主动轮a202均匀的套固于所述后连接杆105上;多个所述从动轮a203均匀的套固于所述前连接杆106上;所述驱动电机a201朝右固设于所述左护围101左端面后部,其右端转轴与所述后连接杆105左端固定连接;多根所述传动轮带a204对应套固于前后位置相对的相应主动轮a202与相应从动轮a203之间。
[0056]
同时,在本技术方案中,所述来料背面覆膜构件30包括用以放保护膜3000的卷筒301、保护膜导杆302、用以导真空镀膜手机后盖来料2000的第一导辊303、用以导真空镀膜手机后盖来料2000的第二导辊304、用以覆保护膜3000至真空镀膜手机后盖来料2000背面的第一压辊305、用以覆保护膜3000至真空镀膜手机后盖来料2000背面的第二压辊306、与所述主控制器相连的驱动电机b307、主动轮b308、两从动轮b309、一传动轮带b310、导料板311及一用以切保护膜3000的切刀构件312;
[0057]
所述机架10还包括立于所述左护围101中上部的左支撑板107及立于所述右护围102中上部的右支撑板108;
[0058]
所述卷筒301可转动的连接于所述左支撑板107右端面上端与所述右支撑板108左
端面上端之间;所述保护膜导杆302固定于所述左支撑板107右端面中部与所述右支撑板108左端面中部之间;所述第一压辊305及所述第二压辊306从后至前依次沿左右方向可转动的固于所述左护围101右端面中上部与所述右护围102左端面中上部之间;所述第一导辊303及所述第二导辊304从后至前依次沿左右方向可转动的固于所述左护围101右端面中下部与所述右护围102左端面中下部之间,并对应位于所述第一压辊305下部及所述第二压辊306下部;所述第一压辊305与所述第一导辊303之间构成为以供保护膜3000及真空镀膜手机后盖来料2000经过的与多根所述传动轮带a204前端相衔接的第一覆膜间隙;所述第二压辊306与所述第二导辊304之间构成为以供保护膜3000及真空镀膜手机后盖来料2000经过的第二覆膜间隙;所述第一导辊303右端及所述第二导辊304右端均穿设至所述右护围102右端面外;其中一所述从动轮b309固于所述第一导辊303右端,另一所述从动轮b309固于所述第二导辊304右端;所述驱动电机b307向右固设于所述右护围102中下部,其右端转轴位于所述右护围102右端面外;所述主动轮b308固于所述驱动电机b307右端转轴外,并位于两所述从动轮b309中下部之间;所述传动轮带b310套设于所述主动轮b308及两所述从动轮b309外;所述导料板311水平固于所述左护围101右端面前侧与所述右护围102左端面前侧之间,其后边沿邻近所述第二覆膜间隙,其上端面与所述第一导辊303顶部及所述第二导辊304顶部相齐平;所述切刀构件312可上下活动的固于所述左护围101右端面前侧与所述右护围102左端面前侧之间,并位于所述导料板311上端面后上部。
[0059]
优选的,所述切刀构件312包括切刀3121及两升降气缸3122;
[0060]
两所述升降气缸3122对应朝下固设于所述左护围101右端面前侧与所述右护围102左端面前侧之间;所述切刀3121左右两端对应固设于两所述升降气缸3122气缸杆下部。
[0061]
并且,还包括一用以放置背面覆膜后真空镀膜手机后盖成品的放置平台40;
[0062]
所述放置平台40搁置于所述来料背面覆膜构件30前侧,其上端面后边沿与所述导料板311前边沿相齐平并相衔接。
[0063]
基于上述所述,可以理解的是,本实用新型的工作原理大致为:
[0064]
首先、通过所述主控制器控制所述驱动电机a201工作,以使所述传动轮带a204向前输送真空镀膜手机后盖来料2000;
[0065]
其次、将所述卷筒301上所收卷的保护膜3000进行放卷,以使其一端经所述保护膜导杆302导向后将其塞进所述第一覆膜间隙内;
[0066]
再次、通过所述主控制器控制所述驱动电机b307工作,以使带动所述第一导辊303及所述第二导辊304同步逆时针转动;
[0067]
再者、在所述传动轮带a204继续向前输送真空镀膜手机后盖来料2000时,所输送的真空镀膜手机后盖来料2000即可自动依次进入所述第一覆膜间隙及所述第二覆膜间隙,在其经过所述第一覆膜间隙时,所述保护膜3000一端下底面即会受所述第一压辊305的碾压而自动贴敷于相应真空镀膜手机后盖来料2000上端面(相应真空镀膜手机后盖来料2000背面),在上端面覆有保护膜3000的相应真空镀膜手机后盖来料2000经过所述第二覆膜间隙时,所述第二压辊306即可继续碾压保护膜3000而使得其能进一步被贴敷紧于相应真空镀膜手机后盖来料2000上端面(相应真空镀膜手机后盖来料2000背面);
[0068]
最后、相应真空镀膜手机后盖来料2000上端面(相应真空镀膜手机后盖来料2000背面)覆好保护膜3000后即被继续向前输送而离开所述第二覆膜间隙,在其离开所述第二
覆膜间隙到达所述导料板311的一瞬,所述主控制器即控制所述升降气缸工作,以使所述切刀向下运动来自动切断保护膜3000,保护膜3000切断后,所述主控制器又控制所述升降气缸工作,以使所述切刀向上运动而复位至初始状态。
[0069]
如此,即完成真空镀膜手机后盖来料2000背面覆膜工序。
[0070]
针对上文所述,可以总结:在所设置的所述来料背面覆膜构件30中,因其包括有用以导真空镀膜手机后盖来料2000的第一导辊303、用以导真空镀膜手机后盖来料2000的第二导辊304、用以覆保护膜3000至真空镀膜手机后盖来料2000背面的第一压辊305及用以覆保护膜3000至真空镀膜手机后盖来料2000背面的第二压辊306等构件,所述第一压辊305与所述第一导辊303之间构成为以供保护膜3000及真空镀膜手机后盖来料2000经过的第一覆膜间隙;所述第二压辊306与所述第二导辊304之间构成为以供保护膜3000及真空镀膜手机后盖来料2000经过的第二覆膜间隙,使得真空镀膜手机后盖来料2000背面在经所述第一覆膜间隙完成一次覆膜后又能进一步通过所述第二覆膜间隙来巩固一次覆膜,使得覆膜质量能得到大大提高。
[0071]
从而,本实用新型的使用效果能达到最佳。
[0072]
其他实施例等,在此,则不做一一举例说明。
[0073]
综上所述,本实用新型整体结构简单,易实施,易操作,实用性强,专用性强,制造成本低,使得本实用新型必然具有很好的市场推广价值,本实用新型会非常的受欢迎,能得到有效普及。
[0074]
以上所述仅为本实用新型的优选实施例,并非而因此限制了本实用新型的专利保护范围,凡是利用本实用新型的说明书及附图内容所作出的等效结构或等效流程的变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1