一种注塑模具多角度同步抽芯机构的制作方法
1.本实用新型涉及注塑模具,尤其涉及一种注塑模具多角度同步抽芯机构。
背景技术:
2.塑料注塑模具是生产塑料制品的重要工具,其应用非常广泛。在塑料制品注塑成型中,由于某些塑料制品的内部孔位具有方向性即各个孔位角度不一,因此对模具的装配过程提出较高要求,在开模时,如果模仁孔内的镶针不能及时抽出,则会导致产品无法顶出,因此需要进行多角度抽芯,但是每支镶针抽出的运动方向是不同的,所以需要单独抽出镶针,这种方式不仅效率低下,而且容易拉伤产品,进而影响产品加工精度。
技术实现要素:
3.本实用新型要解决的技术问题在于,针对现有技术的不足,提供一种可同时抽出镶针,进而提高生产效率以及提高加工品质的注塑模具多角度同步抽芯机构。
4.为解决上述技术问题,本实用新型采用如下技术方案。
5.一种注塑模具多角度同步抽芯机构,其包括有下模板、推板、抽芯座底板、抽芯座、模仁和多个镶针,所述推板设于所述下模板的顶端且二者紧密贴合,所述推板内开设有推板槽孔,所述抽芯座底板和所述抽芯座均设于所述推板槽孔内,所述抽芯座设于所述抽芯座底板的顶端且二者可拆卸连接,所述推板的顶端开设有台阶槽孔,所述台阶槽孔与所述推板槽孔相连通,所述模仁卡设于所述台阶槽孔内,且所述台阶槽孔的槽底和所述抽芯座的顶部均与所述模仁的底部紧密贴合,所述模仁内开设有多个镶针插孔,多个镶针插孔分别沿多个方向延伸,所述镶针与所述镶针插孔一一对应,所述抽芯座上开设有抽芯座槽孔,所述抽芯座槽孔的下端开口处形成有弧形台阶槽,所述镶针的镶针帽卡设于所述弧形台阶槽内,所述弧形台阶槽的槽底竖直高度沿所述弧形台阶槽的长度方向逐渐变化,以令多个镶针的延伸方向分别与多个镶针插孔的延伸方向相同,所述镶针依次穿过所述抽芯座槽孔和所述镶针插孔,所述推板的顶端固定有尼龙开闭器,当所述尼龙开闭器带动所述推板和所述模仁向上运动时,所述模仁与所述抽芯座分离,以令多个镶针从多个镶针插孔内同步抽出。
6.优选地,所述抽芯座的下端形成有向下凸出的弧形底部,所述弧形台阶槽沿所述弧形底部的长度方向延伸。
7.优选地,所述抽芯座底板的上端形成有向下凹陷的弧形凹口,所述弧形底部设于所述弧形凹口内且二者紧密贴合。
8.优选地,所述下模板和所述抽芯座底板之间通过第一螺丝固定连接。
9.优选地,所述抽芯座底板和所述抽芯座之间通过第二螺丝固定连接。
10.优选地,所述推板和所述下模板之间通过限位螺丝固定连接。
11.本实用新型公开的注塑模具多角度同步抽芯机构中,通过所述抽芯座底板与所述抽芯座的配合对多个镶针起到限制作用,当所述尼龙开闭器带动所述推板和所述模仁向上
运动时,所述模仁与所述抽芯座分离,与此同时,多个镶针从多个镶针插孔内同步抽出,由于多个镶针位于同一抽芯座槽孔内,且所述弧形台阶槽的槽底竖直高度逐渐变化,使得多个镶针不仅能够朝向多个方向倾斜,还能够在抽出过程中沿着所述抽芯座槽孔和所述弧形台阶槽灵活运动,从而避免多个镶针与多个镶针插孔相互卡死的情况发生。基于上述结构可见,本实用新型能够在开模时同步抽出多个镶针,不仅提高了生产效率,而且能够避免损伤产品,大大提高了注塑加工品质,较好地满足了生产要求。
附图说明
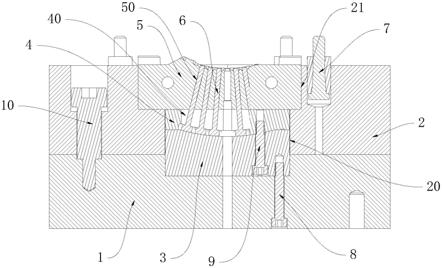
12.图1为本实用新型注塑模具多角度同步抽芯机构的剖视图;
13.图2为本实用新型注塑模具多角度同步抽芯机构的分解图一;
14.图3为本实用新型注塑模具多角度同步抽芯机构的分解图二。
具体实施方式
15.下面结合附图和实施例对本实用新型作更加详细的描述。
16.本实用新型公开了一种注塑模具多角度同步抽芯机构,结合图1至图3所示,其包括有下模板1、推板2、抽芯座底板3、抽芯座4、模仁5和多个镶针6,所述推板2设于所述下模板1的顶端且二者紧密贴合,所述推板2内开设有推板槽孔20,所述抽芯座底板3和所述抽芯座4均设于所述推板槽孔20内,所述抽芯座4设于所述抽芯座底板3的顶端且二者可拆卸连接,所述推板2的顶端开设有台阶槽孔21,所述台阶槽孔21与所述推板槽孔20相连通,所述模仁5卡设于所述台阶槽孔21内,且所述台阶槽孔21的槽底和所述抽芯座4的顶部均与所述模仁5的底部紧密贴合,所述模仁5内开设有多个镶针插孔50,多个镶针插孔50分别沿多个方向延伸,所述镶针6与所述镶针插孔50一一对应,所述抽芯座4上开设有抽芯座槽孔40,所述抽芯座槽孔40的下端开口处形成有弧形台阶槽41,所述镶针6的镶针帽60卡设于所述弧形台阶槽41内,所述弧形台阶槽41的槽底竖直高度沿所述弧形台阶槽41的长度方向逐渐变化,以令多个镶针6的延伸方向分别与多个镶针插孔50的延伸方向相同,所述镶针6依次穿过所述抽芯座槽孔40和所述镶针插孔50,所述推板2的顶端固定有尼龙开闭器7,当所述尼龙开闭器7带动所述推板2和所述模仁5向上运动时,所述模仁5与所述抽芯座4分离,以令多个镶针6从多个镶针插孔50内同步抽出。
17.上述结构中,通过所述抽芯座底板3与所述抽芯座4的配合对多个镶针6起到限制作用,当所述尼龙开闭器7带动所述推板2和所述模仁5向上运动时,所述模仁5与所述抽芯座4分离,与此同时,多个镶针6从多个镶针插孔50内同步抽出,由于多个镶针6位于同一抽芯座槽孔40内,且所述弧形台阶槽41的槽底竖直高度逐渐变化,使得多个镶针6不仅能够朝向多个方向倾斜,还能够在抽出过程中沿着所述抽芯座槽孔40和所述弧形台阶槽41灵活运动,从而避免多个镶针6与多个镶针插孔50相互卡死的情况发生。基于上述结构可见,本实用新型能够在开模时同步抽出多个镶针,不仅提高了生产效率,而且能够避免损伤产品,大大提高了注塑加工品质,较好地满足了生产要求。
18.本实施例中,所述抽芯座4的下端形成有向下凸出的弧形底部42,所述弧形台阶槽41沿所述弧形底部42的长度方向延伸。
19.为了更好地与所述抽芯座4相配合,本实施例中,所述抽芯座底板3的上端形成有
向下凹陷的弧形凹口30,所述弧形底部42设于所述弧形凹口30内且二者紧密贴合。
20.作为一种优选方式,所述下模板1和所述抽芯座底板3之间通过第一螺丝8固定连接。
21.进一步地,所述抽芯座底板3和所述抽芯座4之间通过第二螺丝9固定连接。
22.本实施例中,所述推板2和所述下模板1之间通过限位螺丝10固定连接。
23.以上所述只是本实用新型较佳的实施例,并不用于限制本实用新型,凡在本实用新型的技术范围内所做的修改、等同替换或者改进等,均应包含在本实用新型所保护的范围内。
技术特征:
1.一种注塑模具多角度同步抽芯机构,其特征在于,包括有下模板(1)、推板(2)、抽芯座底板(3)、抽芯座(4)、模仁(5)和多个镶针(6),所述推板(2)设于所述下模板(1)的顶端且二者紧密贴合,所述推板(2)内开设有推板槽孔(20),所述抽芯座底板(3)和所述抽芯座(4)均设于所述推板槽孔(20)内,所述抽芯座(4)设于所述抽芯座底板(3)的顶端且二者可拆卸连接,所述推板(2)的顶端开设有台阶槽孔(21),所述台阶槽孔(21)与所述推板槽孔(20)相连通,所述模仁(5)卡设于所述台阶槽孔(21)内,且所述台阶槽孔(21)的槽底和所述抽芯座(4)的顶部均与所述模仁(5)的底部紧密贴合,所述模仁(5)内开设有多个镶针插孔(50),多个镶针插孔(50)分别沿多个方向延伸,所述镶针(6)与所述镶针插孔(50)一一对应,所述抽芯座(4)上开设有抽芯座槽孔(40),所述抽芯座槽孔(40)的下端开口处形成有弧形台阶槽(41),所述镶针(6)的镶针帽(60)卡设于所述弧形台阶槽(41)内,所述弧形台阶槽(41)的槽底竖直高度沿所述弧形台阶槽(41)的长度方向逐渐变化,以令多个镶针(6)的延伸方向分别与多个镶针插孔(50)的延伸方向相同,所述镶针(6)依次穿过所述抽芯座槽孔(40)和所述镶针插孔(50),所述推板(2)的顶端固定有尼龙开闭器(7),当所述尼龙开闭器(7)带动所述推板(2)和所述模仁(5)向上运动时,所述模仁(5)与所述抽芯座(4)分离,以令多个镶针(6)从多个镶针插孔(50)内同步抽出。2.如权利要求1所述的注塑模具多角度同步抽芯机构,其特征在于,所述抽芯座(4)的下端形成有向下凸出的弧形底部(42),所述弧形台阶槽(41)沿所述弧形底部(42)的长度方向延伸。3.如权利要求2所述的注塑模具多角度同步抽芯机构,其特征在于,所述抽芯座底板(3)的上端形成有向下凹陷的弧形凹口(30),所述弧形底部(42)设于所述弧形凹口(30)内且二者紧密贴合。4.如权利要求1所述的注塑模具多角度同步抽芯机构,其特征在于,所述下模板(1)和所述抽芯座底板(3)之间通过第一螺丝(8)固定连接。5.如权利要求4所述的注塑模具多角度同步抽芯机构,其特征在于,所述抽芯座底板(3)和所述抽芯座(4)之间通过第二螺丝(9)固定连接。6.如权利要求5所述的注塑模具多角度同步抽芯机构,其特征在于,所述推板(2)和所述下模板(1)之间通过限位螺丝(10)固定连接。
技术总结
本实用新型公开了一种注塑模具多角度同步抽芯机构,其包括有下模板、推板、抽芯座底板、抽芯座、模仁和多个镶针,推板内开设有推板槽孔,抽芯座底板和抽芯座均设于推板槽孔内,推板的顶端开设有台阶槽孔,台阶槽孔与推板槽孔相连通,模仁卡设于台阶槽孔内,模仁内开设有多个镶针插孔,抽芯座上开设有抽芯座槽孔,抽芯座槽孔的下端开口处形成有弧形台阶槽,镶针的镶针帽卡设于弧形台阶槽内,弧形台阶槽的槽底竖直高度沿弧形台阶槽的长度方向逐渐变化,以令多个镶针的延伸方向分别与多个镶针插孔的延伸方向相同,镶针依次穿过抽芯座槽孔和镶针插孔,推板的顶端固定有尼龙开闭器。本实用新型可同时抽出镶针,进而提高生产效率以及提高加工品质。提高加工品质。提高加工品质。
技术研发人员:江初华
受保护的技术使用者:深圳东创技术股份有限公司
技术研发日:2020.10.18
技术公布日:2021/12/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1