一种履带硫化机内模用弧形内模驱动装置的制作方法
1.本实用新型涉及硫化机技术领域,具体涉及一种履带硫化机内模用弧形内模驱动装置。
背景技术:
2.众所周知,目前市场所用的履带硫化机为二段式硫化机,此种硫化机的缺点是:1、硫化工艺比较繁杂、生产效低且劳动强度大;2、二段式硫化机接头模硫化时造成产品重复硫化,使产品重复硫化和部分硫化的程度不一致,易导致裂口;3、安全隐患大,履带装入和取出时需借助行车或者叉车等辅助设备进行操作,大大增加了安全隐患。
3.为解决上述技术问题,本公司同日申请的一种履带硫化机,其中,弧形内模的部分的扩张或收缩是技术核心,也是技术难点,在此将如何实现弧形内模部分扩张或收缩的驱动装置进行单独保护。
技术实现要素:
4.为解决上述技术问题,本技术提出了一种履带硫化机内模用弧形内模驱动装置,能够实现弧形内模部分的扩张或收缩,从而为硫化机内模正常工作提供了必要的驱动装置。
5.具体的,本技术提出了一种履带硫化机内模用弧形内模驱动装置,内模为履带型,所述内模沿长度方向的两端分别具有半圆形的弧形内模单元;所述弧形内模单元由多个分体式的弧形内模部拼接设置;
6.所述驱动装置包括调节架和伸缩组件,所述调节架位于所述弧形内模单元的圆心处,所述伸缩组件的安装端设置在所述调节架上,所述伸缩组件的输出端固定在所述弧形内模部上。通过将弧形内模单元设置为拼接式的结构,并通过设置伸缩组件,从而实现了弧形内模单元的扩张或收缩。
7.作为本技术的一种实施方式,伸缩组件包括驱动螺杆螺母组件、导向组件和驱动组件,
8.所述驱动螺杆螺母组件包括第一螺母部和第一螺杆部,所述第一螺杆部的一端啮合设置在所述第一螺母部中,所述第一螺母部通过限位件可转动地安装在所述调节架上,所述第一螺杆部的另一端固定有弧形内模部,所述第一螺母部远离所述第一螺杆部的一端同轴固定有第一从动齿轮;
9.所述驱动组件包括一用于驱动第一从动齿轮转动的输出端,且所述驱动组件固定在所述调节架上,且所述驱动组件的输出端与所述第一从动齿轮传动连接;
10.所述驱动螺杆螺母组件的数量为多个,多个第一螺杆部上的弧形内模部拼接围设成半圆形结构的弧形内模单元;
11.所述导向组件的一端设置在所述弧形内模部上,导向组件的另一端设置在所述调节架上;与同一所述弧形内模部连接的所述导向组件和所述驱动螺杆螺母组件之间平行设
置。
12.其中,驱动组件可以采用齿条和气缸结合的形式来带动第一从动齿轮转动;也可以采用驱动齿轮的形式,即驱动齿轮安装在电机的转轴上并与第一从动齿轮啮合,由电机转动带动驱动螺杆螺母组件工作。
13.导向组件的设置用于防止弧形内模部转动,从而使弧形内模部沿着驱动螺杆螺母组件的伸缩方向运动,从而实现了弧形内模单元的扩张或收缩。
14.优选的,所述驱动组件包括电机和第一驱动伞齿轮,所述电机通过安装座固定在所述调节架上,所述电机的输出轴上同轴固定有所述第一驱动伞齿轮;所述第一从动齿轮为伞齿轮,且所述第一从动齿轮和所述第一驱动伞齿轮啮合设置。
15.本优选的技术效果在于,采用伞齿轮组件的驱动的方式,一方面能够节约空间;另一方面,一个驱动装置能够带动多个驱动螺杆螺母组件伸缩,且具有同步性高、结构紧凑的优点。
16.优选的,所述导向组件包括从动螺杆螺母组件,所述从动螺杆螺母组件包括第二螺母部和第二螺杆部,所述第二螺杆部的一端啮合设置在所述第二螺母部中,所述第二螺杆部的另一端固定在所述弧形内模部上,所述第二螺母部远离所述第二螺杆部的一端同轴固定有第二从动伞齿轮;
17.所述驱动组件还包括第二驱动伞齿轮和传动转轴,所述第二驱动伞齿轮通过所述传动转轴同轴固定在所述第一驱动伞齿轮上,所述第二驱动伞齿轮和所述第二从动伞齿轮啮合设置。
18.本优选的技术效果在于,采用从动螺杆螺母组件作为导向装置,且从动螺杆螺母组件的运动速度能够达到和主动螺杆螺母组件的运动速度一致。从而提高了弧形内模部运动的稳定性。
19.优选的,所述电机为液压马达或减速电机。本优选的技术效果在于,液压马达和减速电机的输出端的转动速率较慢,且输出功率高的优点。
20.进一步的,内模为履带型,所述弧形内模单元位于在所述内模沿长度方向的两端,每一端的所述弧形内模单元为半圆形结构。
21.进一步的,所述弧形内模单元包括第一弧形内模部、第二弧形内模部和第三弧形内模部,所述第一弧形内模部和所述第三弧形内模部位于所述第二弧形内模部的两侧。
22.优选的,所述第二弧形内模部通过固定杆固定在所述调节架上,所述第一弧形内模部和所述第三弧形内模部分别对应设置在所述驱动螺杆螺母组件上。
23.优选的,所述第一弧形内模部、所述第二弧形内模部和所述第三弧形内模部均由加热部和内模层组成;所述加热部朝向所述调节架设置,相邻所述加热部之间设置有间隙,所述内模层远离所述调节架设置;
24.所述第二弧形内模部中的加热部和内模层之间固定连接;
25.所述第一弧形内模部中的内模层和加热部之间可拆卸地设置;
26.所述第三弧形内模部中的内模层和加热部之间可拆卸地设置。
27.当弧形内模需要收回时,通过拆卸装置将第一弧形内模部和第三弧形内模部中内模层从加热部上拆卸。由于弧形内模单元为半圆形结构,其不便于收缩,将两个内模层拆卸后,便于对应的加热部收缩。
28.优选的,所述第一弧形内模部、所述第二弧形内模部和所述第三弧形内模部中的加热部上分别设有倒角。其进一步避免了相邻加热部收缩时产生的干涉问题。
29.进一步的,相邻所述加热部的倒角之间形成一个v型结构,所述v型结构的开口方向朝向所述调节架。
附图说明
30.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍。
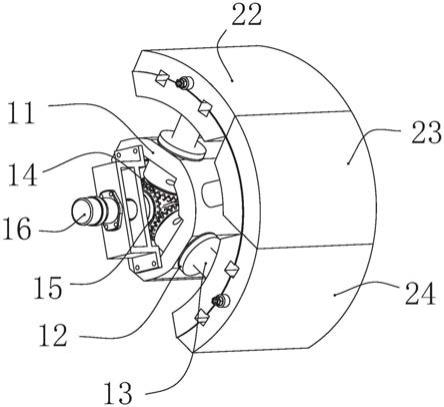
31.图1是本实施例提出的一种履带硫化机内模用弧形内模驱动装置的立体结构示意图;
32.图2是本实施例提出的一种履带硫化机内模用弧形内模驱动装置的正视图;
33.图3是本实施例提出的一种履带硫化机内模用弧形内模驱动装置的后视图;
34.图4是本实施例中驱动组件的立体结构示意图。
35.其中附图中所涉及的标号如下:
36.11
‑
调节架;12
‑
第一螺母部;13
‑
第一螺杆部;14
‑
第一从动齿轮;15
‑
第一驱动伞齿轮;16
‑
电机;17
‑
第二螺母部;18
‑
第二螺杆部;19
‑
第二从动伞齿轮;20
‑
第二驱动伞齿轮;21
‑
传动转轴;22
‑
第一弧形内模部;23
‑
第二弧形内模部;24
‑
第三弧形内模部;25
‑
加热部;26
‑
内模层;27
‑
v型结构。
具体实施方式
37.下面结合附图对本实用新型作进一步详细的说明。
38.如图1和图2所示,本实施例提出的一种履带硫化机内模用弧形内模驱动装置,内模为履带型,所述内模沿长度方向的两端分别具有半圆形的弧形内模单元;所述弧形内模单元由多个分体式的弧形内模部拼接设置;
39.所述驱动装置包括调节架11和伸缩组件,所述调节架11位于所述弧形内模单元的圆心处,所述伸缩组件的安装端设置在所述调节架11上,所述伸缩组件的输出端固定在所述弧形内模部上。通过将弧形内模单元设置为拼接式的结构,并通过设置伸缩组件,从而实现了弧形内模单元的扩张或收缩。
40.作为本技术的一种实施方式,伸缩组件包括驱动螺杆螺母组件、导向组件和驱动组件,
41.所述驱动螺杆螺母组件包括第一螺母部12和第一螺杆部13,所述第一螺母部12通过限位件可转动地安装在所述调节架11上,限位件可采用限位抱箍;所述第一螺杆部13的一端啮合设置在所述第一螺母部12中,所述第一螺杆部13的另一端固定有弧形内模部,所述第一螺母部12远离所述第一螺杆部13的一端同轴固定有第一从动齿轮14;
42.所述驱动组件包括一用于驱动第一从动齿轮14转动的输出端,且所述驱动组件固定在所述调节架11上,且所述驱动组件的输出端与所述第一从动齿轮14传动连接;
43.所述驱动螺杆螺母组件的数量为多个,多个第一螺杆部13上的弧形内模部拼接围设成半圆形结构的弧形内模单元;
44.所述导向组件的一端设置在所述弧形内模部上,导向组件的另一端设置在所述调
节架11上;与同一所述弧形内模部连接的所述导向组件和所述驱动螺杆螺母组件之间平行设置。
45.其中,驱动组件可以采用齿条和气缸结合的形式来带动第一从动齿轮14转动;也可以采用驱动齿轮的形式,即驱动齿轮安装在电机16的转轴上并与第一从动齿轮14啮合,由电机16转动带动驱动螺杆螺母组件工作。
46.导向组件的设置用于防止弧形内模部转动,从而使弧形内模部沿着驱动螺杆螺母组件的伸缩方向运动,从而实现了弧形内模单元的扩张或收缩。
47.作为本技术的一种实施方式,如图1和图2所示,所述驱动组件包括电机16和第一驱动伞齿轮15,所述电机16通过安装座固定在所述调节架11上,所述电机16的输出轴上同轴固定有所述第一驱动伞齿轮15;所述第一从动齿轮14为伞齿轮,且所述第一从动齿轮14和所述第一驱动伞齿轮15啮合设置。
48.本实施方式技术效果在于,采用伞齿轮组件的驱动的方式,一方面能够节约空间;另一方面,一个驱动装置能够带动多个驱动螺杆螺母组件伸缩,且具有同步性高、结构紧凑的优点。
49.作为本技术的一种实施方式,如图3和图4所示,所述导向组件包括从动螺杆螺母组件,所述从动螺杆螺母组件包括第二螺母部17和第二螺杆部18,所述第二螺杆部18的一端啮合设置在所述第二螺母部17中,所述第二螺杆部18通过限位件可转动地所述调节架11上,所述第二螺杆部18的另一端固定在所述弧形内模部上,所述第二螺母部17远离所述第二螺杆部18的一端同轴固定有第二从动伞齿轮19;
50.如图4所示,所述驱动组件还包括第二驱动伞齿轮20和传动转轴21,所述第二驱动伞齿轮20通过所述传动转轴21同轴固定在所述第一驱动伞齿轮15上,所述第二驱动伞齿轮20和所述第二从动伞齿轮19啮合设置。
51.本实施方式技术效果在于,采用从动螺杆螺母组件作为导向装置,且从动螺杆螺母组件的运动速度能够达到和主动螺杆螺母组件的运动速度一致。从而提高了弧形内模部运动的稳定性。
52.作为本技术的一种实施方式,如图1和图2所示,所述电机16为液压马达或减速电机。本作为本技术的一种实施方式技术效果在于,液压马达和减速电机的输出端的转动速率较慢,且输出功率高的优点。
53.进一步的,内模为履带型,所述弧形内模单元位于在所述内模沿长度方向的两端,每一端的所述弧形内模单元为半圆形结构。
54.进一步的,如图1和图2所示,所述弧形内模单元包括第一弧形内模部22、第二弧形内模部23和第三弧形内模部24,所述第一弧形内模部22和所述第三弧形内模部24位于所述第二弧形内模部23的两侧。
55.作为本技术的一种实施方式,如图2所示,所述第二弧形内模部23通过固定杆固定在所述调节架11上,所述第一弧形内模部22和所述第三弧形内模部24分别对应设置在所述驱动螺杆螺母组件上。
56.作为本技术的一种实施方式,如图4所示,所述第一弧形内模部22、所述第二弧形内模部23和所述第三弧形内模部24均由加热部25和内模层26组成;所述加热部25朝向所述调节架11设置,相邻所述加热部25之间设置有间隙,所述内模层26远离所述调节架11设置;
57.所述第二弧形内模部23中的加热部25和内模层26之间固定连接;
58.所述第一弧形内模部22中的内模层26和加热部25之间可拆卸地设置;
59.所述第三弧形内模部24中的内模层26和加热部25之间可拆卸地设置。
60.当弧形内模需要收回时,通过拆卸装置将第一弧形内模部22和第三弧形内模部24中内模层26从加热部25上拆卸。由于弧形内模单元为半圆形结构,其不便于收缩,将两个内模层26拆卸后,便于对应的加热部25收缩。
61.作为本技术的一种实施方式,如图4所示,所述第一弧形内模部22、所述第二弧形内模部23和所述第三弧形内模部24中的加热部25上分别设有倒角。其进一步避免了相邻加热部25收缩时产生的干涉问题。
62.进一步的,如图4所示,相邻所述加热部25的倒角之间形成一个v型结构27,所述v型结构27的开口方向朝向所述调节架11。其能够进一步避免相邻加热部25运动时发生的干涉问题。
63.对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1