一种螺杆挤出机的口型结构的制作方法
1.本实用新型涉及一种螺杆挤出机的口型结构,属于螺杆挤出设备技术领域。
背景技术:
2.挤出成型是在一定条件下将具有一定塑性的胶料通过一个口型连续压送出来,使它成为具有一定断面形状的产品的工艺过程。胶料沿螺杆前移过程中,由于机械作用及热作用的结果,胶料的粘度和塑性等均发生了一定的变化,成为一种粘性流体。根据胶料在挤出过程中的变化,一般将螺杆工作部分按其作用不同大体上分为喂料段、压缩段和挤出段三部分。
3.各段工作特点如下:
4.1.喂料段:此段从喂料口起至胶料熔融开始。胶料进入加料口后,在旋转螺杆的推挤作用下,在螺纹槽和机筒内壁之间作相对运动,并形成一定大小的胶团。
5.2.压缩段:此段从胶料开始熔融起至全部胶料产生流动止。压缩段接受由喂料段送来的胶团,将其压实、进一步软化,并将胶料中夹带的空气向喂料段排出。
6.3.压出段:把压缩段输送来的胶料进一步加压搅拌,此时螺纹槽中已形成完全流动状态的胶料。由于螺杆的转动促使胶料流动,并以一定的容量和压力从机头流道均匀挤出。
7.胶料在螺杆螺纹槽中的流动是呈螺旋状前进的,但从螺杆头端出来进入机头流道时,料流形状发生了急骤的变化,即由旋转运动变为直线运动,而且由于胶料具有一定的粘性,其流动速度在流道中心要比靠近机头内壁处快得多,其速度分布呈抛物线状。
8.机头压力:在机头流道所形成的对物料的压力,该压力在通过机头时,逐渐下降。当物料挤出口模时,下降为零。
9.在涡轮增压管生产中,外层使用t型机头进行压出,在实际的生产中发现挤出压力往往都比较大,容易出现压力报警,所以很难将挤出速度提高。
技术实现要素:
10.本实用新型的目的在于克服现有技术中存在的不足,提供一种螺杆挤出机的口型结构,将口型长度缩短,从而使内部锥角变大,同时将机芯的长度缩短,口型锥角角度变大,提高了光滑度和压出速度,半成品表面越光滑,致密性越好。
11.按照本实用新型提供的技术方案:一种螺杆挤出机的口型结构,包括机头体,所述机头体内设有流道体,机头体的端部通过压紧套固定安装调整套;所述调整套内设有机芯和口型,所述机芯的内端与流道体螺接;所述调整套的端部螺纹连接调节螺母,调节螺母的内侧抵住口型,通过转动调节螺母能够改变口型与机芯之间的开口尺寸从而调整挤出物料的壁厚;所述机芯的出口段设有用于提高物料挤出圆整度的过渡台阶。
12.进一步地,所述口型的长度为28
‑
32mm,口型内侧挤压面的锥角为120
‑
122
°
。
13.进一步地,所述机芯的长度为125
‑
127mm,机芯外侧挤压面的锥角为44
‑
45
°
。
14.进一步地,所述过渡台阶的长度为2.5
‑
3.5mm。
15.进一步地,所述机头体与压紧套通过螺栓固定。
16.本实用新型与现有技术相比,具有如下优点:
17.1. 将口型长度缩短,从而使内部锥角变大,同时将机芯的长度缩短,口型锥角角度越大,光滑度越高,压出速度越快,半成品表面越光滑,致密性越好。
18.2.机芯头部增加一段过渡台阶,提高挤出圆整性。这样就能明显发现挤出压力会得到有效降低,挤出产品表面光滑,压出速度得到提高,提高生产效率。
附图说明
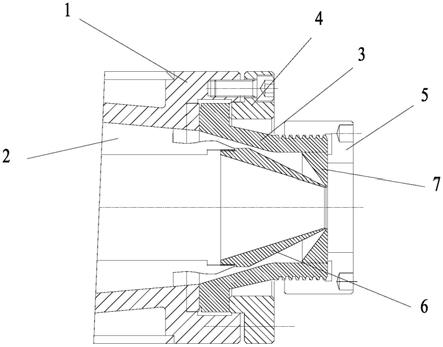
19.图1为本实用新型的结构示意图。
20.图2为机芯的结构示意图。
21.图3为口型的结构示意图。
22.附图标记说明:1
‑
机头体、2
‑
流道体、3
‑
调整套、4
‑
压紧套、5
‑
调节螺母、6
‑
机芯、7
‑
口型、8
‑
过渡台阶。
具体实施方式
23.下面结合具体附图对本实用新型作进一步说明。
24.如图1、图2和图3所示,一种螺杆挤出机的口型结构,包括机头体1,所述机头体1内设有流道体2,机头体1的端部通过压紧套4固定安装调整套3,所述机头体1与压紧套4通过螺栓固定;所述调整套3内设有机芯6和口型7,所述机芯6的内端与流道体2螺接;所述调整套3的端部螺纹连接调节螺母5,调节螺母5的内侧抵住口型7,通过转动调节螺母5能够改变口型7与机芯6之间的开口尺寸从而调整挤出物料的壁厚;所述机芯6的出口段设有用于提高物料挤出圆整度的过渡台阶8。
25.所述口型7的长度为28
‑
32mm,口型7内侧挤压面的锥角为120
‑
122
°
,通常现有的口型7的长度为60mm。
26.所述机芯6的长度为125
‑
127mm,机芯6外侧挤压面的锥角为44
‑
45
°
,通常现有的机芯6的长度为137mm。
27.所述过渡台阶8的长度为2.5
‑
3.5mm。
28.将口型7长度缩短,从而使内部锥角变大,同时将外层机芯6的长度缩短,口型7锥角角度越大,光滑度越高,压出速度越快,半成品表面越光滑,致密性越好,头部增加一段过渡台阶8,提高挤出圆整性。这样就能明显发现挤出压力会得到有效降低,挤出产品表面光滑,压出速度得到提高,提高生产效率。
29.可以理解的是,以上实施方式仅仅是为了说明本实用新型的原理而采用的示例性实施方式,然而本实用新型并不局限于此。对于本领域内的普通技术人员而言,在不脱离本实用新型的精神和实质的情况下,可以做出各种变型和改进,这些变型和改进也视为本实用新型的保护范围。
技术特征:
1.一种螺杆挤出机的口型结构,其特征在于,包括机头体(1),所述机头体(1)内设有流道体(2),机头体(1)的端部通过压紧套(4)固定安装调整套(3);所述调整套(3)内设有机芯(6)和口型(7),所述机芯(6)的内端与流道体(2)螺接;所述调整套(3)的端部螺纹连接调节螺母(5),调节螺母(5)的内侧抵住口型(7),通过转动调节螺母(5)能够改变口型(7)与机芯(6)之间的开口尺寸从而调整挤出物料的壁厚;所述机芯(6)的出口段设有用于提高物料挤出圆整度的过渡台阶(8)。2.如权利要求1所述的螺杆挤出机的口型结构,其特征在于,所述口型(7)的长度为28
‑
32mm,口型(7)内侧挤压面的锥角为120
‑
122
°
。3.如权利要求1所述的螺杆挤出机的口型结构,其特征在于,所述机芯(6)的长度为125
‑
127mm,机芯(6)外侧挤压面的锥角为44
‑
45
°
。4.如权利要求1所述的螺杆挤出机的口型结构,其特征在于,所述过渡台阶(8)的长度为2.5
‑
3.5mm。5.如权利要求1所述的螺杆挤出机的口型结构,其特征在于,所述机头体(1)与压紧套(4)通过螺栓固定。
技术总结
本实用新型涉及一种螺杆挤出机的口型结构,包括机头体,所述机头体内设有流道体,机头体的端部通过压紧套固定安装调整套;所述调整套内设有机芯和口型,所述机芯的内端与流道体螺接;所述调整套的端部螺纹连接调节螺母,调节螺母的内侧抵住口型,通过转动调节螺母能够改变口型与机芯之间的开口尺寸从而调整挤出物料的壁厚;所述机芯的出口段设有用于提高物料挤出圆整度的过渡台阶。本实用新型将口型长度缩短,从而使内部锥角变大,同时将机芯的长度缩短,口型锥角角度变大,提高了光滑度和压出速度,半成品表面越光滑,致密性越好。致密性越好。致密性越好。
技术研发人员:丁日成 陈龙 李忠涛
受保护的技术使用者:无锡二橡胶股份有限公司
技术研发日:2020.12.07
技术公布日:2021/10/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1