一种自动化口罩耳带焊接机的制作方法
1.本实用新型涉及一种口罩制造设备技术领域,特别是涉及一种自动化口罩耳带焊接机。
背景技术:
2.口罩是一种卫生用品,一般指戴在口鼻部位用于过滤进入口鼻的空气,以达到防止有害的气体、气味和飞沫进出佩戴者口鼻的用具,一般由纱布或纸等制成;口罩的基本构造为口罩本体和将口罩本体挂于耳朵上的耳带,耳带通过缝制或者粘连在本体上。现有技术的口罩本体经过切片机切出来后,需要人工进行耳带焊接,由于采用人工焊接,效率较低,焊接质量和焊接位置不能保持一致性,焊接质量无法保障。而且人工焊接过程中存在二次污染的情况。再者,现有技术的耳带长度和焊接位置通常都不可调。
技术实现要素:
3.本实用新型是为了解决现有技术中的不足而完成的,本实用新型的目的是提供一种结构简单、全自动完成耳带线的焊接、提高生产节拍、减少人工焊接的二次污染、保证同侧两个线头位置的一致性和焊接点位置可调的自动化口罩耳带焊接机。
4.本实用新型的一种自动化口罩耳带焊接机,包括机架、传送装置、由前至后依次设置于所述机架上的焊接装置和剪线装置,所述传送装置铺设于所述机架上,所述焊接装置包括第一压紧组件、超声波焊接组件、两个焊接杆组件和耳带取线组件,所述第一压紧组件在所述传送装置对应位置处的上方可升降式固定于第一安装架中心位置处,两个所述焊接杆组件在所述第一压紧组件的左右两侧对称可升降式固定于所述第一安装架上,所述超声波焊接组件在所述焊接杆组件对应位置处的下方可拆卸式固定于所述传送装置左右两侧,口罩本体的上下两侧分别与所述第一压紧组件和所述传送装置可解除式相抵,所述焊接杆组件的底部与所述超声波焊接组件可解除式相抵,耳带本体的端部和所述口罩本体由上至下依次夹设于所述焊接杆组件和所述超声波焊接组件的中间,所述耳带本体的前后两端分别与所述耳带取线组件可解除式固定,所述剪线装置在所述耳带取线组件的下方可拆卸式固定于所述机架上,所述耳带本体的前后两端分别与所述剪线装置的前后两端可解除式固定。
5.本实用新型的一种自动化口罩耳带焊接机还可以是:
6.所述耳带取线组件包括第一支撑座、两个旋转杆和取线夹,所述第一支撑座可升降式固定于所述第一安装架上,两个所述旋转杆前后对称可旋转式连接于所述第一支撑座上,所述取线夹可拆卸式固定于所述旋转杆的底部,所述耳带本体的前后两端分别与对应的所述取线夹可解除式固定。
7.所述旋转杆的顶部设置有互相啮合的齿轮和齿条,所述齿轮套设固定于所述旋转杆的顶部,所述齿条的外侧与共用的旋转气缸可拆卸式固定。
8.所述超声波焊接组件包括左右对称可拆卸式固定于所述传送装置左右两侧的两
个超声波焊接本体,所述超声波焊接本体分别与左右两侧的所述焊接杆组件可解除式相抵。
9.所述焊接杆组件包括焊接杆固定架和前后对称可升降式固定于所述焊接杆固定架上的两个焊接杆本体,两个所述焊接杆本体的底部分别与所述超声波焊接本体的顶部前侧和顶部后侧可解除式相抵,所述耳带本体的两个端部分别和所述口罩本体由上至下依次夹设于两个所述焊接杆本体和所述超声波焊接本体的中间。
10.所述第一压紧组件包括压紧板支架和压紧板本体,所述压紧板支架可升降式固定于所述第一安装架上,所述压紧板本体弹性可拆卸式固定于所述压紧板支架上。
11.所述剪线装置包括第二安装板、压线部、剪线部和伸缩式拉线部,所述压线部、所述剪线部和所述伸缩式拉线部的后部由前至后依次前后可调式固定于所述第二安装板的前部、中部和后部,所述剪线部包括剪刀支点、剪刀下刃、剪刀上刃和剪刀支点,所述剪刀支点与所述第二安装板可拆卸式铰接,所述剪刀上刃和所述剪刀下刃上下对称设置于所述剪刀支点的前部,剪刀手柄位于所述剪刀支点的后部且与后部的剪刀气缸可拆卸式固定,所述耳带本体由前至后依次穿过所述压线部、所述剪刀上刃和所述剪刀下刃之间且延伸至所述伸缩式拉线部,所述耳带本体与所述伸缩式拉线部可解除式固定。
12.所述压线部包括压线平台和压线块,所述压线平台可拆卸式固定于所述第二安装板上,所述压线块与所述压线平台可解除式相抵,所述耳带本体夹设于所述压线平台和压线块之间且与所述压线平台和所述压线块均可解除式相抵。
13.所述第二安装板还可拆卸式固定有沿所述第二安装板的长度方向设置的拉线导轨,所述第一滑动座与所述拉线导轨可拆卸式滑动连接。
14.所述第二安装板沿其长度方向的一侧可拆卸式固定有对所述伸缩式拉线部进行限位的限位部,所述限位部的左右两侧分别与所述伸缩式拉线部弹性可解除式相抵。
15.本实用新型的一种自动化口罩耳带焊接机,包括机架、传送装置、由前至后依次设置于所述机架上的焊接装置和剪线装置,所述传送装置铺设于所述机架上,所述焊接装置包括第一压紧组件、超声波焊接组件、两个焊接杆组件和耳带取线组件,所述第一压紧组件在所述传送装置对应位置处的上方可升降式固定于第一安装架中心位置处,两个所述焊接杆组件在所述第一压紧组件的左右两侧对称可升降式固定于所述第一安装架上,所述超声波焊接组件在所述焊接杆组件对应位置处的下方可拆卸式固定于所述传送装置左右两侧,所述口罩本体的上下两侧分别与所述第一压紧组件和所述传送装置可解除式相抵,所述焊接杆组件的底部与所述超声波焊接组件可解除式相抵,耳带本体的端部和所述口罩本体由上至下依次夹设于所述焊接杆组件和所述超声波焊接组件的中间,所述耳带本体的前后两端分别与所述耳带取线组件可解除式固定,所述剪线装置在所述耳带取线组件的下方可拆卸式固定于所述机架上,所述耳带本体的前后两端分别与所述剪线装置的前后两端可解除式固定。这样,所述第一压紧组件可升降式固定于所述第一安装架中心位置处,两个所述焊接杆组件在所述第一压紧组件的左右两侧对称可升降式固定于所述第一安装架上,所述口罩本体传送至所述第一压紧组件对应位置处的下方,所述第一压紧组件下降使所述口罩本体的上表面与所述第一压紧组件可解除式相抵,所述第一压紧组件将所述口罩本体紧紧压住,使所述口罩本体在与所述耳带本体焊接的过程中始终保持固定位置不移动,这样使所述口罩本体与所述耳带本体的相对位置始终保持固定,同时所述超声波焊接组件在所述焊
接杆组件对应位置处的下方可拆卸式固定于所述传送装置左右两侧,所述口罩本体和所述耳带本体的焊接位置处正好落在所述超声波焊接组件上,所述剪线装置在所述耳带取线组件的下方可拆卸式固定于所述机架上,在所述剪线装置备好所需要的所述耳带本体时,所述耳带取线组件分别将所述耳带本体的前后两端固定并移动至所述口罩本体需要焊接耳带的位置,这样所述耳带取线组件将所述耳带本体的前后两端分别放置在所述口罩本体前后两侧所需要焊接所述耳带本体的位置处,所述耳带本体的两端分别和所述口罩本体重叠放置在所述超声波焊接组件上,所述焊接杆组件下降与所述耳带本体可解除式相抵,将所述耳带本体和所述口罩本体紧紧夹设于所述超声波焊接组件和所述焊接杆组件之间,通过所述超声波焊接组件发出的高频振动波传递至所述口罩本体和所述耳带本体,并且所述焊接杆组件给所述口罩本体和所述耳带本体施加一定的压力,使所述耳带本体和所述口罩本体表面互相摩擦而形成分子层之间的熔合,进而将所述耳带本体的前后两端分别焊接到所述口罩本体的前后两侧上,左右两侧的所述耳带取线组件、所述超声波焊接组件和所述焊接杆组件同时进行操作,可以同时将所述耳带本体焊接在所述口罩本体的左右两侧,当所述焊接杆组件同时压住所述口罩本体和所述耳带本体时,所述第一压紧组件可以开始上升以便松开所述口罩本体,焊接完毕之后所述焊接杆上升,所述传送装置将焊接好所述耳带本体的所述口罩本体传送至下一道工序,所述耳带取线组件准备提取下一个所述耳带本体,至此完成一次耳带焊接过程。整个耳带焊接过程是全自动完成的,提高了生产节拍,减少了人工焊接所造成的二次污染。而两个所述焊接杆组件和所述耳带取线组件分别左右对称设置在所述第一压紧组件的左右两侧,保证了左右两侧的两个所述耳带本体的端部所焊接的位置左右对称。本实用新型的一种自动化口罩耳带焊接机,相对于现有技术的优点是:结构简单、全自动完成耳带线的焊接、提高生产节拍、减少人工焊接的二次污染、保证同侧两个线头位置的一致性和焊接点位置可调。
附图说明
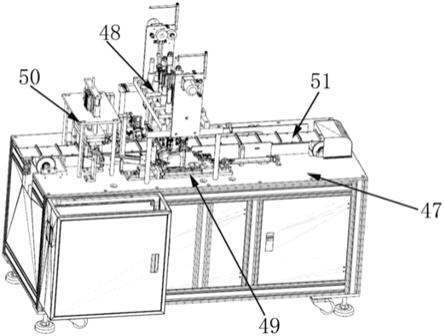
16.图1本实用新型一种自动化口罩耳带焊接机结构示意图。
17.图2本实用新型一种自动化口罩耳带焊接机焊接装置后视立体图。
18.图3本实用新型一种自动化口罩耳带焊接机焊接装置正视立体图。
19.图4本实用新型一种自动化口罩耳带焊接机耳带取线组件立体示意图。
20.图5本实用新型一种自动化口罩耳带焊接机耳带取线组件沿旋转杆长度方向剖面图。
21.图6本实用新型一种自动化口罩耳带焊接机超声波焊接组件立体示意图。
22.图7本实用新型一种自动化口罩耳带焊接机剪线装置立体示意图。
23.图8本实用新型一种自动化口罩耳带焊接机焊接杆组件立体示意图。
24.图9本实用新型一种自动化口罩耳带焊接机第一压紧组件立体示意图。
25.图10本实用新型一种自动化口罩耳带焊接机烫平装置立体示意图。
26.图号说明
[0027]1…
第一压紧组件
ꢀꢀꢀꢀꢀꢀꢀꢀ2…
焊接杆组件
ꢀꢀꢀꢀꢀꢀꢀꢀ3…
超声波焊接组件
[0028]4…
耳带取线组件
ꢀꢀꢀꢀꢀꢀꢀꢀ5…
第一安装架
ꢀꢀꢀꢀꢀꢀꢀꢀ6…
风扇组
[0029]7…
第一安装板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ8…
导向槽
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ9…
导向杆
[0030]
10
…
安装长孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11
…
第一支撑座
ꢀꢀꢀꢀꢀꢀꢀ
12
…
取线夹
[0031]
13
…
旋转杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
14
…
齿轮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15
…
齿条
[0032]
16
…
推力轴承
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
17
…
安装法兰
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
18
…
滚珠轴承
[0033]
19
…
超声波焊接本体
ꢀꢀꢀꢀꢀ
20
…
焊接杆本体
ꢀꢀꢀꢀꢀꢀꢀ
21
…
焊接杆固定架
[0034]
22
…
压紧板支架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
23
…
压紧板本体
ꢀꢀꢀꢀꢀꢀꢀ
24
…
第一安装座
[0035]
25
…
第二安装板
ꢀꢀꢀꢀꢀꢀꢀꢀ
26
…
剪刀支点
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
27
…
剪刀上刃
[0036]
28
…
剪刀下刃
ꢀꢀꢀꢀꢀꢀꢀ
29
…
剪刀手柄
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30
…
剪刀气缸
[0037]
31
…
u型安装座
ꢀꢀꢀꢀꢀ
32
…
第一支座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
33
…
第二支座
[0038]
34
…
锁紧螺杆
ꢀꢀꢀꢀꢀꢀꢀꢀ
35
…
锁紧螺母
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
36
…
压线块
[0039]
37
…
压线平台
ꢀꢀꢀꢀꢀꢀꢀꢀ
38
…
限位板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
39
…
限位孔
[0040]
40
…
取线压头
ꢀꢀꢀꢀꢀꢀꢀꢀ
41
…
第一滑动座
ꢀꢀꢀꢀꢀꢀꢀ
42
…
线轮组
[0041]
43
…
拉线气缸
ꢀꢀꢀꢀꢀꢀꢀꢀ
44
…
拉线导轨
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
45
…
缓冲器
[0042]
46
…
第二滑动座
ꢀꢀꢀꢀꢀꢀ
47
…
机架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
48
…
焊接装置
[0043]
49
…
剪线装置
ꢀꢀꢀꢀꢀꢀꢀꢀ
50
…
烫平装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
51
…
传送装置
[0044]
52
…
第二安装架
ꢀꢀꢀꢀꢀꢀ
53
…
发热管
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
54
…
合成石
[0045]
55
…
翻耳带组件
ꢀꢀꢀꢀꢀꢀ
56
…
第二压紧组件
ꢀꢀꢀꢀꢀ
57
…
烫平平台
具体实施方式
[0046]
在本实用新型的描述中,需要说明的是,术语“上”、“下”、“左”、“右”、“内”、“外”、“垂直”、“水平”等指示方位或位置关系为基于附图所示的方位或者位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
[0047]
下面结合附图的图1至图10对本实用新型的一种自动化口罩耳带焊接机作进一步详细说明。
[0048]
本实用新型的一种自动化口罩耳带焊接机,请参考图1至图10中相关各图,包括机架47、传送装置51、由前至后依次设置于所述机架47上的焊接装置48和剪线装置49,所述传送装置51铺设于所述机架47上,所述焊接装置48包括第一压紧组件1、超声波焊接组件3、两个焊接杆组件2和耳带取线组件4,所述第一压紧组件1在所述传送装置对应位置处的上方可升降式固定于第一安装架5中心位置处,两个所述焊接杆组件2在所述第一压紧组件1的左右两侧对称可升降式固定于所述第一安装架5上,所述超声波焊接组件3在所述焊接杆组件2对应位置处的下方可拆卸式固定于所述传送装置51左右两侧,所述口罩本体的上下两侧分别与所述第一压紧组件1和所述传送装置51可解除式相抵,所述焊接杆组件2的底部与所述超声波焊接组件3可解除式相抵,耳带本体的端部和所述口罩本体由上至下依次夹设于所述焊接杆组件2和所述超声波焊接组件3的中间,所述耳带本体的前后两端分别与所述耳带取线组件4可解除式固定,所述剪线装置49在所述耳带取线组件4的下方可拆卸式固定于所述机架47上,所述耳带本体的前后两端分别与所述剪线装置49的前后两端可解除式固定。这样,所述第一压紧组件1可升降式固定于所述第一安装架5中心位置处,两个所述焊接杆组件2在所述第一压紧组件1的左右两侧对称可升降式固定于所述第一安装架 5上,所述
口罩本体传送至所述第一压紧组件1对应位置处的下方,所述第一压紧组件1下降使所述口罩本体的上表面与所述第一压紧组件1可解除式相抵,所述第一压紧组件1将所述口罩本体紧紧压住,使所述口罩本体在与所述耳带本体焊接的过程中始终保持固定位置不移动,这样使所述口罩本体与所述耳带本体的相对位置始终保持固定,同时所述超声波焊接组件3在所述焊接杆组件2对应位置处的下方可拆卸式固定于所述传送装置51左右两侧,所述口罩本体和所述耳带本体的焊接位置处正好落在所述超声波焊接组件3上,所述剪线装置49在所述耳带取线组件4的下方可拆卸式固定于所述机架47上,在所述剪线装置49备好所需要的所述耳带本体时,所述耳带取线组件4分别将所述耳带本体的前后两端固定并移动至所述口罩本体需要焊接耳带的位置,这样所述耳带取线组件4将所述耳带本体的前后两端分别放置在所述口罩本体前后两侧所需要焊接所述耳带本体的位置处,所述耳带本体的两端分别和所述口罩本体重叠放置在所述超声波焊接组件3上,所述焊接杆组件2下降与所述耳带本体可解除式相抵,将所述耳带本体和所述口罩本体紧紧夹设于所述超声波焊接组件3和所述焊接杆组件2之间,通过所述超声波焊接3组件发出的高频振动波传递至所述口罩本体和所述耳带本体,并且所述焊接杆组件2给所述口罩本体和所述耳带本体施加一定的压力,使所述耳带本体和所述口罩本体表面互相摩擦而形成分子层之间的熔合,进而将所述耳带本体的前后两端分别焊接到所述口罩本体的前后两侧上,左右两侧的所述耳带取线组件4、所述超声波焊接组件3和所述焊接杆组件2 同时进行操作,可以同时将所述耳带本体焊接在所述口罩本体的左右两侧,当所述焊接杆组件2同时压住所述口罩本体和所述耳带本体时,所述第一压紧组件1可以开始上升以便松开所述口罩本体,焊接完毕之后所述焊接杆上升,所述传送装置51将焊接好所述耳带本体的所述口罩本体传送至下一道工序,所述耳带取线组件4准备提取下一个所述耳带本体,至此完成一次耳带焊接过程。整个耳带焊接过程是全自动完成的,提高了生产节拍,减少了人工焊接所造成的二次污染。而两个所述焊接杆组件2和所述耳带取线组件 4分别左右对称设置在所述第一压紧组件1的左右两侧,保证了左右两侧的两个所述耳带本体的端部所焊接的位置左右对称。本实用新型的一种自动化口罩耳带焊接机,相对于现有技术的优点是:结构简单、全自动完成耳带线的焊接、提高生产节拍、减少人工焊接的二次污染、保证同侧两个线头位置的一致性和焊接点位置可调。
[0049]
本实用新型的一种自动化口罩耳带焊接机,请参考图1至图10中相关各图,在前面技术方案的基础上还可以是:所述焊接杆组件2和所述耳带取线组件4的顶部分别设置有第一安装板7,所述第一安装板7的前后两侧设置有安装长孔10,所述焊接杆组件2和所述耳带取线组件4分别通过螺栓穿过所述安装长孔10与所述第一安装架5位置可调式可拆卸式固定。这样,所述焊接杆组件2和所述耳带取线组件4可升降式固定于所述第一安装板7 的中部,所述第一安装板7通过螺栓穿过前后两侧的所述安装长孔10可拆卸式固定于所述第一安装架5的位置,当需要调整所述焊接杆组件2和所述耳带取线组件4的位置时,只需要将螺栓拧松,使螺栓与所述安装长孔10 发生相对的左右移动,进而所述焊接杆组件2和所述耳带取线组件4也相对位于所述第一安装架5中心位置处的所述第一压紧组件1发生相对的左右移动,进而用以调整所述耳带本体所需要焊接的位置。进一步优选的技术方案为所述第一安装板7的前后两侧分别设置有导向槽8,所述焊接杆组件2和所述耳带取线组件4的顶部前后对称设置有导向杆9,所述导向杆9穿设于所述导向槽8内。这样,前后两侧的所述导向
杆9固定了所述第一安装板7 分别和所述焊接杆组件2和所述耳带取线组件4的相对位置,使所述焊接杆组件2和所述耳带取线组件4在上升或者下降的过程中与所述第一安装板7 之间始终保持固定的相对位置,这样,所述焊接杆组件2和所述耳带取线组件4均与所述第一压紧组件1也保持相对的固定位置,保证了将所述耳带本体与所述口罩本体焊接固定时的位置保持一致性。
[0050]
本实用新型的一种自动化口罩耳带焊接机,请参考图1至图10中相关各图,在前面技术方案的基础上还可以是:所述耳带取线组件4包括第一支撑座11、两个旋转杆13和取线夹12,所述第一支撑座11可升降式固定于所述第一安装架5上,两个所述旋转杆13前后对称可旋转式连接于所述第一支撑座11上,所述取线夹12可拆卸式固定于所述旋转杆13的底部,所述耳带本体的前后两端分别与对应的所述取线夹12可解除式固定。这样,所述第一支撑座11下降,前后两侧的所述取线夹12分别向前和向后水平旋转 90
°
,所述取线夹12的方向转至一条直线上,然后从下部的剪线装置49上夹取剪切好的所述耳带本体,前侧的所述取线夹12夹取所述耳带本体的前端然后向所述第一压紧组件1的方向水平旋转90
°
,后侧的所述取线夹12 夹取所述耳带本体的后端然后向所述第一压紧组件1的方向水平旋转90
°
,此时所述耳带本体的前后两个端部分别位于所述口罩本体所需要焊接所述耳带本体的位置的上方,所述焊接杆组件2下降将所述耳带本体的端部和所述口罩本体一起压在所述超声波焊接组件3上,所述取线夹12松开已经焊接的所述耳带本体,准备进行下一次夹取过程。所述取线夹12通过其上侧与夹线气缸连接来控制所述耳带本体的夹紧和松开等动作。所述取线夹12 可拆卸式固定于所述旋转杆13的底部,即所述取线夹12通过所述旋转杆 13可旋转式连接在所述第一支撑座11上,所述旋转杆13增加了所述取线夹12与所述第一支撑座11之间的距离,使前后两侧的所述取线夹12在旋转的过程中不会与周边的零件发生干涉,便于所述第一支撑座11上升或者下降的同时所述取线夹12做出旋转动作。进一步优选的技术方案为所述旋转杆13的顶部设置有互相啮合的齿轮14和齿条15,所述齿轮14套设固定于所述旋转杆13的顶部,所述齿条15的外侧与共用的旋转气缸可拆卸式固定。这样,两个所述齿条15的外侧同时连接在一个共用的所述旋转气缸上,所述旋转气缸工作时,同时带动两个所述齿条15同步横向向左或向右移动,所述齿轮14和所述齿条15啮合,所述齿轮14随所述齿条15的左右移动而发生转动,所述齿轮14套设固定于所述旋转杆13的顶部,因此所述齿轮 14旋转可以带动所述旋转杆13同时旋转进而带动所述取线夹12旋转进行所述耳带本体的夹取和配合焊接等工作,这样所述旋转气缸工作时可以同时带动两个所述取线夹12进行同步动作,保证了所述耳带本体焊接动作的一致性。进一步优选的技术方案为所述齿轮14和所述旋转杆13通过平键可拆卸式固定。这样,所述齿轮14和所述旋转杆13在工作过程中,依靠所述齿轮14上的键槽表面、平键的两个工作面和所述旋转杆13的键槽表面受挤压来传递扭转力矩,防止所述齿轮14和所述旋转杆13之间发生相对位移,使扭转力矩可以从所述齿轮14完全传递至所述旋转杆13。进一步优选的技术方案为所述旋转杆13和所述第一支撑座11的接触位置处夹设有安装法兰 17,所述安装法兰17的外周与所述第一支撑座11可拆卸式固定,所述安装法兰17的内周和所述旋转杆13之间夹设有至少一个滚珠轴承18,所述滚珠轴承18的内周和外周分别与所述旋转杆13和所述安装法兰17紧密贴合。这样,所述安装法兰17夹设于所述旋转杆13和所述第一支撑座11的中间,所述安装法兰17与所述第一支撑座11可拆卸式固定,所述安装法兰17和所述旋转杆13之间夹设有至少一个滚珠轴
承18,所述滚珠轴承18的设置避免了所述旋转杆13和所述安装法兰17之间在旋转时会发生相互摩擦,且所述滚珠轴承18使所述旋转杆13的外周和所述安装法兰17的内周的相对位置保持固定,而所述安装法兰17的外周与所述第一支撑座11的相对位置也保持固定,进而使所述旋转杆13在旋转过程中更加平稳。另外,所述安装法兰17还可以防止灰尘等杂质落入所述滚珠轴承18的内部磨损所述滚珠轴承18。更进一步优选的技术方案为所述旋转杆13顶部在所述安装法兰17 和所述齿轮14之间套设有推力轴承16。这样,所述推力轴承16的顶部垫片与所述齿轮14的底部相对固定,所述推力轴承16的底部垫片与所述安装法兰17相对固定,所述齿轮14转动时所述安装法兰17保持静止,因此所述推力轴承16的顶部垫片和底部垫片分别保持转动和静止,所述推力轴承 16中间的滚动体减小了两个垫片之间的摩擦,进而减小了所述齿轮14和所述安装法兰17因所述齿轮14转动而因此的摩擦,增加了零件的使用频次,同时所述推力轴承16可受径向力的冲击,保证所述安装法兰17和所述齿轮 14可以平稳运行。
[0051]
本实用新型的一种自动化口罩耳带焊接机,请参考图1至图10中相关各图,在前面技术方案的基础上还可以是:所述超声波焊接组件3包括左右对称可拆卸式固定于所述传送装置51左右两侧的两个超声波焊接本体19,所述超声波焊接本体19分别与左右两侧的所述焊接杆组件2可解除式相抵。这样,所述超声波焊接本体19分别固定在所述传送装置51的左右两侧,当所述口罩本体被传送至焊接耳带的固定位置时,所述口罩本体所需要焊接耳带的左右两侧分别完全放置于所述超声波焊接本体19的顶部,所述焊接杆组件2下降将所述耳带本体压在所述口罩本体需要焊接耳带的位置上,给予两者一定的压力,和所述超声波焊接本体19一起对所述口罩本体和所述耳带本体进行焊接固定,因为所述口罩本体的左右两侧完全放置在所述超声波焊接本体19上,因此一般只需要考虑将所述焊接杆组件2的位置与所述耳带本体的端部位置对齐即可,使所述口罩本体焊接耳带的过程中需要微调所述耳带本体的端部位置的时候更加方便精准。进一步优选的技术方案为所述超声波焊接组件3一侧还可拆卸式固定有风扇组6,所述风扇组6 3所在的方向。这样,在所述超声波焊接组件3的运行过程中,所述风扇组6同时开启增加所述超声波焊接组件3周边空气的流动,进而对所述超声波焊接组件 3进行降温处理,防止所述超声波焊接组件3因为温度过高被烧毁。
[0052]
本实用新型的一种自动化口罩耳带焊接机,请参考图1至图10中相关各图,在前面技术方案的基础上还可以是:所述焊接杆组件2包括焊接杆固定架21和前后对称可升降式固定于所述焊接杆固定架21上的两个焊接杆本体20,两个所述焊接杆本体20的底部分别与所述超声波焊接本体19的顶部前侧和顶部后侧可解除式相抵,所述耳带本体的两个端部分别和所述口罩本体由上至下依次夹设于两个所述焊接杆本体20和所述超声波焊接本体19 的中间。这样,两个所述焊接杆本体20同时可拆卸式固定于所述焊接杆固定架21上,所述焊接杆固定架21上升或下降的过程中带动两个所述焊接杆本体20同步上升或下降,同步对所述耳带本体的两个端部进行焊接至所述口罩本体上,保证了所述耳带本体焊接过程的动作一致性。
[0053]
本实用新型的一种自动化口罩耳带焊接机,请参考图1至图10中相关各图,在前面技术方案的基础上还可以是:所述第一压紧组件1包括压紧板支架22和压紧板本体23,所述压紧板支架22可升降式固定于所述第一安装架5上,所述压紧板本体23弹性可拆卸式固定
于所述压紧板支架22上。这样,所述压紧板本体23弹性可拆卸式固定于所述压紧板支架22上,当所述压紧板组件下降对所述口罩本体的位置进行固定时,所述压紧板支架22 可以适当多下降一些距离,使所述压紧板本体23与所述压紧板支架22之间有一个弹性力的作用,所述压紧板本体23的底部与所述口罩本体可解除式相抵,此时所述压紧板本体23还可以给所述口罩本体一个弹性力,使所述口罩本体被完全固定在所述传送装置51上,方便对所述口罩本体进行耳带焊接过程。进一步优选的技术方案为所述第一压紧组件1的顶部设置有第一安装座24,所述第一安装座24可拆卸式固定于所述第一安装架5上,所述压紧板支架22可升降式连接于所述第一安装座24上。这样,所述第一安装座24延长了所述压紧板组件和所述第一安装架5的距离,使所述压紧板组件所能下降的距离和所述焊接杆组件2下降对所述耳带本体进行焊接的距离保持一致。
[0054]
本实用新型的一种自动化口罩耳带焊接机,请参考图1至图10中相关各图,在前面技术方案的基础上还可以是:所述剪线装置49包括第二安装板25、压线部、剪线部和伸缩式拉线部,所述压线部、所述剪线部和所述伸缩式拉线部的后部由前至后依次前后可调式固定于所述第二安装板25的前部、中部和后部,所述剪线部包括剪刀支点26、剪刀下刃28、剪刀上刃 27和剪刀支点26,所述剪刀支点26与所述第二安装板25可拆卸式铰接,所述剪刀上刃27和所述剪刀下刃28上下对称设置于所述剪刀支点26的前部,所述剪刀手柄29位于所述剪刀支点26的后部且与后部的剪刀气缸30 可拆卸式固定,所述耳带本体由前至后依次穿过所述压线部、所述剪刀上刃 27和所述剪刀下刃28之间且延伸至所述伸缩式拉线部,所述耳带本体与所述伸缩式拉线部可解除式固定。这样,所述压线部、所述剪线部和所述伸缩式拉线部的右部由左至右依次左右可调式固定于所述第二安装板25的左部、中部和右部,使所述剪线部设置于所述压线部和所述伸缩式拉线部的中间,通常处于打开状态,即所述剪刀下刃28和所述剪刀上刃27处于分离张开状态,所述剪刀手柄29由所述剪刀气缸30来控制,进而控制所述剪刀上刃 27和所述剪刀下刃28的打开或闭合状态,这样可以避免将原剪刀轴拆开后安装,提高剪刀的剪断线率,降低剪刀的故障率,减少剪刀的维修时间。同时,这种方式只需要普通的剪刀即可,避免采购专门的气动剪刀,降低了生产成本。所述耳带本体首先穿过所述压线部,且所述压线部和所述剪线部间隔有一定的距离,所述剪刀上刃27和所述剪刀下刃28闭合时所述压线部下压,所述剪线部将所述耳带本体剪断后,所述耳带本体的端部部分留在所述压线部的后侧,当所述伸缩式拉线部穿过所述剪线部将所述耳带本体夹住时,所述压线部松开所述耳带本体,所述伸缩式拉线部拉住所述耳带本体后移至所需要的距离时,所述压线部压住所述耳带本体,待口罩取线装置分别夹住位于所述剪线部和所述伸缩式拉线部之间的所述耳带本体的两端时,所述剪线部剪断所述耳带本体,口罩取线装置取走剪下的所述耳带本体的同时,所述伸缩式拉线部由后向前滑动穿过所述剪线部夹取所述耳带本体的端部进入下一个循环操作。进一步优选的技术方案为所述剪线部还包括u型安装座 31,所述u型安装座31的底部与所述第二安装板25可拆卸式固定,所述剪刀支点26夹设于所述u型安装座31中间且与所述u型安装座31可拆卸式铰接。这样,所述u型安装座31将所述剪刀支点26夹在中间,使所述剪刀上刃27和所述剪刀下刃28均在所述u型安装座31的夹持下进行打开和闭合,模拟人工手持剪刀时的动作,可以使用普通剪刀进行安装,避免拆卸原剪刀的所述剪刀支点26,提高剪刀使用率的同时,增加所述剪刀上刃27和所述剪刀下刃28在开合过程中的稳定性,提高所述剪线部剪断所述耳带本体的剪断线率,降
低剪刀的故障率,并且还可以直接将普通剪刀直接固定到所述u型安装座31上,避免了采购专用的气动剪刀,降低了生产成本。更进一步优选的技术方案为所述u型安装座31包括左右对称设置的第一支座 32和第二支座33,所述剪刀支点26夹设于所述第一支座32和所述第二支座33的中间且与所述第一支座32和所述第二支座33可拆卸式铰接。这样,所述第一支座32和所述第二支座33分别在所述剪刀支点26的左侧和右侧对所述剪刀支点26进行支撑和固定,因为所述第一支座32和所述第二支座 33为左右对称设置,因此所述第一支座32和所述第二支座33保证了所述剪刀支点26的左右平衡,使所述剪刀上刃27和所述剪刀下刃28在开合过程中更容易剪断所述耳带本体。更进一步优选的技术方案为所述第一支座 32和所述第二支座33的顶部分别设置有第一安装孔和第二安装孔,所述剪刀支点26通过锁紧螺杆34依次穿过锁紧螺母35、所述第一安装孔、所述剪刀支点26和所述第二安装孔可拆卸式铰接于所述第一支座32和所述第二支座33的中间。这样,所述第一安装孔和所述第二安装孔内均有螺牙,相当于螺母,再加上所述锁紧螺母35,所述锁紧螺杆34依次穿过所述锁紧螺母35、所述第一安装孔、所述剪刀支点26和所述第二安装孔对所述剪刀支点26进行锁紧,给所述第一安装孔和所述锁紧螺母35之间一个拧紧力矩,使所述剪刀支点26被紧紧固定在所述第一安装孔和所述第二安装孔之间,增加了所述剪刀上刃27和所述剪刀下刃28开合的稳定性。
[0055]
本实用新型的一种自动化口罩耳带焊接机,请参考图1至图10中相关各图,在前面技术方案的基础上还可以是:所述压线部包括压线平台37和压线块36,所述压线平台37可拆卸式固定于所述第二安装板25上,所述压线块36与所述压线平台37可解除式相抵,所述耳带本体夹设于所述压线平台37和压线块36之间且与所述压线平台37和所述压线块36均可解除式相抵。这样,所述压线平台37可拆卸式固定于所述第二安装板25上,所述压线块36与所述压线平台37可解除式相抵,所述伸缩式拉线部拉着所述耳带本体后移时,所述压线块36与所述压线平台37脱离相抵松开所述耳带本体,当所述伸缩式拉线部将所述耳带本体拉至所需的长度时停止沿所述第二安装板25的长度方向滑动,所述压线块36下降至与所述压线平台37相抵,从而将所述耳带本体夹住,方便所述剪线部将所述耳带本体剪出需要的长度,还防止未使用的所述耳带本体的端部脱离所述伸缩式拉线部所能够到的位置,而造成所述伸缩式拉线部夹不到所述耳带本体的结果。进一步优选的技术方案为所述压线部的前侧设置有线轮组42,所述线轮组42可拆卸式固定于所述第二安装板25上,所述耳带本体夹设于所述线轮组42之间且与所述线轮组42可解除式相抵。这样,所述耳带本体在所述剪线部剪断之前是缠绕在线轴上的,所述耳带本体夹设于所述线轮组42之间,所述线轮组42在所述伸缩式拉线部在拉取所述耳带本体时给所述耳带本体一个反向拉力,使所述耳带本体在使用过程中始终保持直线状态,防止所述伸缩式拉线部在拉取所述耳带本体时,所述耳带本体在线轴上松开速度过快超过所述伸缩式拉线部的拉取速度时,所述耳带本体过于松动导致所述剪线部剪取的所述耳带本体过长,进而可能会造成每次剪取的所述耳带本体长度不一致的情况。
[0056]
本实用新型的一种自动化口罩耳带焊接机,请参考图1至图10中相关各图,在前面技术方案的基础上还可以是:所述伸缩式拉线部包括第一滑动座 41和可拆卸式固定于所述第一滑动座41上的取线压头40,所述取线压头 40的后侧与拉线气缸43可拆卸式固定,所述耳带本体的端部与所述取线压头40的前侧可解除式固定,所述第一滑动座41与所述第二
安装板25可拆卸式滑动连接。这样,所述拉线气缸43控制所述取线压头4016伸出或缩进,而所述取线压头40与所述第一滑动座41可拆卸式固定,所述第一滑动座 41与所述第二安装板25可拆卸式滑动连接,因此所述伸缩式拉线部左移拉取所述耳带本体时,所述拉线气缸43给所述取线压头40一个向左的力,推动所述取线6沿所述第二安装板25的长度方向向左滑动,当所述伸缩式拉线部拉取所述耳带本体后需要右移时,所述拉线气缸43给所述取线压头40 一个向右的力,使所述取线压头40右移至所需要的所述耳带本体长度,而所述第一滑动座41与所述第二安装板25可拆卸式滑动连接,使所述取线压头40在左右移动过程中避免与所述第二安装板25发生摩擦等情况,延长了零件的使用寿命。进一步优选的技术方案为所述第二安装板25还可拆卸式固定有沿所述第二安装板25的长度方向设置的拉线导轨44,所述第一滑动座41与所述拉线导轨44可拆卸式滑动连接。这样,所述第一滑动座41套设于所述拉线导轨44上,使所述第一滑动座41在所述拉线导轨44上沿所述第二安装板25的长度方向左右移动的过程更加顺滑,并且在设备检修或者维护时只需要将所述第一滑动座4117从所述拉线导轨44上取下即可。更进一步优选的技术方案为所述拉线导轨44沿所述第二安装板25的长度方向由所述第二安装板25的前侧延伸至所述第二安装板25的后侧,所述拉线导轨44的前侧左右可调式固定有第二滑动座46,所述剪线部和所述压线部分别可拆卸式固定于所述第二滑动座46的后侧和前侧。这样,所述剪线部和所述压线部均可拆卸式固定于所述第二滑动座46上,所述第二滑动座46在所述拉线导轨44上左移或者右移以控制所述剪线部和所述拉线部所在的位置,若需要剪取更长的所述耳带本体时,可以将所述第二滑动座46左移,使所述第二滑动座46与所述取线压头40最右端的位置更长,即所述取线压头40能左右移动的距离增加,进而增加剪取的所述耳带本体的长度,当然若需要剪取更短的所述耳带本体时,可以将所述第二滑动座46右移,减小所述第二滑动座46与所述取线压头40最右端的距离。
[0057]
本实用新型的一种自动化口罩耳带焊接机,请参考图1至图10中相关各图,在前面技术方案的基础上还可以是:所述第二安装板25沿其长度方向的一侧可拆卸式固定有对所述伸缩式拉线部进行限位的限位部,所述限位部的左右两侧分别与所述伸缩式拉线部弹性可解除式相抵。这样,所述限位部对所述伸缩式拉线部进行限位,以此来控制所述伸缩式拉线部的运动轨迹长度,进而控制所述耳带本体所需要的长度,当所述伸缩式拉线部左移时,移动至所述限位部的左侧时,所述限位部的左侧对所述伸缩式拉线部一个向右的阻力,逐步减缓所述伸缩式拉线部的移动速度,所述伸缩式拉线部停止运动时刚好能夹取到所述耳带本体的端部,这样所述限位部的左侧防止了所述伸缩式拉线部与所述剪线部或所述压线部发生碰撞而损坏零件,当所述伸缩式拉线部右移时,移动至所述限位部右侧时,所述限位部的右侧对所述伸缩式拉线部一个向左的阻力,逐渐减缓所述伸缩式拉线部的移动速度,所述伸缩式拉线部停止运动时拉取的所述耳带本体长度刚好是所需要的长度,这样,所述限位部的右侧防止了所述伸缩式拉线部在拉取所述耳带本体时与后侧发生碰撞之后反弹而造成剪取的所述耳带本体长度不一致的情况。进一步优选的技术方案为所述限位部包括两个限位板38和至少两个等间隔设置的限位孔39,所述限位孔39左右对称一体成型式固定于所述第二安装板25的左右两侧,两个所述限位板38分别设置于所述第二安装板25的左侧和右侧,左侧的所述限位板38与左侧的所述限位孔39可拆卸式插接固定,右侧的所述限位板38与右侧的所述限位孔39可拆卸式插接固定,所述伸缩式拉线部的左右两侧分别与左右
两侧的所述限位板38弹性可解除式相抵。这样,在所述第二安装板25的左侧和右侧分别等间隔设置若干所述限位孔39,用左侧的所述限位孔39和右侧的所述限位孔39来限制所述耳带本体被拉取的长度,所述限位板38插接在所述限位孔39上,方便对所述耳带本体所需要的长度进行调节,即左右两侧的两个所述限位板38距离加大,使所述伸缩式拉线部左右移动的距离加大,进而所述耳带本体被拉取的长度增加,反之,左侧的所述限位板38插接于左侧右部的所述限位孔39,右侧的所述限位板 38插接于右侧左部的所述限位孔39,所述伸缩式拉线部在左右两侧的两个所述限位板38之间滑动,使所述耳带本体被拉取的长度变小。这样就能满足不同长度的所述耳带本体的需要。更进一步优选的技术方案为所述限位板38上可拆卸式固定有缓冲器45,所述伸缩式拉线部的前后两侧分别与所述缓冲器45可解除式相抵。这样,所述伸缩式拉线部在左移去拉取所述耳带本体时首先到达所述限位板38,先与所述缓冲器45接触时,所述缓冲器45 给所述伸缩式拉线部一个向右的逐渐减小的阻力,使所述伸缩式拉线部在此时直到拉取到所述耳带本体时逐渐停止向左移动,使所述伸缩式拉线部每一次拉取所述耳带本体时的位置完全一致。所述伸缩式拉线部拉取到所述耳带本体后向右移动,在所述伸缩式拉线部触碰到右侧的所述缓冲器45时,所述缓冲器45给所述伸缩式拉线部一个向左的逐渐减小的阻力,使所述伸缩式拉线部在此时直到将所述耳带本体拉至所需要的长度逐渐停止向右移动,使所述伸缩式拉线部不会因为突然停止而使拉取的所述耳带本体长度不一致的情况发生。
[0058]
本实用新型的一种自动化口罩耳带焊接机,请参考图1至图10中相关各图,在前面技术方案的基础上还可以是:所述机架47在所述焊接装置48 的后侧可拆卸式固定有烫平装置50,所述烫平装置50包括翻耳带组件55、第二安装架52、第二压紧组件56、发热管53和烫平平台57,所述烫平平台57左右对称设置于所述传送装置51的左右两侧,所述翻耳带组件55设置于所述烫平平台57的外侧,所述第二压紧组件56和所述发热管53均可升降式固定于所述第二安装架52上,所述发热管53与所述烫平平台57可解除式相抵,所述口罩本体和所述耳带本体的焊接点夹设于所述发热管53 和所述烫平平台57之间。这样,焊接上所述耳带本体的所述口罩本体由所述传送装置51送入所述烫平装置50后,所述第二压紧组件56将所述口罩本体压紧,然后所述翻耳带组件55将左右两侧的所述耳带本体翻到所述口罩本体里面,这时所述发热管53将所述耳带本体与所述口罩本体的焊接处烫平,并使所述耳带本体保持在所述口罩本体的内侧,方便后续打包。另外,所述发热管53的顶部还设置有合成石54,用以防止所述发热管53的热量传递至其他零件导致过热而减少使用寿命。
[0059]
上述仅对本实用新型中的几种具体实施例加以说明,但并不能作为本实用新型的保护范围,凡是依据本实用新型中的设计精神所作出的等效变化或修饰或等比例放大或缩小等,均应认为落入本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1