一种超高熔指聚丙烯材料生产用双螺杆挤出机口模的制作方法
1.本实用新型涉及双螺杆挤出机口模技术领域,具体涉及一种超高熔指聚丙烯材料生产用双螺杆挤出机口模。
背景技术:
2.超高熔指聚丙烯材料是指材料的熔体质量流动速率大于1000g/10min的高流动性聚丙烯材料。基于自由基可控降解工艺生产超高熔指聚丙烯专用材料,是当前最通用的超高熔指聚丙烯产业化生产技术。采用这种工艺生产成本更低、产品设计更加灵活,可以对最终产品的流动性、物理力学性能以及功能性进行针对性的改性。该工艺的主要生产设备是针对超高熔指聚丙烯材料的加工特点进行改造的双螺杆挤出机。为了实现超高熔指聚丙烯专用材料的稳定生产,双螺杆挤出机的混料系统、喂料系统、冷却系统、烘料系统以及挤出口模等都需要进行针对性的改造。
3.超高熔指聚丙烯专用材料具有极高的流动性和剪切敏感性,对挤出机的口模设计有特殊要求。由于熔体压力分布不均,口模剪切过大等原因,传统的双螺杆挤出机口模在生产超高熔指聚丙烯专用材料过程中容易产生断条、粘条等不稳定状态。
技术实现要素:
4.针对现有技术中存在的技术问题,本实用新型的目的是:提供一种超高熔指聚丙烯材料生产用双螺杆挤出机口模,该口模在生产过程中状态稳定,能减少断条、粘条、材料降解等现象。
5.为了达到上述目的,本实用新型采用如下技术方案:
6.一种超高熔指聚丙烯材料生产用双螺杆挤出机口模,包括可与双螺杆挤出机机头固接的口模本体,口模本体的内侧纵向中部开设有连接双螺杆挤出机机头的定位卡槽,定位卡槽的底部中部开设有平衡口模压力的凹槽式流道,凹槽式流道上开设有数个模孔,定位卡槽的底部两端均设有加热管。口模本体通过定位卡槽卡接在双螺杆挤出机机头上,简化了口模的装卸过程,便于清洁;定位卡槽的底部两端均设有加热管,使得超高熔指聚丙烯材料在出模孔前受热更加均匀,熔体压力更加稳定。
7.进一步的,模孔的上部呈圆锥形,模孔的下部呈圆柱形。模孔的上部呈圆锥形,模孔上部的内径逐渐缩小,呈渐变式结构,减少由于熔体体积突变引起的超高熔指聚丙烯材料降解的现象。
8.进一步的,凹槽式流道上并排开设有20~50个等间距的模孔。模孔采用单排设计,能够减少超高熔指聚丙烯材料生产过程中的粘条现象。
9.进一步的,口模本体上开设有多个定位孔,口模本体通过螺钉穿过定位孔连接在双螺杆挤出机机头上。
10.进一步的,口模本体的内侧边缘处开设有至少两个半圆槽,半圆槽用于与双螺杆挤出机机头连接固定。
11.进一步的,口模本体采用模具钢制成,模孔内壁设有金属铬层。能有效减轻口模本体的重量,超高熔指聚丙烯材料不易粘附于模孔内壁。
12.总的说来,本实用新型具有如下优点:
13.1、本实用新型的定位卡槽的底部两端均设有加热管,使得超高熔指聚丙烯材料在出模孔前受热更加均匀,熔体压力更加稳定;凹槽式流道上并排开设有20~50个等间距的模孔,模孔的上部呈圆锥形,模孔的下部呈圆柱形,能够减少超高熔指聚丙烯材料生产过程中的粘条现象,减少由于熔体体积突变引起的材料降解现象。
14.2、本实用新型结构简单,使用方便,易于实现。
附图说明
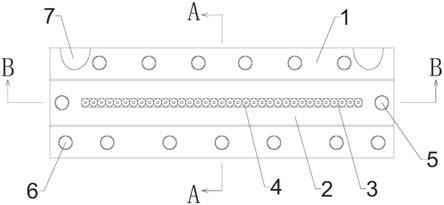
15.图1是本实用新型的主视图。
16.图2是图1中a-a向的剖视图。
17.图3是图1中b-b向的剖视图。
18.图4是本实用新型的底部视图。
19.其中,1为口模本体,2为定位卡槽,3为凹槽式流道,4为模孔,5为加热管,6为定位孔,7为半圆槽。
具体实施方式
20.下面将结合附图和具体实施方式来对本实用新型做进一步详细的说明。
21.如图1、图2和图3所示,一种超高熔指聚丙烯材料生产用双螺杆挤出机口模,包括可与双螺杆挤出机机头固接的口模本体,口模本体的内侧纵向中部开设有连接双螺杆挤出机机头的定位卡槽,这里的内侧是指口模本体与双螺杆挤出机机头相连接的一侧,定位卡槽的底部中部开设有平衡口模压力的凹槽式流道,凹槽式流道上开设有数个模孔,定位卡槽的底部两端均设有加热管。口模本体通过定位卡槽卡接在双螺杆挤出机机头上,简化了口模的装卸过程,便于清洁;定位卡槽的底部两端均设有加热管,使得超高熔指聚丙烯材料在出模孔前受热更加均匀,熔体压力更加稳定。
22.如图2和图3所示,在本实施方式中,凹槽式流道上并排开设有20~50个等间距的模孔,模孔的上部呈圆锥形,模孔的下部呈圆柱形。模孔采用单排设计,能够减少超高熔指聚丙烯材料生产过程中的粘条现象。模孔的上部呈圆锥形,模孔上部的内径逐渐缩小,呈渐变式结构,减少由于熔体体积突变引起的超高熔指聚丙烯材料降解的现象。
23.如图1所示,口模本体上开设有多个定位孔,口模本体通过螺钉穿过定位孔连接在双螺杆挤出机机头上,口模本体的内侧边缘处开设有至少两个半圆槽,在本实施方式中,口模本体的内侧边缘处开设有两个半圆槽,半圆槽用于与双螺杆挤出机机头连接固定,双螺杆挤出机机头上的螺钉连接到半圆槽中,将双螺杆挤出机机头与口模本体固定。
24.口模本体采用模具钢制成,模孔内壁设有金属铬层。模具钢能有效减轻口模本体的重量,金属铬层使得超高熔指聚丙烯材料不易粘附于模孔内壁。
25.在使用本实用新型时,从双螺杆挤出机机头膜腔内流出的超高熔指聚丙烯材料流入凹槽式流道中,进而流入各个模孔中,并从各个模孔中流出,由于定位卡槽的底部两端均设有加热管,使得超高熔指聚丙烯材料在出模孔前受热更加均匀,熔体压力更加稳定;凹槽
式流道上并排开设有20~50个等间距的模孔,模孔的上部呈圆锥形,模孔的下部呈圆柱形,能够减少超高熔指聚丙烯材料生产过程中的粘条现象,减少由于熔体体积突变引起的材料降解现象;本实用新型在整个生产过程中状态稳定,并且结构简单,使用方便,易于实现。
26.上述实施例为本实用新型较佳的实施方式,但本实用新型的实施方式并不受上述实施例的限制,其他的任何未背离本实用新型的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1