一种PVC双壁波纹管铸造模具的制作方法
一种pvc双壁波纹管铸造模具
技术领域
1.本实用新型具体涉及pvc双壁波纹管加工技术领域,具体为一种pvc双壁波纹管铸造模具。
背景技术:
2.波纹管是一种常见的管材,被广泛用于市政、建筑、铁路、公路通讯设备和排水管等,pvc双壁波纹管产品为双壁复合结构,是通过模具铸造形成的一种管材,经海量检索,发现现有技术中pvc双壁波纹管铸造模具典型的如公开号为cn207888986u,一种生产pvc双壁波纹管的专用模具,包括波纹管模具、圆壁管模具、导轨固定凹槽、密封板、卡块,其特征在于:所述的波纹管模具上固设有导轨固定凹槽;所述的卡块固设于波纹管模具的侧面上;所述的圆壁管模具内嵌于波纹管模具内;所述的密封板设于波纹管模具的末端,上述案例通过导轨固定凹槽让制备出来的pvc双壁波纹管具有导轨,便于固定,同时在导轨固定凹槽内设有长度标识,便于测量pvc双壁波纹管的长度,同时通过圆壁管模具改变pvc双壁波纹管内部螺纹结构,变成光滑的圆壁,便于穿电线或者电缆等,本实用新型提供一种可以提高波纹管产品质量,改善产品外观,减少次品的pvc双壁波纹管专用的模具。
3.综上所述,现有的pvc双壁波纹管铸造模具是通过空气冷却,这样不仅冷却时间长,还造成成型模具内部铸造的pvc双壁波纹管表面开裂和取料过程中 pvc双壁波纹管粘黏在成型模具两侧,造成取料困难。
技术实现要素:
4.本实用新型的目的在于针对现有技术的不足之处,提供一种pvc双壁波纹管铸造模具,以解决上述背景技术中提出的现有的pvc双壁波纹管铸造模具是通过空气冷却,这样不仅冷却时间长,还造成成型模具内部铸造的pvc双壁波纹管表面开裂和取料过程中pvc双壁波纹管粘黏在成型模具两侧,造成取料困难的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种pvc双壁波纹管铸造模具,包括成型模具、第一液压杆、第一导浆管、成型芯、第二导浆管、第二液压杆和冷却循环装置,所述成型模具内部开设有冷却腔,所述成型模具底部焊接固定两组滑块组,且其中一个滑块组右侧焊接固定有凸块,同时另一个滑块组左侧开设有凹槽,所述凸块与凹槽卡合,所述成型模具左侧焊接固定有第一凹块,所述第一液压杆底部与固定架左侧内部焊接固定,且第一液压杆输出端通过第一卡销与第一凹块固定连接,所述滑块组底部与固定架内部顶端滑动连接,所述固定架顶端通过支撑柱焊接固定有导浆箱,所述第一导浆管顶端贯穿导浆箱进浆口,且第一导浆管底部贯穿导浆箱内部,所述成型芯与出浆体顶端焊接固定,所述第二导浆管底部贯穿出浆体顶端,且第二导浆管顶端贯穿导浆箱底部与第一导浆管滑动连接,所述成型芯顶端焊接固定有第二凹块,所述第二液压杆底部与固定架内侧顶端焊接固定,且第二液压杆输出端通过第二卡销与第二凹块固定连接,所述成型模具与出浆体连接时形成成型腔体;
6.冷却循环装置,用于成型模具循环冷却的所述冷却循环装置安装于固定架两侧。
7.优选的,冷却循环装置包括有冷却水放置箱、进水口、橡胶塞、出水孔、水泵、l形进水管组、软管连接头、软管、l形出水管组、进水阀和出水阀,所述冷却水放置箱顶端开设有进水口,所述进水口卡合有橡胶塞,所述冷却水放置箱左侧底部开设有出水孔,所述冷却水放置箱内部顶端安装有水泵,所述l 形进水管组左侧贯穿冷却水放置箱与水泵相连接,且l形进水管组右侧通过软管连接头与软管相连接,所述软管贯穿左侧固定架与另一侧l形进水管组左侧通过软管连接头,所述l形进水管组贯穿成型模具顶端与冷却腔相连接,所述l 形出水管组左侧贯穿冷却水放置箱与冷却水放置箱固定连接,且l形出水管组右侧通过软管连接头与软管相连接,所述软管贯穿左侧固定架与l形进水管组左侧通过软管连接头相连接,所述l形出水管组贯穿成型模具左侧底部与冷却腔相连接,所述l形进水管组右侧下方固定有进水阀,所述l形出水管组右侧和出水孔左侧均固定有出水阀。
8.优选的,所述成型芯和出浆体形状均呈“t”形。
9.优选的,所述第二导浆管超出第一导浆管底部20cm。
10.优选的,所述滑块组设置有2个,且滑块组关于固定架中心线对称设置。
11.优选的,所述冷却循环装置设置有2组。
12.与现有技术相比,本实用新型的有益效果是:该pvc双壁波纹管铸造模具,
13.(1)开设有冷却腔,成型模具内部开设有冷却腔,这样可以使冷却水进入腔体,避免冷却水与成型模具直接接触,造成冷却水渗透到成型模具内部对成型模具内部铸造的pvc双壁波纹管表面外观有影响,同时冷却水通过冷却腔不会与外界空气中的灰尘和颗粒连接,这样更加对冷却水有效利用,避免使用一次后无法循环使用;
14.(2)设置有冷却水循环装置,先通过进水口将冷却水倒入到冷却水放置箱内部,再将进水阀和出水阀打开,再通过控制装置启动水泵,水泵将冷却水放置箱内部的水吸入到l形进水管组内部,冷却水通过l形进水管组和软管进入到冷却腔内部,当冷却腔内部进入冷却水时,冷却水通过l形出水管组进入到冷却水放置箱内部,这样不断的将冷却水循环,冷却水在循环过程中带走成型模具受到的热量,使成型模具快速将温,避免成型模具铸造的pvc双壁波纹管与成型模具两侧粘黏造成取料困难,同时吸热后的冷却水在一次进入到冷却水放置箱内部冷却,达到冷却水循环使用的效果。
附图说明
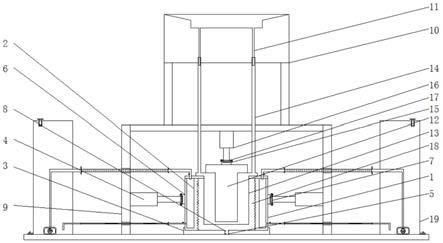
15.图1为本实用新型正视剖面结构示意图;
16.图2为本实用新型成型模具结构示意图;
17.图3为本实用新型第一导浆管和第二导浆管位置结构示意图;
18.图4为本实用新型冷却循环装置结构示意图。
19.图中:1、成型模具,2、冷却腔,3、滑块组,4、凸块,5、凹槽,6、第一凹块,7、第一液压杆,8、第一卡销,9、固定架,10、导浆箱,11、第一导浆管,12、成型芯,13、出浆体,14、第二导浆管,15、第二凹块,16、第二液压杆,17、第二卡销,18、成型腔体,19、冷却循环装置,1901、冷却水放置箱,1902、进水口,1903、橡胶塞,1904、出水孔,1905、水泵,1906、l形进水管组,1907、软管连接头,1908、软管,1909、l形出水管组,1910、进水阀,1911、出水阀。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.请参阅图1
‑
4,本实用新型提供一种技术方案:一种pvc双壁波纹管铸造模具,如图1、图2和图所示,成型模具1内部开设有冷却腔2,成型模具1底部焊接固定l两组滑块组3,且其中一个滑块组3右侧焊接固定有凸块4,同时另一个滑块组3左侧开设有凹槽5,凸块4与凹槽5卡合,滑块组3设置有2个,且滑块组3关于固定架9中心线对称设置,这样是保护成型模具1,如果成型模具1底部没有滑块组3,在第一液压杆7带动向成型模具1底部始终与固定架9 内部顶端滑动,这样使用时间过长,造成成型模具1底部会有磨损,这样成型腔体18内部的浆液通过成型模具1底部磨损的位置流到固定架9内部,造成铸造出来的pvc双壁波纹管有缺陷,同时铸造出来的pvc双壁波纹管整体外观不完整,这样不仅造成原料浪费,同时增加铸造时间和麻烦,通过滑块组3与固定架9内部顶端滑动,这样不仅延长成型模具1使用寿命同时也是保护了成型模具1,成型模具1左侧焊接固定有第一凹块6,第一液压杆7底部与固定架9 左侧内部焊接固定,且第一液压杆7输出端通过第一卡销8与第一凹块6固定连接,滑块组3底部与固定架9内部顶端滑动连接,固定架9顶端通过支撑柱焊接固定有导浆箱10,第一导浆管11顶端贯穿导浆箱10进浆口,且第一导浆管11底部贯穿导浆箱10内部,成型芯12与出浆体13顶端焊接固定,成型芯 12和出浆体13形状均呈“t”形,这样方便将成型芯12与出浆体13卡合焊接,同时也是方便在成型芯12顶端固定安装第二液压杆16,同时方便通过第二液压杆16带动成型芯12和出浆体13一起运动,挤压通过出浆体13进入到成型腔体18内部的浆液使浆液与成型模具1更加靠近,并且快速的铸造成型,第二导浆管14底部贯穿出浆体13顶端,且第二导浆管14顶端贯穿导浆箱10底部与第一导浆管11滑动连接,第二导浆管14超出第一导浆管11底部20cm,如果第二液压杆16在上下移动过程中第二导浆14比第一导浆管11底部短,在第二导浆管14向下移动过程中,浆液会通过第一导浆管11底部流出,浆体直接流落到固定架9顶端,那样会造成整体铸造设备四周都是流出的浆液,严重的可能会使整体铸造设备无法正常铸造工作,所以第二导浆14要比第一导浆管11底部超出20cm,这样就可以保证第二导浆管14在向下移动过程中第二导浆管14 还是与第一导浆管11底部滑动连接,避免浆液流出,造成整体铸造设备无法正常使用,成型芯12顶端焊接固定有第二凹块15,第二液压杆16底部与固定架 9内侧顶端焊接固定,且第二液压杆16输出端通过第二卡销17与第二凹块15 固定连接,成型模具1与出浆体13连接时形成成型腔体18。
22.如图4所示,用于成型模具1循环冷却的所述冷却循环装置19安装于固定架9两侧,冷却循环装置19设置有2组,如果设置一组成型模具1另一侧无法及时的达到冷却效果,那样铸造成型的pvc双壁波纹管一侧的正常状态,另一侧可能与成型模具1粘黏,造成整体pvc双壁波纹管取料困难或者取料整体速度慢,影响正常铸造工艺和效率,所以冷却循环装置19设置2组,这样可以使成型模具1同时进行冷却,快速达到整体冷却效果,并且快速出料避免出料困难,且有冷却水放置箱1901、进水口1902、橡胶塞1903、出水孔1904、水泵 1905、l形进水管组1906、软管连接头1907、软管1908、l形出水管组1909、进水阀1910和出水阀1911,冷却水放置箱1901顶端开设有进水口1902,进水口1902卡合有橡胶塞1903,冷却水放
置箱1901左侧底部开设有出水孔1904,冷却水放置箱1901内部顶端安装有水泵1905,l形进水管组1906左侧贯穿冷却水放置箱1901与水泵1905相连接,且l形进水管组1906右侧通过软管连接头1907与软管1908相连接,软管1908贯穿左侧固定架9与l形进水管组1906 左侧通过软管连接头1907相连接,l形进水管组1906贯穿成型模具1顶端与冷却腔2相连接,l形出水管组1909左侧贯穿冷却水放置箱1901与冷却水放置箱 1901固定连接,且l形出水管组1909右侧通过软管连接头1907与软管1908相连接,软管1908贯穿左侧固定架9与另一侧l形出水管组1909左侧通过软管连接头1907,l形出水管组1909贯穿成型模具1左侧底部与冷却腔2相连接,l形进水管组1906右侧下方固定有进水阀1910,l形出水管组1909右侧和出水孔1904左侧均固定有出水阀1911,通过水泵1905和l形出水管组1909不断的进冷却水和出冷却水,使冷却水不断的在冷却腔2内部循环流动,通过流动的冷却水带走成型模具1的热量,使铸造的pvc双壁波纹管不与成型模具1两侧粘黏,保证铸造好的pvc双壁波纹管出料快速,增加铸造的速度,同时减少冷却时间,保证铸造好的pvc双壁波纹管表面不会出现开裂的情况影响整体pvc 双壁波纹管外观和质量。
23.工作原理:在使用pvc双壁波纹管铸造模具时,先将通过控制器控制第二液压杆16带动成型芯12和出浆体13向下运动,并且出浆体13向下运动过程中带动第二导浆管14同向运动,并且第二导浆管14顶端与第一导浆管11滑行运动,当成形芯12和出浆体13运动到相应位置时通过手操作控制器停止第二液压杆16向下运动,再通过手操作控制器,控制第一液压杆7运动,第一液压杆7带动成型模具1向成型芯12和出浆体13方向移动,并且成型模具1带动l 形进水管组1906和l形出水管组1909向成形芯12和出浆体13方向移动,并且在l形进水管组1906和l形出水管组1909运动过程中带动软管1908同向运动,同时成型模具1带动滑块组3同向运动,滑块组3带动凸块4和凹槽5同向运动,当凸块4与凹槽5卡合时,此时成型模具1与出浆体13连接好,此时在通过手打开l形进水管组1906和l形出水管组1909的进水阀1910和出水阀 1911,再通过控制器控制水泵1905工作,使冷却水通过水泵1905的吸力进入到l形进水管组1906内部,冷却水在通过l形进水管组1906进入到软管1908 内部,冷却水在通过软管1908内部进入到冷却腔2内部,进入到冷却腔2内部的冷却水通过l形出水管组1909进入到冷却水放置箱1901内部,这样通过水泵1905使冷却水不断循环冷却,在将融化好的的浆液通过导浆箱10进浆口倒入到导浆箱10内部,浆液通过第一导浆管11进入到第二导浆管14内部,浆液通过第二导浆管14进入到出浆体13内部,进入到出浆体12内部的浆液通过出浆体12底部的出浆口进入到成型腔体18内部,浆液与成型模具1两侧紧密接触,此时产生的热量通过冷却水循环带走,当铸造好时,再通过控制器控制第一液压杆7带动成型模具1远离成形芯12和出浆体13方向移动,同时成型模具1带动l形进水管组1906和l形出水管组1909远离成形芯12和出浆体13 方向移动,并且在l形进水管组1906和l形出水管组1909运动过程中带动软管1908同向运动,同时成型模具1带动滑块组3同向运动,并且滑块组3运动过程中使凸块4和凹槽5分离,此时将铸造好的pvc双壁波纹管取下就可以,这就完成整个操作,且本说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。
24.术语“中心”、“纵向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为便于描述本实用新型的简化描述,而不是指示或暗指所指的装置或元件必须具有特定的方位、为特定的方位构造和操作,因而不能理解为对本实用新型保护内容的限制。
25.尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1