扩口管件模具内抽缩芯燕尾式固定导滑块的制作方法
1.本实用新型涉及一种扩口管件模具内抽缩芯燕尾式固定导滑块,属于注塑模具领域。
背景技术:
2.采用注塑模具生产塑料管件,例如扩口管件,当产品注塑成型后,需要先对扩口部位脱模,管件才能抽芯脱出。现有技术扩口脱模一般采用内抽缩芯结构,主要包括一导滑块,导滑块上轴向等分设置内抽斜滑槽,内抽斜滑槽上设置大、小相间内抽滑块,工作时,由动力带动导滑块后退,大、小内抽滑块沿内抽斜滑槽滑动内抽,从扩口处脱出,达到脱模的目的。但在实际使用中,由于内抽斜滑槽采用工字槽结构,其与大、小内抽滑块的配合面达到7面,一方面,其摩擦阻力大,并在滑动过程中,容易产品粉末,堆积在槽中形成阻尼,影响使用寿命;另一方面,工字槽的加工精度高,成本大。
技术实现要素:
3.本实用新型的目的是为了克服已有技术的缺点,提供一种采用燕尾式导向和避空结构,摩擦小,粉末不堆积,加工方便,成本省的扩口管件模具内抽缩芯燕尾式固定导滑块。
4.本实用新型扩口管件模具内抽缩芯燕尾式固定导滑块的技术方案是:包括导滑块主体,导滑块主体上设置大扩口拼块和小扩口拼块,其特征在于所述的导滑块主体上轴向等分设置相间的大斜面和小斜面,大斜面上设置斜长燕尾滑槽,所述大扩口拼块下设置长燕尾滑条,长燕尾滑条与斜长燕尾滑槽相配合,小斜面上设置斜短燕尾滑槽,所述小扩口拼块下设置短燕尾滑条,短燕尾滑条与斜短燕尾滑槽相配合。
5.本实用新型的扩口管件模具内抽缩芯燕尾式固定导滑块,主要特点是在导滑块主体上轴向等分设置相间的大斜面和小斜面,一般是分成八等分,大斜面和小斜面各四面,再在各个大斜面和小斜面上分别设置斜长燕尾滑槽和斜短燕尾滑槽,大扩口拼块下的长燕尾滑条与斜长燕尾滑槽相配合,小扩口拼块下的短燕尾滑条与斜短燕尾滑槽相配合,在使用中,燕尾滑条与燕尾滑槽只需三个面接触配合,摩擦小,滑动更顺畅。而且燕尾槽可以采用车铣复合加工,更加方便,省力。
6.本实用新型的扩口管件模具内抽缩芯燕尾式固定导滑块,所述的斜长燕尾滑槽和斜短燕尾滑槽底面设置避空槽,在生产过程中产生的一些磨合的灰尘,可以堆积在避空槽中。
附图说明
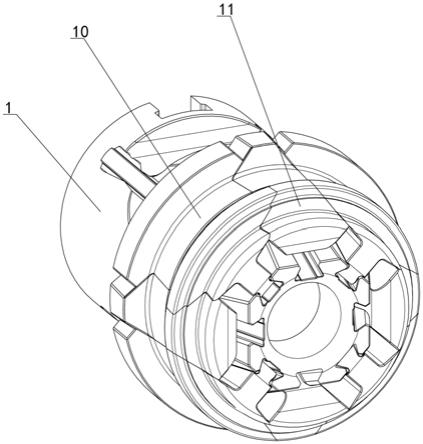
7.图1是本实用新型的燕尾式固定导滑块装配示意图;
8.图2是本实用新型的导滑块立体示意图;
9.图3是本实用新型的导滑块端面示意图;
10.图4是本实用新型的大扩口拼块与小扩口拼块拼合示意图。
具体实施方式
11.本实用新型涉及一种扩口管件模具内抽缩芯燕尾式固定导滑块,如图1—图4所示,包括导滑块主体1,导滑块主体上设置大扩口拼块10和小扩口拼块11,所述的导滑块主体1上轴向等分设置相间的大斜面2和小斜面3,大斜面上设置斜长燕尾滑槽5,所述大扩口拼块10下设置长燕尾滑条6,长燕尾滑条6与斜长燕尾滑槽5相配合,小斜面上设置斜短燕尾滑槽7,所述小扩口拼块11下设置短燕尾滑条8,短燕尾滑条8与斜短燕尾滑槽7相配合。本方案的主要特点是在导滑块主体1上轴向等分设置相间的大斜面2和小斜面3,一般是分成八等分,大斜面2和小斜面3各四面,再在各个大斜面2和小斜面3上分别设置斜长燕尾滑槽5和斜短燕尾滑槽7,大扩口拼块10下的长燕尾滑条6与斜长燕尾滑槽5相配合,小扩口拼块11下的短燕尾滑条8与斜短燕尾滑槽7相配合,在使用中,燕尾滑条与燕尾滑槽只需三个面接触配合,摩擦小,滑动更顺畅。而且燕尾槽可以采用车铣复合加工,更加方便,省力。所述的斜长燕尾滑槽5和斜短燕尾滑槽7底面设置避空槽9,在生产过程中产生的一些磨合的灰尘,可以堆积在避空槽中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1