构件平台以及3D打印设备的制作方法
构件平台以及3d打印设备
技术领域
1.本申请涉及基于光固化的3d实体打印技术领域,尤其涉及一种构件平台以及3d打印设备。
背景技术:
2.光固化3d实体打印技术是快速成型技术的一种,常以液态光敏树脂、光敏聚合物等材料为固化材料,将打印模型划分为多个横截层,然后通过逐层打印的方式构建实体,由于其成型精度高,在模具、定制商品、医疗治具、假体等领域具有广泛应用。
3.光固化3d打印设备包括顶曝光和底曝光两种主要类型,无论是基于顶曝光的3d打印设备还是基于底曝光的3d打印设备,均包括用于盛放光固化材料的容器、用于照射容器内光固化材料的曝光装置、构件板、带动构件板升降的z轴驱动机构和控制装置。通常,3d打印完成后,需要技术人员用铲刀或其他工具将三维物体从构件板上铲下以完成取件操作,由于粘接在构件板上的三维物体通常比较牢固,需要用较大的力进行铲件,在铲件时,常会因用力过大导致损坏三维物体,并且,在操作人员使用铲刀铲件也会带来意外割伤等安全性上的问题。
技术实现要素:
4.鉴于以上所述相关技术的缺点,本申请的目的在于提供一种构件平台以及3d打印设备,以解决现有技术中使用铲刀取件的过程中容易损坏三维物体及割伤操作人员的问题。
5.为实现上述目的及其他相关目的,本申请公开一种构件平台,用于3d打印设备,所述3d打印设备包括z轴驱动机构,所述构件平台包括:安装组件,连接所述z轴驱动机构;以及构件板组件,可拆卸地设置在所述安装组件上,用于附着经照射固化的图案固化层;其中,所述构件板组件包括第一构件板和第二构件板,所述第一构件板和所述第二构件板通过彼此之间的相对移动来脱离所述构件板组件上经由图案固化层堆积而成的三维物体。
6.在第一方面的某些实施方式中,所述构件板组件还包括弹性部件,设置在所述第一构件板和所述第二构件板之间。
7.在第一方面的某些实施方式中,所述第一构件板包括多个通孔,所述第二构件板包括穿设于所述多个通孔中的多个凸台。
8.在第一方面的某些实施方式中,在所述3d打印设备的操作状态下,所述第二构件板的各凸台的端面和所述第一构件板共平面。
9.在第一方面的某些实施方式中,在所述3d打印设备的操作状态下,所述第二构件板的各凸台的端面高于或低于所述第一构件板。
10.在第一方面的某些实施方式中,所述构件板组件还包括转接部,连接所述安装组件以及所述第一构件板。
11.在第一方面的某些实施方式中,所述转接部上设置有限位区域,所述限位区域用
于限制所述第二构件板的移动。
12.在第一方面的某些实施方式中,还包括锁紧部件,用于在锁紧状态下限制所述转接部和所述第二构件板之间的移动。
13.在第一方面的某些实施方式中,还包括施力组件,与所述安装组件可活动地配合,所述施力组件用于使所述第二构件板相对于所述第一构件板移动。
14.在第一方面的某些实施方式中,所述转接部还包括与所述施力组件配合的第一配合部,所述第二构件板还包括与所述施力组件配合的第二配合部。
15.在第一方面的某些实施方式中,还包括施力组件,与所述安装组件可活动地配合,所述施力组件用于使所述第二构件板相对于所述第一构件板移动。
16.在第一方面的某些实施方式中,所述第二构件板还包括与所述施力组件配合的第三配合部。
17.在第一方面的某些实施方式中,所述施力组件还包括保护件,用于在所述施力组件作用时保护所述构件板组件。
18.在第一方面的某些实施方式中,所述第二构件板通过一驱动机构驱动。
19.在第一方面的某些实施方式中,所述第二构件板具有手持操作部。
20.在第一方面的某些实施方式中,所述第一构件板和所述第二构件板上设置有通孔。
21.本申请的第二方面提供一种3d打印设备,包括:容器,用于盛放光固化材料;光学系统,用于照射所述容器内的光固化材料,以得到图案固化层;如上所述的构件平台;z轴驱动机构,连接所述构件平台,用于受控地沿竖直轴向移动调整所述构件平台与打印基准面的间距并填充待固化的光固化材料;控制装置,与所述光学系统和所述z轴驱动装置相连,用于控制所述光学系统和z轴驱动机构,以在所述构件平台上附着堆积图案固化层以得到相应三维物体。
22.综上所述,本申请提供的构件平台以及3d打印设备具有以下有益效果:本申请提供的构件平台通过相匹配的两个构件板之间的相互移动来实现取件操作,有效避免了铲刀取件存在的铲坏三维物体或割伤操作人员的问题,实现在不损坏三维物体的同时安全地将三维物体从构件板上取下的目的。
附图说明
23.本申请所涉及的具体特征如所附权利要求书所显示。通过参考下文中详细描述的示例性实施方式和附图能够更好地理解本申请所涉及实用新型的特点和优势。对附图简要说明书如下:
24.图1显示为本申请的3d打印设备在一实施例中的结构框架示意图。
25.图2显示为本申请的3d打印设备在另一实施例中的结构框架示意图。
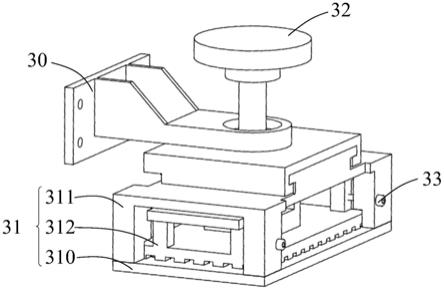
26.图3显示为本申请的构件平台在一实施例中的整体装配示意图。
27.图4显示为本申请的构件平台中第一构件板在一实施例中的结构示意图。
28.图5显示为本申请的构件平台中第二构件板在一实施例中的结构示意图。
29.图6显示为本申请的构件平台中第二构件板的各凸台端面与第一构件板呈共平面状态的示意图。
30.图7显示为本申请的构件平台中第二构件板的各凸台端面低于第一构件板的示意图。
31.图8显示为本申请的构件平台中第二构件板的各凸台端面高于第一构件板的示意图。
32.图9显示为本申请的构件平台中转接部在一实施例中于第一视角下的结构示意图。
33.图10显示为本申请的构件平台中第一构件板在另一实施例中的结构示意图。
34.图11显示为本申请的构件平台中转接部在另一实施例中于第二视角下的结构示意图。
35.图12显示为本申请的构件平台中施力组件一实施例中的剖视图。
具体实施方式
36.以下由特定的具体实施例说明本申请的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本申请的其他优点及功效。
37.在下述描述中,参考附图,附图描述了本申请的若干实施例。应当理解,还可使用其他实施例,并且可以在不背离本申请的精神和范围的情况下进行机械组成、结构、电气以及操作上的改变。下面的详细描述不应该被认为是限制性的,并且本申请的实施例的范围仅由公布的专利的权利要求书所限定。这里使用的术语仅是为了描述特定实施例,而并非旨在限制本申请。空间相关的术语,例如“上”、“下”、“左”、“右”、“下面”、“下方”、“下部”、“上方”、“上部”等,可在文中使用以便于说明图中所示的一个元件或特征与另一元件或特征的关系。
38.虽然在一些实例中术语第一、第二等在本文中用来描述各种元件或参数,但是这些元件或参数不应当被这些术语限制。这些术语仅用来将一个元件或参数与另一个元件或参数进行区分。例如,第一构件板可以被称作第二构件板,并且类似地,第二构件板可以被称作第一构件板,而不脱离各种所描述的实施例的范围。第一构件板和第二构件板均是在描述一个构件板,但是除非上下文以其他方式明确指出,否则它们不是同一个构件板。相似的情况还包括第一配合部与第二配合部。
39.再者,如同在本文中所使用的,单数形式“一”、“一个”和“该”旨在也包括复数形式,除非上下文中有相反的指示。应当进一步理解,术语“包含”、“包括”表明存在所述的特征、步骤、操作、元件、组件、项目、种类、和/或组,但不排除一个或多个其他特征、步骤、操作、元件、组件、项目、种类、和/或组的存在、出现或添加。此处使用的术语“或”和“和/或”被解释为包括性的,或意味着任一个或任何组合。因此,“a、b或c”或者“a、b和/或c”意味着“以下任一个:a;b;c;a和b;a和c;b和c;a、b和c”。仅当元件、功能、步骤或操作的组合在某些方式下内在地互相排斥时,才会出现该定义的例外。
40.下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本申请一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
41.3d打印是快速成型技术的一种,无论是基于顶曝光还是底曝光的光固化3d打印设
备,均以构件平台作为3d打印实体构件的平台,通过逐层打印的方式构造三维物体。打印时首先通过曝光装置照射光固化材料形成第一层固化层,所述第一层固化层附着在构件平台上,构件平台在z轴驱动机构的带动下上升或下降一设定距离,例如,对于底曝光式3d打印设备,构件平台的移动使得构件平台与容器底部与第一层固化层之间再次填充了待固化的光固化材料,再次照射以得到附着在第一层固化层上的第二层固化层,以此类推,经过多次填充、照射和分离操作,将各固化层累积在构件平台上以得到三维物体。
42.应理解的,所述的顶曝光的光固化3d打印设备是指其光学系统(或称能量辐射系统)设置在打印基准面的上侧,光学系统由上侧向位于下方的打印基准面(通常位于容器的液面)辐射能量,构件平台通过每固化一层向下沉一定距离的方式实现各固化层累积在构件平台上累积以得到三维物体,对于顶曝光式3d打印设备,其具体实现方式可参考cn104527070b、cn108859126b以及cn106827514a等公开中国专利文献、以及wo2019041719a1、wo2018145548a1等公开的pct专利文献。
43.应理解的,所述的底曝光的光固化3d打印设备是指其光学系统(或称能量辐射系统)设置在打印基准面的下侧,光学系统由下侧向位于上方的打印基准面(通常位于容器的底面)辐射能量,构件平台通过每固化一层向上升一定距离的方式实现各固化层累积在构件平台上累积以得到三维物体,对于底曝光式3d打印设备,其具体实现方式可参考cn106985382b、cn106971421b、cn107150439b、以及cn107053663b等公开中国专利文献。
44.对于利用光固化材料制造三维物体的3d打印设备来说,为防止打印过程中出现三维物体掉落的问题,打印材料多采用可粘合材料,构件平台多采用亚克力、钢板或者玻璃制品的材质,使得工件与打印平台可以紧密贴合,为此,目前光固化3d打印设备常采用铲刀取件的方式取件。一般情况下,为避免打印期间三维物体发生掉落或脱落的风险,在过程中需要保障三维物体与构件平台较强的粘合力,但这样做也往往会伴随取件困难等副作用,严重时三维物体与构件平台粘合力超过自身强度。例如,在取件操作时,技术人员将三维物体连同构件平台一并取下,再用铲刀或其他工具将三维物体铲下,但实际经验发现,铲刀取件方式具有以下不足:取件困难,费时又费力,并且容易对三维物体造成损坏,影响产品的完整性。
45.为解决取件的效率及安全问题,已有相关专利提供了一些解决方案,例如中国实用新型专利cn207523030u中通过在构件平台上附着一层膜层,三维物体打印完成后只需将膜层揭下,以避免使用铲刀取件可能导致的损坏风险等问题,但这样做需要在前一次打印完成后替换上新的膜层以完成全部准备工作,增加了成本也不利于效率的提高。
46.为了能够提高3d打印机的生产效率并降低成本,以及鉴于上述相关技术中用铲刀取件所带来的弊端,本申请提供一种用于3d打印设备的构件平台,该构件平台的构件表面由第一构件板和第二构件板共同组成,进行取件操作时通过向两块构件板分别施加作用力以使第一构件板和第二构件板分两次做相对移动,使得三维物体剥离第一构件板和第二构件板,过程中不需要附着膜层,也不需要使用铲刀,仅通过第一构件板和第二构件板相对位置的变换即可完成取件,进而有效避免了铲刀取件存在的铲坏三维物体或割伤操作人员的问题,实现了在不损坏三维物体的同时安全地、便捷地将三维物体从构件平台的成型面上取下的目的。
47.本申请的构件平台用于3d打印设备中,通常情况下,所述3d打印设备包括用于盛
放光固化材料的容器,用于向容器中打印基准面辐射能量的光学系统(或称能量辐射系统),用于附着被固化的经由图案固化层堆积而成的三维物体的构件平台,用于驱动所述构件平台在z轴方向(通常指垂向)运动的z轴驱动机构,及用于控制3d打印过程的控制装置等。应不同实施例的需求,不同类型的3d打印设备工作原理、光学系统以及上述设备配置方式是不同的。
48.在一种实施例中,所述3d打印设备例如为顶曝光式或底曝光式的dlp设备,其光学系统为投影装置。例如,所述投影装置包括dmd芯片、控制器和存储模块。其中,所述存储模块中存储将3d构件模型分层的分层图像。所述dmd芯片在接受到控制器的控制信号后将对应分层图像上各像素的光源照射到容器底面或光固化材料表面。其中,dmd芯片外观看起来只是一小片镜子,被封装在金属与玻璃组成的密闭空间内,事实上,这面镜子是由数十万乃至上百万个微镜所组成的,每一个微镜代表一个像素,所投影的图像就由这些像素所构成。dmd芯片可被简单描述成为对应像素点的半导体光开关和微镜片,所述控制器通过控制dmd芯片中各光开关来允许/禁止各微晶片反射光,由此将相应分层图像直接照射到光固化材料上或经过容器的透明底部照射到光固化材料上,使得对应图像形状的光固化材料被固化,以得到图案化的固化层。
49.在另一种实施例中,所述3d打印设备例如为顶曝光式或底曝光式的sla设备,其光学系统包括激光发射器、位于所述激光发射器射出光路上的透镜组和位于所述透镜组出光侧的振镜组,其中,所述激光发射器受控的调整输出激光束的能量,例如,所述激光发射器受控的发射预设功率的激光束以及停止发射该激光束,又如,所述激光发射器受控的提高激光束的功率以及降低激光束的功率。所述透镜组用以调整激光束的聚焦位置,所述振镜组用以受控地将激光束在所述容器表面或底面的二维空间内扫描,经所述光束扫描的光固化材料被固化成对应的图案固化层。
50.在再一实施例中,所述3d打印设备又例如顶曝光式或底曝光式的lcd(liquid crystal display,液晶面光源固化)设备,其光学系统为lcd液晶屏光源系统。所述lcd设备包括位于所述容器上方或下方的lcd液晶屏、在lcd液晶屏上方或下方对正设置的光源。能量辐射装置中的控制芯片将待打印切片的分层图像通过lcd液晶屏投影到打印面,利用lcd液晶屏所提供的图案辐射面将容器中的待固化材料固化为相应的图案固化层。
51.所述容器用于盛放光固化材料,其容量视3d打印设备的类型而定,通常情况下,由于基于sla技术的3d打印设备的打印幅面(或称辐射幅面)比基于dlp技术的3d打印设备的打印幅面大,因此,基于sla的打印设备中容器容量相对于基于dlp的打印设备中容器容量较大。
52.在一示例性的实施例中,对于底爆光式3d打印设备,所述容器可以是整体透明或仅容器底透明,例如,所述容器为玻璃容器,且容器壁贴设吸光纸(如黑色薄膜、或黑色纸等),以便减少在投影期间由于光散射对光固化材料的固化干扰,在所述容器底部表面铺设有便于剥离的透明柔性膜(未予图示),对于顶爆光式3d打印设备则无此项要求。
53.所述光固化材料包括任何易于光固化的液态材料或粉末材料,其液态材料举例包括:光固化树脂液,或掺杂了陶瓷粉末、颜色添加剂等混合材料的树脂液等。所述容器的材质包括但不限于:玻璃、塑料、树脂等。在一些实施场景下,所述容器常被称为树脂槽。
54.所述z轴驱动机构用于连接所述构件平台,用于受控地沿z轴方向移动调整所述构
件平台与容器底面的间距并填充待固化的光固化材料;所述z轴驱动机构包括驱动单元和z轴移动单元,所述驱动单元用于驱动所述z轴移动单元,以便所述z轴移动单元带动构件平台沿z轴方向移动。
55.例如,所述驱动单元为驱动电机。所述驱动单元受控制指令控制。其中,所述控制指令包括:用于表示构件平台上升、下降或停止的方向性指令,甚至还可以包含转速/转速加速度、或扭矩/扭力等参数。如此有利于精确控制z轴移动单元的上升的距离,以实现z轴的精准调节。
56.在此,所述z轴移动单元举例包括一端固定在所述构件平台上的固定杆、与固定杆的另一端固定的咬合式移动组件,其中,所述咬合式移动组件受驱动单元驱动以带动固定杆沿z轴方向移动,所述咬合式移动组件举例为由齿状结构咬合的限位移动组件,如齿条等。
57.所述控制装置与所述光学系统和所述z轴驱动机构的驱动单元通信相连,用于控制所述光学系统和z轴驱动机构,以在所述构件平台上累积附着图案固化层以得到相应三维物体。所述控制装置为包含处理器的电子设备,例如,所述控制装置为计算机设备、嵌入式设备、或集成有cpu的集成电路(例如控制板卡)等。
58.例如,所述控制装置包括:处理单元、存储单元和多个接口单元。各所述接口单元分别连接光学系统和z轴驱动机构等3d打印设备中独立封装且通过接口传输数据的装置。所述控制装置还包括以下至少一种:提示装置、人机交互装置等。所述接口单元根据所连接的装置而确定其接口类型,其包括但不限于:通用串行接口、视频接口、工控接口等。
59.例如,所述接口单元包括:usb接口、hdmi接口和rs232接口,其中,usb接口和rs232接口均有多个,usb接口可连接人机交互装置等,rs232接口连接检测装置和z轴驱动机构,hdmi接口连接光学系统。所述存储单元用于存储3d打印设备打印所需要的文件。所述文件包括:cpu运行所需的程序文件和配置文件等。
60.所述存储单元包含非易失性存储器和系统总线。其中,所述非易失性存储器举例为固态硬盘或u盘等。所述系统总线用于将非易失性存储器与cpu连接在一起,其中,cpu可集成在存储单元中,或与存储单元分开封装并通过系统总线与非易失性存储器连接。
61.所述处理单元包含:cpu或集成有cpu的芯片、可编程逻辑器件(fpga)、和多核处理器中的至少一种。所述处理单元还包括内存、寄存器等用于临时存储数据的存储器。
62.所述处理单元为控制各装置依时序执行的工控单元,例如,所述处理单元在控制z轴驱动机构将构件平台移动至相距预设打印基准面的一间距位置后,向光学系统传递分层图像,待光学系统完成照射以将光固化材料图案化固化后,再控制z轴驱动机构带动构件平台调整并移动至相距预设打印基准面的一新的间距位置,重复上述曝光过程。
63.在以下的实施例中,本申请将以3d打印设备为dlp设备为例进行说明,但本申请的实施方式并不局限于dlp设备,诚如上述,在不同的实施例中,本申请的构件平台还可以用在基于sla技术的3d打印设备或基于lcd技术的3d打印设备。
64.请参阅图1,显示为本申请的3d打印设备在一实施例中的结构框架示意图,如图1所示,所述3d打印设备为底曝光式3d打印设备,所述3d打印设备包括用于盛放光固化材料的容器1,位于容器1下方的光学系统4,带动一构件平台3升降的z轴驱动机构2,和控制装置5。
65.请参阅图2,显示为本申请的3d打印设备在另一实施例中的结构框架示意图,如图2所示,所述3d打印设备为顶曝光式3d打印设备,所述3d打印设备包括用于盛放光固化材料的容器1’,位于容器1’上方的光学系统4’,带动一构件平台3’升降的z轴驱动机构2’,和控制装置5’。
66.所述构件平台包括:安装组件及构件板组件。
67.所述安装组件连接所述z轴驱动机构;安装组件用于将所述构件板组件固定在z轴驱动机构上,并使构件板组件可随z轴驱动机构的机械位置变化一并移动。请参阅图3,显示为本申请的构件平台在一实施例中的整体装配示意图,如图3所示,本申请的构件平台包括:安装组件30及构件板组件31。
68.安装组件30上设置有与z轴驱动机构相适应的装配孔,用以与z轴驱动机构固定连接。
69.在一些实施例中,所述安装组件30和z轴驱动机构之间可为可拆卸连接,例如采用螺栓连接、螺钉连接、铆钉连接、卡合装配固定等方式将安装组件30装配至z轴驱动机构上。在维护的情况下,安装组件30可从z轴驱动机构上取下。
70.在一些实施例中,所述安装组件30和z轴驱动机构之间也可为一体结构。
71.所述构件板组件31可拆卸地设置在安装组件30上,用于附着经照射固化的图案固化层;其中,所述构件板组件31包括第一构件板和第二构件板,所述第一构件板和所述第二构件板通过彼此之间的相对移动来脱离所述构件板组件31上经由图案固化层堆积而成的三维物体。
72.为此,无需在打印开始前在构件平台上附着膜层,也无需使用铲刀,仅在取件过程中通过操作所述构件平台其第一构件板和第二构件板分两次做相对移动,使得三维物体剥离第一构件板和第二构件板,进而有效避免了铲刀取件存在的铲坏三维物体或割伤操作人员的问题,实现了在不损坏三维物体的同时安全地、便捷地将三维物体从构件平台的成型面上取下的目的。
73.请参阅图3,所述构件平台包括安装组件30及构件板组件31。
74.所述构件板组件31可拆卸地设置在所述安装组件30上,用于附着经照射固化的图案固化层(未图示);其中,所述构件板组件31包括第一构件板310和第二构件板312,所述第一构件板310和所述第二构件板312通过彼此之间的相对移动来脱离所述构件板组件31上经由图案固化层堆积而成的三维物体。
75.在实施例中,所述第一构件板310和第二构件板312共同构成3d打印设备的构件表面,经照射固化的图案固化层粘结在构件表面和上一层图案固化层表面,层层叠加,最终形成三维物体的实体,打印完成后,通过操作构件板组件31的第一构件板310和第二构件板312相对移动,三维物体从第一构件板310和第二构件板312上剥离,从而完成取件。
76.其中,所述第一构件板310的结构可参阅图4,其显示为本申请的构件平台中第一构件板310在一实施例中的结构示意图,如图4所示,所述第一构件板310上包括多个通孔3102,所述通孔3102均匀贯穿在第一构件板310上。
77.在一些实施例中,所述第一构件板的通孔可以为圆形通孔、方形通孔和正多边形通孔等多种形状。
78.所述第二构件板312的结构可参阅图5,其显示为本申请的构件平台中第二构件板
312在一实施例中的结构示意图,如图5所示,所述第二构件板312包括穿设于所述第一构件板310中多个通孔3102中的多个凸台3123,所述多个凸台3123均匀分布在第二构件板312上并与第一构件板310的各通孔3102相配合,打印状态下,所述各凸台3123穿设于第一构件板310对应的各通孔3102,由第一构件板310和第二构件板312共同构成用于粘接固化层的成型面。
79.在一些实施例中,所述第二构件板的各凸台包括圆形凸台、方形凸台和正多边形凸台等多种形状,以适应于第一构件板的各通孔形状。
80.在一些实施例中,所述第一构件板与第二构件板之间可为间隙配合,第一构件板310的各通孔表面和第二构件板的各凸台侧面直接接触,两构件板相对移动时,第一构件板310的各通孔表面和第二构件板的各凸台侧面发生了相对移动。
81.在一些实施例中,所述第一构件板310与第二构件板312的各配合表面之间也可有一间距,即两构件板相对移动时,第一构件板310的各通孔表面和第二构件板312的各凸台3123侧面不直接接触而完成位置变换,例如,所述第二构件板的各凸台为倒梯形结构,该结构方便凸台穿设到第一构件板的通孔中,同时可增大构件表面与光固化材料的接触面积,从而加强构件表面与光固化材料的粘合效果。
82.在3d打印设备的操作状态下,所述第一构件板和第二构件板存在三种配合状态,包括所述第二构件板的各凸台的端面和所述第一构件板共平面。请参阅图6,其显示为本申请的构件平台中第二构件板312的各凸台端面与第一构件板310呈共平面状态的示意图,如图6所示,所述第二构件板312的各凸台3123端面与第一构件板310下表面在同一水平面上,构件表面为一水平面,打印状态下,第一层图案固化层将直接粘接在构件表面上。
83.请参阅图7,其显示为本申请的构件平台中第二构件板312的各凸台端面低于第一构件板310的示意图,如图7所示,所述第二构件板312的各凸台3123端面低于第一构件板310下表面,第一构件板310平面到第二构件板312的凸台3123端面所形成的空间区域中的光固化材料可经一次照射而被固化,光固化材料经照射形成图案固化层粘结在第一构件板310表面和第二构件板312的凸台3123端面。由于构件成型面为高低起伏的非平滑状态,使得液态的光固化材料更容易流入构件成型面,同时,高低变化的构件成型面有利于树脂与构件成型面粘结的更为牢固,可以有效防止打印大件三维物体时出现打印件掉落的问题。
84.请参阅图8,其显示为本申请的构件平台中第二构件板312的各凸台端面高于第一构件板310的示意图,如图8所示,所述第二构件板312的各凸台3123端面高于第一构件板310下表面,其中,第二构件板312凸台3123端面到第一构件板310平面所形成的空间区域中的光固化材料可经一次照射而被固化,光固化材料经照射形成图案固化层粘结在第一构件板310表面和第二构件板312的凸台3123端面,经多次图案固化层叠加形成打印实体,其构件成型面的结构状态具有与前述第二构件板312的各凸台3123端面低于第一构件板310时相同的作用效果,即高低变化的构件成型面有利于树脂与构件表面粘结的更为牢固,可以有效防止打印大件三维物体时出现打印件掉落的问题。
85.所述第二构件板312各凸台3123的端面高于或低于所述第一构件板310时,固化层与构件表面的粘合面积增大,进而使图案固化层与构件表面之间的粘合更紧密。
86.打印开始前,第二构件板的各凸台端面与第一构件板共平面,或各凸台端面高于或低于第一构件板下表面,此时,可采用锁紧部件固定两者的相对位置,进行取件操作时,
放松锁紧部件,第二构件板则可以相对第一构件板移动。
87.第一构件板和第二构件板的相对位置也可通过弹性部件确定,所述构件板组件还包括弹性部件,设置在所述第一构件板和所述第二构件板之间,用以确定第一构件板和第二构件板的相对位置。所述弹性部件的数量依据构件板的形状而有不同的数量和分布形式。
88.在一些实施例中,所述弹性部件包括弹簧、或者由可回弹的柔性材质制成的连接件,所述弹簧举例但不限于:压缩弹簧、弯曲弹簧、或板弹簧等。所述可回弹的柔性材质举例但不限于:如橡胶等天然材料、或如柔性聚合物类等化工材料。所述连接件举例但不限于:实心结构的垫体或垫片、或多孔结构的垫体或垫片等。在理想状态下,弹性部件没有受到外力作用时,第二构件板的凸台端面与第一构件板共平面,或第二构件板的凸台端面略高于或低于第一构件板下表面;当弹性部件受到外力作用时,例如,在取件状态下,三维物体需要通过第一构件板和所述第二构件板通过彼此之间的相对移动脱离构件表面,如无弹性部件,第一构件板和第二构件板之间可能存在紧密贴合的情况,此时,第二构件板无法相对第一构件板向下运动,从而无法顺利取件,但由于弹性部件的作用,第一构件板与第二构件板之间存在一间距。
89.在一些实施例中,所述第一构件板和第二构件板上还包括凹槽,用以安装所述弹性部件,其中,第一构件板上的凹槽分布可参阅图4,所述凹槽3103用于容纳弹性部件,以调节第一构件板310和第二构件板312沿z轴方向的相对位置。所述凹槽3103的数量和位置可根据构件板的形状和弹性部件的数量而有不同的分布形式,例如,对于第一构件板,如图4所示,所述凹槽可分布于长方形表面的4个边角位置,但所述弹性部件和凹槽的数量不限于此,例如,所述弹性部件的数量可以为5个、6个等多种情况,所述凹槽的数量根据弹性部件的数量也可为5个、6个等多种情况,根据构件板的形状分布在不同的位置,又如,对于多边形的构件板,弹性部件的数量等于多边形的顶点数,则凹槽3103的数量也为多边形的顶点数个,并均匀分布在多边形构件板的表面。所述第二构件板上的凹槽分布未予图示,凹槽的数量、位置以及作用可参考第一构件板中凹槽的描述,此处不再赘述。
90.所述构件板组件还包括转接部,用以连接所述安装组件以及所述第一构件板。
91.请参阅图9,显示为本申请的构件平台中转接部311在一实施例中于第一视角下的结构示意图,如图9所示,所述转接部311的上方为截面为工字型的卡合结构,安装组件下方的卡合结构与转接部311相配合,转接部311通过卡合结构安装在安装组件上。转接部的下方设置有4个安装孔,所述安装孔用于连接转接部,使第一构件板固定在转接部上,如图10所示,第一构件板上与转接部安装孔对应位置处设置有用于连接的安装孔3101。
92.在一些实施例中,所述转接部与安装组件之间也可为其他连接方式,所述连接方式举例为螺栓连接、螺钉连接、铆钉连接等固定连接方式,但所述连接方式并不限于上述连接方式,例如,所述转接部与安装组件还可为一体成型结构,采用如铆接装配或卡合装配等装配组件来实现固定连接。
93.在一些实施例中,构件平台可不设置转接部,例如,第一构件板与安装组件直接固连,第二构件板与第一构件板之间通过锁紧机构固定,3d打印设备为取件状态时,松开锁紧机构使第二构件板可以与第一构件板发生相对移动。
94.所述转接部上设置有限位区域,所述限位区域用于限制所述第二构件板的移动。
95.请参阅图11,显示为本申请的构件平台中转接部311在另一实施例中于第二视角下的结构示意图,如图11所示,转接部311上设置有限位区域,所述限位区域均由两个侧面和一个顶面组成,所述限位区域的两个侧面具有导向作用,限制了第二构件板的运动方向为z轴方向的直线运动,同时限位区域的顶面限制了第二构件板沿z轴方向的最大移动距离。
96.在一实施例中,各所述限位区域的两个侧面分别与第二构件板的两个相邻侧面接触,从而保证了第二构件板的运动方向为z轴方向,第二构件板相对第一构件板向上运动至与限位区域的顶面接触,此时第二构件板无法相对第一构件板继续向上运动,从而限制了第二构件板沿z轴方向的最大移动距离。
97.复请参阅图3,所述构件平台还包括锁紧部件33,所述锁紧部件33设置在转接部311上,用于在锁紧状态下限制所述转接部311和所述第二构件板312之间的移动。
98.在一实施状态中,3d打印设备进行三维物体打印前,首先调整第一构件板310与第二构件板312的相对位置,接着,将锁紧部件33锁紧,3d打印设备将构件平台移动至容器上方或容器底部一设定位置,光固化材料逐渐填充在第一构件板310和第二构件板312形成的构件表面上,启动光学系统对构件表面的第一层光固化材料进行固化,所形成的第一层图案固化层粘结在第一构件板310和第二构件板312表面;随后,启动z轴驱动机构,使构件平台随z轴驱动机构上升或下降一设定距离,例如,对于底曝光式3d打印设备,构件平台随z轴驱动机构上升一设定图案固化层层厚,对顶曝光式3d打印设备,构件平台随z轴驱动机构下降一设定图案固化层层厚,再次启动光学系统,第二层光固化材料经曝光后固化,所形成的第二层图案固化层粘结在第一层图案固化层上,重复上述操作,直至3d实体打印完成,至此构件平台处于做件状态,打印过程中由于锁紧部件33的作用第一构件板310和第二构件板312的相对位置不发生变化;打印完成后,操作人员将转接部311及第一构件板310和第二构件板312从安装组件上取下,放松锁紧部件33,再进行取件操作。
99.在一些实施例中,所述构件板组件还可不包括锁紧部件,例如,3d打印设备进行三维物体打印前,调整第一构件板与第二构件板的相对位置,第一构件板与第二构件板在弹性部件的作用下位置相互固定,3d打印设备将构件平台移动至容器上方或容器底部一设定位置,光固化材料逐渐填充在第一构件板和第二构件板形成的构件表面上;接着,启动光学系统对构件表面的第一层光固化材料进行固化,所形成的第一层图案固化层粘结在第一构件板和第二构件板表面;随后,启动z轴驱动机构,使构件平台随z轴驱动机构上升或下降一设定距离,例如,对于底曝光式3d打印设备,构件平台随z轴驱动机构上升一设定图案固化层层厚,对顶曝光式3d打印设备,构件平台随z轴驱动机构下降一设定图案固化层层厚,再次启动光学系统,第二层光固化材料经曝光后固化,所形成的第二层图案固化层粘结在第一层图案固化层上,重复上述操作,直至3d实体打印完成;打印完成后,操作人员将构件平台从z轴驱动机构上取下进行取件。
100.所述构件平台还包括施力组件,与所述安装组件可活动地配合,所述施力组件用于使所述第二构件板相对于所述第一构件板移动。
101.请参阅图12,显示为本申请的构件平台中施力组件一实施例中的剖视图,如图12所示,所述施力组件32包括旋柄320和保护件321,旋柄320上设置有螺纹,安装组件30上设置有与旋柄320配合的螺纹孔,该螺纹与安装组件30上的螺纹孔相互配合,用以使旋柄320
转动时,施力组件32可做沿z轴方向的直线运动,同时,所述螺纹具有放大施加到旋柄320上的力的作用,使得操作人员可方便、省力的仅通过旋转旋柄320就能够达到将第二构件板312及附着在第二构件板上的三维物体从第一构件板310表面顶出的效果,降低了操作人员操作难度。
102.为此,转接部还包括与所述施力组件配合的第一配合部。如图11所示,所述第一配合部为转接部中的u型槽结构,u型槽结构方便施力组件穿过和安装在构件平台上,当施力组件的旋柄向上旋转到顶时,施力组件的保护件恰巧处于u型槽台阶端面的位置。所述u型槽的设置可在不影响施力组件行程的情况下使构件平台的结构更加紧凑。
103.所述施力组件还包括保护件,用于在所述施力组件作用时保护所述构件板组件。
104.请参阅图12,所述施力组件32还包括保护件321,所述保护件321包括轴承3211和锁紧件3212。所述保护件321设置在旋柄320的下方,锁紧件3212可将轴承3211固定在旋柄320上,可保证轴承3211不脱离旋柄320,所述施力组件32向上旋转至与转接部311接触或向下旋转至与第二构件板接触时,所述保护件321可保护转接部311和第二构件板表面,避免两者因施力组件32不断旋转导致的表面摩擦而划伤表面。
105.第二构件板可相对于第一构件板向下移动,在整个构件平台中,该操作可在施力组件的推动下完成。为此,复请参阅图5,所述第二构件板312还包括第二配合部3121,其中,所述第二配合部3121为第二构件板312中的凹台结构,所述凹台结构与施力组件32中的保护件相配合,承受来自于施力组件32的压力,避免了施力组件32直接作用于第二构件板312中承载多个凸台的板状表面,凹台结构的凹槽用于容纳保护件中的锁紧件,施力组件32的轴承向下移动时,轴承侧面作用于凹台结构的上方端面,避免了与第二构件板312中承载多个凸台的板状表面直接接触而划伤该表面。
106.在一些实施例中,向下旋转旋柄320至轴承3211端面与第二构件板中第二配合部直接接触,此时锁紧件3212恰好处于第二配合部的凹槽处,不断继续向下旋转旋柄320,第二构件板将在旋柄320推力的作用下沿z轴方向向下移动,由于轴承3211直接抵住第二配合部表面,两者之间没有滑动摩擦,其摩擦远小于旋柄320端面直接作用在第二配合部表面的摩擦,避免了由于旋柄320与第二构件板直接接触而划伤第二构件板的问题,向上旋转旋柄320到顶部,轴承3211上方端面与转接部直接接触,可锁紧所述转接部和安装组件,使得转接部与安装组件连接更紧固,同样地,由于保护件321与转接部接触时,轴承3211抵在转接部表面,轴承3211可不随旋柄320转动,轴承3211与转接部表面之间无滑动摩擦,避免了由于旋柄320与转接部表面直接接触产生的滑动摩擦而划伤转接部表面。
107.第二构件板可相对于第一构件板向上移动,该操作可通过手动拉动第二构件板或通过驱动机构驱动完成。复请参阅图5,所述第二构件板312具有手持操作部3122。所述手持操作部3122分布在第二构件板312两侧,用于手动控制第二构件板312相对第一构件板310的移动,该结构有利于操作人员直接对3d实物进行拿取操作。呈如图5实施例中,所述手持操作部3122为手柄结构。
108.在一些实施例中,施力组件向下运动,施力组件的保护件抵住第二构件板的第二配合部,使第二构件板相对第一构件板向下运动,第二构件板的各凸台突出于第一构件板,此时三维物体随第二构件板被顶出第一构件板表面,粘结在第一构件板表面的第一层固化层与第一构件板分离,三维物体剥离第一构件板,接着,施力组件向上运动,保护件与第二
配合部不再接触,第二构件板上不再有施力组件施加的作用力,拉动手持操作部使第二构件板相对第一构件板向上运动,第二构件板的各凸台凹陷于第一构件板表面,此时由于第一构件板的阻挡,与第二构件板表面粘结的第一层固化层与第二构件板分离,三维物体剥离第二构件板。
109.在一些情况下,所述第二构件板还可通过施力组件直接控制而完成相对于第一构件板上升和下降两个方向的运动,为此,所述构件平台还包括施力组件,区别于上述仅对第二构件板起推动作用的施力组件,此处所述施力组件还可拉动第二构件板相对于第一构件板向上运动,所述施力组件与所述安装组件可活动地配合,用于使所述第二构件板相对于所述第一构件板移动。
110.所述施力组件与安装组件之间为可拆卸配合连接,在一些实施例中,所述施力组件可以为驱动机构,例如为带有丝杠的驱动电机,其中,所述丝杠用于施力于第二构件板,带动第二构件板做沿z轴方向的运动。
111.所述第二构件板还包括与所述施力组件配合的第三配合部。
112.所述第三配合部设置在第二构件板上,是与施力组件配合连接的结构,用于使施力组件将作用力直接施加到第二构件板上,例如,所述第三配合部为突出于第二构件板的台状结构,所述台状结构与施力组件之间通过螺纹连接,当启动施力组件或对施力组件施加作用力时,施力组件将作用力直接作用于与之连接的第三配合部,施力组件向沿z轴的某一方向移动时,将带动第二构件板做与施力组件运动方向同方向的运动,例如,所述施力组件为前述旋柄结构,旋柄螺纹与安装组件的螺纹孔配合连接,旋柄底部可活动地连接在第三配合部上,使得向下旋转施力组件时,旋柄可推动第三配合部及第二构件板向下运动,同样地,向上旋转旋柄时,旋柄可拉动第三配合部及第二构构件板向上运动。
113.所述第二构件板还可通过一驱动机构驱动。例如,所述第二构件板可与驱动机构固定连接,通过驱动机构的控制指令完成相对于第一构件板的上下移动动作,以驱动机构代替操作人员向第二构件板施加作用力,使3d打印设备可自动化控制第二构件板相对第一构件板的移动,增加构件平台的自动化程度。在可实现的实施例中,所述驱动机构可例如通过电机驱动的丝杠,或者气弹簧等。
114.所述第一构件板和所述第二构件板上还设置有通孔。在利用光学系统对光固化材料进行照射之前,需保证光固化材料充分充满整个构件表面才能进行该步骤,为了加强光固化材料在构件表面的流动,所述第一构件板和所述第二构件板上还设置有通孔(未予图示),所述通孔的尺寸远远小于用于穿设第二构件板各凸台的通孔尺寸。请参阅图10,显示为本申请的构件平台中第一构件板310在另一实施例中的结构示意图,对于第一构件板310,所述通孔3104均匀分布在除去较大尺寸通孔所在位置的第一构件板310表面,对于第二构件板,所述通孔设置在凸台端面上,所述通孔的设置仅为了加强光固化材料在构件表面的流动,进行3d打印时,光固化材料无需充满所述通孔亦不影响打印效果。
115.以上所述构件平台安装在3d打印设备的z轴驱动机构上,打印开始前,首先调整第一构件板和第二构件板的相对位置,并锁紧锁紧部件以限制第一构件板和第二构件板之间的相对移动,接着,启动z轴驱动机构使构件平台随z轴驱动机构移动至3d打印设备的容器底面或容器上方一设定位置,例如,对于底曝光式3d打印设备,需将构件平台移动至构件平台的构件表面与容器底面贴合的一位置,对于顶曝光式3d打印设备,需将构件平台移动至
构件平台的构件表面与光固化材料表面贴合的一位置,然后,启动光学系统对光固化材料进行照射,所形成的第一层图案固化层粘结在由第一构件板和第二构件板共同构成的构件表面上,接着,再次z轴驱动机构,使构件平台随z轴驱动机构上升或下降一固化层层厚的距离,例如,对于底曝光式3d打印设备,构件平台随z轴驱动机构上升一固化层层厚的距离,对于顶曝光式3d打印设备,构件平台随z轴驱动机构下降一固化层层厚的距离,此时,第一层固化层和容器底面之间将再次填充满光固化材料,启动光学系统再次进行曝光,第二层图案固化层将粘结在第一层图案固化层表面,不断重复上述操作,直至三维物体打印完成。
116.接着进行取件操作,首先,松开锁紧部件,使第一构件板和第二构件板得以相对移动,然后,向下旋转旋柄,使第二构件板在旋柄的推力作用下相对第一构件板向下运动,至三维物体剥离第一构件板,接着向上旋转旋柄,预留出第二构件板移动的空间,然后通过手持操作部或驱动机构使第二构件板的各凸台凹陷于第一构件板,由于第一构件板的阻挡,三维物体从第二构件板上剥离,取件完成。
117.此外,在进行取件操作时,在松开锁紧部件后,也可先向上旋转旋柄,然后通过手持操作部或驱动机构使第二构件板的各凸台凹陷于第一构件板,此时,由于第一构件板的阻挡,三维物体从第二构件板上剥离,接着,向下旋转旋柄,使第二构件板在旋柄的推力作用下相对第一构件板向下运动,直至三维物体剥离第一构件板,至此取件完成。
118.所述构件平台通过第一构件板和第二构件板的相对移动完成三维物体的剥离,过程中无需在构件板上附着膜层,也不需要使用铲刀,既节约了打印成本,又避免了铲刀取件易破坏三维物体和易伤到操作人员的问题。
119.在此,本申请提供一种3d打印设备,所述3d打印设备包括容器、光学系统、z轴驱动机构、构件平台、以及控制装置等。应理解的,应不同实施例的需求,不同类型的3d打印设备工作原理、光学系统以及上述设备配置方式是不同的。
120.在一种实施例中,所述3d打印设备例如为顶曝光式或底曝光式的dlp设备,其光学系统为投影装置。
121.在另一种实施例中,所述3d打印设备例如为顶曝光式或底曝光式的sla设备,其光学系统包括激光发射器、位于所述激光发射器射出光路上的透镜组和位于所述透镜组出光侧的振镜组,其中,所述激光发射器受控的调整输出激光束的能量
122.在再一实施例中,所述3d打印设备又例如顶曝光式或底曝光式的lcd设备,其光学系统为lcd液晶屏光源系统。
123.所述3d打印设备包括用于盛放光固化材料的容器,光学系统,用于照射所述容器内的光固化材料,以得到图案固化层,z轴驱动机构,连接所述构件平台,用于受控地沿竖直轴向移动调整所述构件平台与打印基准面的间距并填充待固化的光固化材料,控制装置,与所述光学系统和所述z轴驱动装置相连,用于控制所述光学系统和z轴驱动机构,以在所述构件平台上附着堆积图案固化层以得到相应三维物体,以及构件平台。
124.所述容器用于盛放光固化材料;其容量视3d打印设备的类型而定,通常情况下,由于基于sla技术的3d打印设备的打印幅面(或称辐射幅面)比基于dlp技术的3d打印设备的打印幅面大,因此,基于sla的打印设备中容器容量相对于基于dlp的打印设备中容器容量较大。
125.在一示例性的实施例中,所述容器可以是整体透明或仅容器底透明,例如,所述容
器为玻璃容器,且容器壁贴设吸光纸(如黑色薄膜、或黑色纸等),以便减少在投影期间由于光散射对光固化材料的固化干扰。在所述容器底部表面铺设有便于剥离的透明柔性膜(未予图示),在一些实施场景下,所述容器常被称为树脂槽。
126.所述光固化材料包括任何易于光固化的液态材料或粉末材料,其液态材料举例包括:光固化树脂液,或掺杂了陶瓷粉末、颜色添加剂等混合材料的树脂液等。所述容器的材质包括但不限于:玻璃、塑料、树脂等。
127.所述z轴驱动机构用于连接所述构件平台,用于受控地沿z轴方向移动调整所述构件平台与容器底面的间距并填充待固化的光固化材料;所述z轴驱动机构包括驱动单元和z轴移动单元,所述驱动单元用于驱动所述z轴移动单元,以便所述z轴移动单元带动构件平台沿z轴方向移动。
128.例如,所述驱动单元为驱动电机。所述驱动单元受控制指令控制。其中,所述控制指令包括:用于表示构件平台上升、下降或停止的方向性指令,甚至还可以包含转速/转速加速度、或扭矩/扭力等参数。如此有利于精确控制z轴移动单元的上升的距离,以实现z轴的精准调节。
129.在此,所述z轴移动单元举例包括一端固定在所述构件平台上的固定杆、与固定杆的另一端固定的咬合式移动组件,其中,所述咬合式移动组件受驱动单元驱动以带动固定杆沿z轴方向移动,所述咬合式移动组件举例为由齿状结构咬合的限位移动组件,如齿条等。又如,所述z轴移动单元包括:丝杆和旋接所述丝杆的定位移动结构,其中所述丝杆的两端旋接于驱动单元,所述定位移动结构的外延端固定连接到构件平台上,该定位移动结构可例如为滚珠丝杠。
130.所述控制装置与所述光学系统和所述z轴驱动机构的驱动单元通信相连,用于控制所述光学系统和z轴驱动机构,以在所述构件平台上累积附着图案固化层以得到相应三维物体。所述控制装置为包含处理器的电子设备,例如,所述控制装置为计算机设备、嵌入式设备、或集成有cpu的集成电路(例如控制板卡)等。
131.例如,所述控制装置包括:处理单元、存储单元和多个接口单元。各所述接口单元分别连接光学系统和z轴驱动机构等3d打印设备中独立封装且通过接口传输数据的装置。所述控制装置还包括以下至少一种:提示装置、人机交互装置等。所述接口单元根据所连接的装置而确定其接口类型,其包括但不限于:通用串行接口、视频接口、工控接口等。
132.例如,所述接口单元包括:usb接口、hdmi接口和rs232接口,其中,usb接口和rs232接口均有多个,usb接口可连接人机交互装置等,rs232接口连接检测装置和z轴驱动机构,hdmi接口连接光学系统。所述存储单元用于存储3d打印设备打印所需要的文件。所述文件包括:cpu运行所需的程序文件和配置文件等。
133.所述存储单元包含非易失性存储器和系统总线。其中,所述非易失性存储器举例为固态硬盘或u盘等。所述系统总线用于将非易失性存储器与cpu连接在一起,其中,cpu可集成在存储单元中,或与存储单元分开封装并通过系统总线与非易失性存储器连接。
134.所述处理单元包含:cpu或集成有cpu的芯片、可编程逻辑器件(fpga)、和多核处理器中的至少一种。所述处理单元还包括内存、寄存器等用于临时存储数据的存储器。
135.所述处理单元一方面成为控制各装置依时序执行的工控单元,例如,所述处理单元在控制z轴驱动机构将构件平台移动至相距预设打印基准面的一间距位置后,向光学系
统传递分层图像,待光学系统完成照射以将光固化材料图案化固化后,再控制z轴驱动机构带动构件平台调整并移动至相距预设打印基准面的一新的间距位置,重复上述曝光过程。
136.在以下的实施例中,本申请将以3d打印设备为dlp设备为例进行说明,但本申请的实施方式并不局限于dlp设备。
137.请参阅图1,显示为本申请的3d打印设备在一实施例中的结构框架示意图,如图1所示,所述3d打印设备为底曝光式3d打印设备,所述3d打印设备包括用于盛放光固化材料的容器1,位于容器1下方的光学系统4,带动一构件平台3升降的z轴驱动机构2,和控制装置5。
138.请参阅图2,显示为本申请的3d打印设备在另一实施例中的结构框架示意图,如图2所示,所述3d打印设备为顶曝光式3d打印设备,所述3d打印设备包括用于盛放光固化材料的容器1’,位于容器1’上方的光学系统4’,带动一构件平台3’升降的z轴驱动机构2’,和控制装置5’。
139.所述构件平台包括:安装组件及构件板组件。为避免赘述,在本申请3d打印设备可实现的实施例中,所述构件平台的实施方式请参阅上述针对图3至图12的任一实施例所描述的实现方式。
140.在一实施状态中,3d打印设备进行三维物体打印前,首先调整第一构件板与第二构件板的相对位置,此时第一构件板和第二构件板可为共平面状态,或第二构件板凸台端面略高于或低于第一构件板下表面的状态,锁紧锁紧部件,3d打印设备将构件平台移动至容器上方或容器底部一设定位置,光固化材料逐渐填充在第一构件板和第二构件板形成的构件表面上,第一构件板与第二构件板形成的非平滑的构件表面加速光固化材料在构件板表面的流动,使其快速填充满构件表面;接着,启动光学系统对构件表面的第一层光固化材料进行固化,所形成的第一层图案固化层粘结在第一构件板和第二构件板表面;随后,启动z轴驱动机构,使构件平台随z轴驱动机构上升或下降一设定距离,例如,对于底曝光式3d打印设备,构件平台随z轴驱动机构上升一设定图案固化层层厚,对顶曝光式3d打印设备,构件平台随z轴驱动机构下降一设定图案固化层层厚;再次启动光学系统,第二层光固化材料经曝光后固化,所形成的第二层图案固化层粘结在第一层图案固化层上,重复上述操作,直至3d实体打印完成,至此构件平台处于做件状态,打印过程中第一构件板和第二构件板的相对位置不发生变化;打印完成后,操作人员将转接部及第一构件板和第二构件板从安装组件上取下,放松锁紧部件,向下旋转旋柄,第二构件板相对于第一构件板向下运动,继续向下旋转旋柄,至第二构件板的凸台端面突出于第一构件板一距离,此时,由于第一构件板和第二构件板的相对移动三维物体剥离第一构件板,此状态下3d实体被顶出第一构件板;最后,向上旋转旋柄,使施力组件的保护件既不与转接部接触也不与第二构件板接触,拉动第二构件板,使第二构件板相对于第一构件板向上运动,第二构件板的凸台凹陷与第一构件板,3d实体由于第一构件板的阻挡而剥离第二构件板,取件完成。
141.综上所述,本申请提供的构件平台以及3d打印设备,可避免使用铲刀,仅在取件过程中通过操作所述构件平台其第一构件板和第二构件板分两次做相对移动,使得三维物体剥离第一构件板和第二构件板,过程中不需要附着膜层,也不需要使用铲刀,仅通过第一构件板和第二构件板相对位置的变换即可完成取件,进而有效避免了铲刀取件存在的铲坏三维物体或割伤操作人员的问题,实现了在不损坏三维物体的同时安全地、便捷地将三维物
体从构件平台的成型面上取下的目的。
142.上述实施例仅例示性说明本申请的原理及其功效,而非用于限制本申请。任何熟悉此技术的人士皆可在不违背本申请的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本申请所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本申请的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1