用于车窗总成的注塑成型装置及车窗总成的制作方法
1.本实用新型涉及汽车零部件领域。更具体地,涉及一种用于车窗总成的注塑成型装置以及车窗总成,其中车窗总成包括通过注塑一体成型于其上的连接件。
背景技术:
2.随着汽车业的飞速发展,车辆的造型更加美观时尚,对车辆的各个零部件的定位组装也提出了更高的要求。通常,车窗玻璃主要通过钉柱精确定位到车身相应连接处并保证持久的可靠性。现有的钉柱主要由底座和柱体组成,在安装车窗玻璃时,先将钉柱的底座固定在车窗玻璃上,然后将钉柱的柱体插入车身钣金件上的安装孔中,从而将车窗玻璃与车身钣金件连接在一起,实现车窗玻璃在车身钣金件上的安装固定。
3.目前,越来越多的车辆制造商选择在车窗玻璃的注塑包边中包覆一个或多个连接件,例如螺钉,从而能够在车辆组装线的最后阶段通过在螺钉上拧紧螺母来快速准确地安装车窗玻璃。然而,已意识到在注塑包边中包覆连接件的过程中存在一些问题。例如,如图1所示,为获得包覆有连接件的车窗玻璃,具有上模11和下模12的模具10中设有供玻璃体20的包边成型的型腔13以及容置连接件30的定位槽14。在注塑过程中,由于连接件30插入定位槽14中的柱体或第一部分31与定位槽14之间存在间隙 15,在注塑材料的注入压力作用下,注塑材料可能会进入间隙15并使得将被包覆于注塑材料之中的连接件30的底座或第二部分32沿箭头方向朝向玻璃体20移动,造成产品尺寸缺陷,导致车窗玻璃不能正常安装。此外,如图2所示,由于存在间隙,连接件30与模具10的定位槽14之间无法密封,注入间隙中的注塑材料还会导致例如在图中a处产生溢胶,造成外观缺陷,甚至可能使得连接件30的第二部分32偏移定位并刮擦玻璃体20的表面,或者连接件30的第一部分31刮擦定位槽的表面,增加了产品的废品率。即使可以通过人工去除溢胶结构,但也势必会增加工作量并延长生产周期,增加了不必要的额外成本。
4.在某些现有方案中,采用在模具中设置磁性部件来吸引并固定连接件。然而这种方案的缺陷在于,磁性部件的磁性不易控制,如果磁力太强,在注塑完成后脱模时,连接件可能会被拉扯脱落导致包边损坏,如果磁力太弱,则同样会产生连接件移位及溢胶等问题。
技术实现要素:
5.本实用新型的目的就在于解决上述现有技术中存在的问题,提出一种用于车窗总成的注塑成型装置,该注塑成型装置能够将连接件固持于定位槽中,使其在包覆成型的过程中不会移动,确保安装定位的作用,防止车窗总成的外观缺陷。
6.为此,根据本实用新型的一个方面,提供一种用于车窗总成的注塑成型装置,所述车窗总成包括玻璃体、包覆所述玻璃体至少一侧边缘区域的包边和连接件,所述连接件在注塑成型后至少部分地被所述包边包覆,其中,所述注塑成型装置限定用于车窗总成注塑成型的型腔以及用于连接件定位的定位槽;其中,所述注塑成型装置还包括固持组件,所述固持组件被设置为在固持状态和释放状态之间可切换,在所述固持状态,所述固持组件将
所述连接件固持于所述定位槽中。
7.根据上述技术构思,本实用新型可进一步包括任何一个或多个如下的可选形式。
8.在某些可选形式中,所述注塑成型装置合模时,所述固持组件处于所述固持状态;所述注塑成型装置开模时,所述固持组件复位至所述释放状态。
9.在某些可选形式中,所述注塑成型装置包括上模和下模,所述固持组件设置于所述下模中;其中,所述固持组件包括适于由所述上模驱动的驱动件,以及在所述驱动件作用下适于压抵所述连接件的抵压件,所述抵压件将所述连接件压抵于所述定位槽的壁。
10.在某些可选形式中,所述固持组件包括与所述定位槽贯通的传动槽,所述驱动件经由布置于所述传动槽内的流体介质将驱动力传送至所述抵压件。
11.在某些可选形式中,所述固持组件还包括套设于所述抵压件上的弹性件,以使得在上模离开下模时,所述抵压件弹性脱离所述连接件。
12.在某些可选形式中,所述抵压件朝向所述连接件的抵压端设有柔性套筒。
13.在某些可选形式中,所述抵压件朝向所述连接件的抵压端由柔性材料制成。
14.在某些可选形式中,所述连接件包括适于将车窗总成连接或固定至车身钣金的销钉、卡夹、螺栓、螺钉或螺母。
15.在某些可选形式中,所述玻璃体为天窗玻璃、车门玻璃或角窗玻璃。
16.根据本实用新型的又一方面,提供一种车窗总成,包括玻璃体、包覆所述玻璃体至少一侧边缘区域的包边和连接件,所述连接件在注塑成型后至少部分地被所述包边包覆,其中,所述车窗总成通过上述的用于车窗总成的注塑成型装置制得。
17.本实用新型的用于车窗总成的注塑成型装置通过提供在固持状态和释放状态之间可切换的固持组件,有效地将连接件固持于定位槽中,使得连接件定位更加准确,解决移位或溢料问题,减少注塑成型的外观缺陷,提高产品合格率。成型后的车窗总成产品外观美观,并且保证了与车辆部件装配的几何尺寸,为产品结构设计提供更多的可行性,生产效率高且易于控制,广泛适用于各种场合。
附图说明
18.本实用新型的其它特征以及优点将通过以下结合附图详细描述的可选实施方式更好地理解,附图中相同的标记标识相同或相似的部件,其中:
19.图1是现有车窗总成的成型装置的截面示意图,示出了连接件的一种成型缺陷;
20.图2是现有车窗总成的成型装置的截面示意图,示出了连接件的另一种成型缺陷;
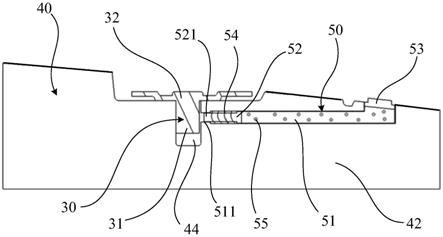
21.图3是根据本实用新型一种实施方式的注塑成型装置的截面示意图,示出了下模中的固持组件以及通过固持组件可定位于下模中的连接件;
22.图4是示出了合模状态下固持组件趋于切换至固持状态的示意图;
23.图5是示出了开模状态下固持组件趋于复位至释放状态的示意图。
具体实施方式
24.下面详细讨论实施例的实施和使用。然而,应当理解,所讨论的具体实施例仅仅示范性地说明实施和使用本实用新型的特定方式,而非限制本实用新型的范围。在描述时各个部件的结构位置例如上、下、顶部、底部等方向的表述不是绝对的,而是相对的。当各个部
件如图中所示布置时,这些方向表述是恰当的,但图中各个部件的位置改变时,这些方向表述也相应改变。
25.根据本实用新型的构思,提供一种用于车窗总成的注塑成型装置,该注塑成型装置尤其有利于在包边中包覆有连接件的车窗总成的注塑成型。其中,车窗总成包括玻璃体、包覆玻璃体至少一侧边缘区域的包边和连接件,通过在注塑成型装置中提供固持组件,实现在注塑过程中将连接件保持固定,从而保证成型产品的质量。
26.应理解的是,包边亦可称为“密封材料”,是指在车窗总成的注塑过程中以熔融状态向模具内注入的材料,通常为热塑性聚合物,起到密封的作用,并且可以降低风噪,保证外观良好。取决于不同的生产需要,车窗总成的玻璃体的形状可为三角形、四边形或多边形,相应地,包边可包覆玻璃体的一侧、两侧或多侧边缘区域。应理解的是,本文中的车窗包括但不限于前门玻璃窗、后门玻璃窗、角窗或天窗等,相应地,玻璃体可为天窗玻璃、车门玻璃或角窗玻璃。此外,在各个附图及实施例中,以螺栓作为示例图示及描述,但本文中的连接件包含但不限于适于将车窗总成连接或固定至车身钣金的销钉、卡夹、螺栓、螺钉或螺母等。无论何种连接件,均包括有用于定位在注塑成型装置的定位槽中的第一部分以及用于包覆入包边的第二部分。
27.结合图3至图5,示例性示出了一种实施方式的注塑成型装置40,该注塑成型装置40包括上模41和下模42,并限定了用于车窗总成注塑成型的型腔43以及用于连接件30定位的定位槽44。在可选实施方式中,固持组件50可布置在上模41或下模42中,例如图中示例性示出的布置在下模42中。根据本实用新型,固持组件50被设置为在固持状态和释放状态之间可切换,其中在固持状态,固持组件50能够将连接件30固持于定位槽44 中。
28.有利地,将固持组件50设置为在上模41和下模42合模时处于固持状态,而在上模41和下模42开模时处于释放状态,由此,固持组件的状态切换可以在上模41和下模42的常规操作过程中实现,无需额外的操作,简便易行。在某些实施方式中,如图3所示,固持组件50可包括适于由上模41驱动的驱动件53,以及在驱动件53作用下适于压抵连接件30的抵压件52,其中抵压件52能够将连接件30压抵于定位槽44的壁。以这种方式,连接件30被径向压紧于定位槽44的壁,不存在移动趋势,保证了连接件被包覆于包边中的位置。
29.为获得上述径向压紧,在某些实施方式中,固持组件50可包括与定位槽44贯通的传动槽51,驱动件53经由布置于传动槽51内的流体介质55 将驱动力传送至抵压件52。作为选择,流体介质55可为常规适用的传递压力的媒介物质,包括气体或液体,例如空气、氮、氩、氦等气体介质,或者甘油、煤油等液体介质。应理解的是,驱动件53和抵压件52与传动槽 51之间可设有密封圈以获得对流体介质55的密封,并获得良好的压缩率。
30.由此,驱动件53、流体介质55和抵压件52构成了传动机构,适于将上模41在合模时施加至下模42的压力传递至定位槽44中的连接件30。应理解的是,取决于实际需要,传动机构所传递的压力应是可调的,在传动槽51尺寸不变的情况下,这可通过调节流体介质55的材料、压缩率等来实现,亦可通过调节驱动件53被上模41压入传动槽51中的距离来实现。有利地是,在上模41和下模42合模之后,经由驱动件53、流体介质55 和抵压件52传递的压力将连接件30以适当的压紧力抵接于定位槽44的壁,而不会对连接件30位于定位槽44中的第一部分31的外表面产生不良外观缺陷,例如刮痕。在某些实施方式中,抵压件52朝向连接件30的抵压端 521可由柔性材料制成,以避免上述的不良外观缺陷。例如,抵压件52可制成为
半金属半塑料,其中金属部分可保证足够的压抵强度,抵压端521 则为塑料以保证连接件30外观良好。可选地,抵压件52朝向连接件30的抵压端521可设有柔性套筒。应理解的是,这里的柔性可通过采用塑料或塑胶等材质获得。
31.如上所述的,本实用新型的固持组件50适于在上模41和下模42开模时处于释放状态,这可通过设置弹性复位机构来使得固持组件从固持状态自动复位至释放状态,从而简化操作。在某些实施方式中,固持组件50还可包括套设于抵压件52上的弹性件54,以使得在上模41离开下模42时,抵压件52能够弹性脱离连接件30。相应地,传动槽51在朝向定位槽44 的一端设有环形凸缘511,以起到对抵压件52及其上的弹性件54的限位作用。
32.以下结合图3至图5概述采用本实用新型的注塑成型装置制造车窗总成的过程。
33.首先参见图3,将连接件30的第一部分31置入下模42中的定位槽44,连接件30的第二部分32在重力作用下与型腔43的表面相接触。此时,驱动件53未受压,固持组件50处于释放状态,抵压件52不对连接件30的第一部分31施压。
34.之后,将玻璃体20在下模42上放置就位,并将上模41向下合模,如图4所示,从而上模41对固持组件的驱动件53向下施加压力。压力随之经由流体介质55传递至抵压件52,进而将连接件30的第一部分31径向压紧于定位槽44的壁。熔融的包边材料即可注入型腔43中形成包边,并将连接件30的第二部分32包覆于包边之中,从而获得注塑成型的车窗总成。
35.注塑成型完成之后,如图5所示,将上模41向上抬起。此时,由于上模41对驱动件53施加的压力撤销,在弹性件54的作用下,抵压件52弹性复位,并将复位力经由流体介质55传递至驱动件53,从而使得驱动件 53复位。也就是,在上模41开模的同时,固持组件对连接件30的固持作用随之撤销,固持组件复位至释放状态,连接件30处于可脱模的状态。在此状态下脱模的车窗总成具有良好的外观质量和装配质量,提高了生产良率。
36.采用本实用新型的注塑成型装置,独特的结构设计提供了在模具中成型具有一体成型的连接件的车窗总成的可行性,固持组件对连接件的定位精度高,结构设计简单,可以减少子组件的数量,简化工艺流程,节约生产成本,并满足车窗总成的设计多元化,具有广泛的应用前景。
37.这里应当理解的是,图中所示实施方式仅显示了根据本实用新型的用于车窗总成的注塑成型装置及车窗总成的各个可选部件的可选形状、尺寸和布置方式,然而其仅为示意而非限制,在不背离本实用新型的思想和范围的情况下,亦可采取其他形状、尺寸和布置方式。
38.以上已揭示本实用新型的技术内容及技术特点,然而可以理解,在本实用新型的创作思想下,本领域的技术人员可以对上述公开的构思作各种变化和改进,但都属于本实用新型的保护范围。上述实施方式的描述是例示性的而不是限制性的,本实用新型的保护范围由权利要求所确定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1