挤出熔体中无表面破裂的线性低密度聚乙烯(LLDPE)的方法与流程
挤出熔体中无表面破裂的线性低密度聚乙烯(lldpe)的方法
技术领域
1.挤出聚乙烯及相关方面。
2.前言
3.在所述领域中或关于所述领域的专利和专利申请公开案包括us2991508、 us3920782、us4267146、us4282177、us4348349、us4360494、us4859398、 us5089200、us5320798、us6017991、us6187397、us6552129、us6474969b1,以及us7632086b2。
4.表面熔体破裂问题已经以多种方式解决。这些方式包括改变模具的设计、向熔体添加聚合物加工助剂,或将熔体的温度保持在最大值以下(例如,低于约200℃)。另一种方式是将模具的模具出口区域的温度保持在高于聚合物整体熔体温度的温度。例如,模具出口区域的温度可以保持在比整体熔体温度高30 ℃
‑
170℃的温度,并且聚合物的熔体通过模具以小于1,000s
‑1的剪切速率和约 0.4mpa的剪切应力挤出。
5.chambon等人的us5320798中提到某些聚乙烯经历的表面熔体变形是通过挤出机模具挤出以形成聚乙烯粒料的聚乙烯熔体的剪切速率和剪切应力的独立函数。剪切速率和/或剪切应力越高,挤出物表面的问题就越明显。随着通过模具挤出的聚合物的剪切速率增加,会发生几种转变。在低剪切速率(例如,小于1,000s
‑1)下,挤出物是光滑的。随着剪切速率的增加,挤出物表面变得无光泽,然后变形,形成“鲨鱼皮”表面。在高剪切速率(通常大于每秒1,000,甚至大于2,000s
‑1)下,hdpe(高密度聚乙烯)挤出物上的“鲨鱼皮”区域会经历“滑移转变”,转化为滑移或快速
‑
移动的波浪形挤出物表面。chambon(尚邦)等人相信ldpe(低密度聚乙烯)确实经历了典型的滑粘转变,如果发生了,则它的剪切速率大大高于2,000s
‑1。当剪切应力超过约0.2mpa时,挤出物表面问题更严重。在0.5mpa或更高的剪切应力下,表面熔体破裂会导致挤出物表面呈波浪状和扭曲。
6.低密度聚乙烯(ldpe)的结构、组成和流变(熔体流动)特性与线性低密度聚乙烯(lldpe)不同。就结构差异而言,ldpe具有长支链,而lldpe基本上不含长支链。lldpe具有大量短支链,而ldpe具有较少的短支链。就组成而言,ldpe具有相对较宽的分子量分布(较大的m
w
/m
n
值),而lldpe具有较窄的分子量分布(较小的m
w
/m
n
值)。这些结构和组成差异导致ldpe的流变(熔体流动)特性与lldpe的流变特性显著不同。因此,无法根据ldpe的表面熔体破裂性能对lldpe的表面熔体破裂性能进行预测。
技术实现要素:
7.我们发现了线性低密度聚乙烯(lldpe)的表面熔体破裂问题。我们发现 lldpe会发生滑粘转变,并在超过每秒2,000(s
‑1)的剪切速率和约0.2兆帕 (mpa)的剪切应力下转化为滑移或快速移动的波浪形挤出物表面。然而,令人惊讶的是,当剪切应力高于0.4mpa,甚至高于0.5mpa,且剪切速率高于1,100 s
‑1时,问题并没有更严重。在后者的高能剪切应力状态下,出乎意料地形成了无表面熔体破裂(smf)的光滑表面lldpe挤出物。
8.我们提供了一种挤出无表面熔体破裂的线性低密度聚乙烯(lldpe)熔体的方法。所述方法包括将lldpe的熔体加热到190.0
‑
260.0摄氏度的温度;通过模具将加热的熔体以
每秒1,100
‑
7,000的剪切速率和大于0.40兆帕的剪切应力挤出,从而形成无表面熔体破裂的聚乙烯挤出物。
附图说明
9.图1:在比较性低剪切速率值(小于1,000s
‑1)和低剪切应力值(小于0.3mpa) 下产生的比较性lldpe挤出物股线的黑白照片。此股线具有与不存在表面熔体破裂一致的光滑表面。
10.图2:在比较性中等剪切速率值(1,000
‑
2,500s
‑1)和中等剪切应力值(0.3
‑
0.4 mpa)下产生的比较性lldpe挤出物股线的黑白照片。由于表面熔体破裂,股线具有粗糙、不规则的表面。
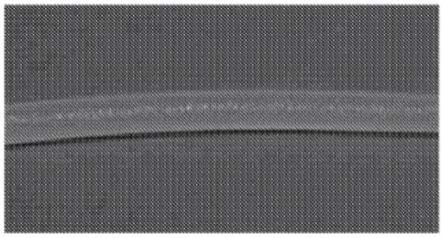
11.图3:在本发明的高剪切速率值(2,601
‑
7,000s
‑1)和高剪切应力值(0.41
‑
0.6 mpa)下产生的本发明lldpe挤出物股线的黑白照片。此股线具有与不存在表面熔体破裂一致的光滑表面。
12.图4:在中等剪切速率值(1,000
‑
2,500s
‑1)和本发明高剪切应力值(0.41
‑
0.6 mpa)下产生的本发明lldpe挤出物粒料的黑白照片。这些粒料具有与不存在表面熔体破裂一致的光滑表面。
具体实施方式
13.提供了一种挤出无表面熔体破裂的线性低密度聚乙烯(lldpe)熔体的方法。为了便于参考,对所述方法的一些方面进行了编号。
14.方面1.一种挤出线性低密度聚乙烯(lldpe)熔体以形成无表面熔体破裂的lldpe挤出物的方法,所述方法包括将线性低密度聚乙烯熔体加热至 190.0
‑
260.0摄氏度(℃)的温度;通过模具将加热的熔体以每秒1,101
‑
7,000(s
‑1) 的剪切速率和大于0.41兆帕(mpa)的剪切应力挤出,从而形成无表面熔体破裂的线性低密度聚乙烯挤出物。
15.方面2.方面1的方法,其中lldpe熔体温度选自:190.0
°‑
226.0℃;206
°‑
234.0℃;以及226
°‑
254℃。
16.方面3.方面1或2的方法,其中剪切速率选自:1,210
‑
1,840s
‑1;1,850
‑
2,500 s
‑1;2,650
‑
4,490s
‑1;以及4,500
‑
6,900s
‑1。
17.方面4.方面1至3中任一个的方法,其中剪切应力选自:0.43
‑
0.49、0.44
‑
0.55、 0.56
‑
0.70mpa:以及0.71
‑
1.0mpa。
18.方面5.方面1至4中任一个的方法,其特征在于限制(i)至(iv)中的任一个:(i)lldpe熔体的温度为190.0
°‑
226℃,剪切速率为1,201
‑
1,830s
‑1,且剪切应力为0.47
‑
0.49mpa;(ii)lldpe熔体的温度为206
°‑
214℃,剪切速率为3,601
‑
4,500 s
‑1,且剪切应力为0.47
‑
0.55mpa;(iii)lldpe熔体的温度为226
°‑
234℃,剪切速率为3,201
‑
3,500s
‑1,且剪切应力为0.47
‑
0.53mpa;(iv)lldpe熔体的温度为 246
°‑
254℃,剪切速率为2,601
‑
3,600s
‑1,且剪切应力为0.44
‑
0.57mpa。
19.方面6.方面1至5中任一个的方法,其中(i)模具保持在140
°‑
240.0℃的温度;(ii)模孔直径为0.5
‑
1.4毫米(mm);或(iii)(i)和(ii)两者。
20.方面7.方面1至5中任一个的方法,其中lldpe的特征在于限制(a)至(e) 中的任一
个:(a)每10分钟0.5
‑
1.4克的熔体指数(i2,190℃,2.16kg)(g/10分钟),或者0.9
‑
1.1g/min.;(b)2.3
‑
4.4,或者2.3
‑
2.7,或者3.5
‑
4.4的分子量分布 (m
w
/m
n
);(c)(a)和(b)两者;(d)以每1,000个碳原子少于0.008个长支链(lcb) 为特征的长链支化;以及(e)(d)和(a)至(c)中的任何一个。m
w
是重均分子量,m
n
是数均分子量,且比例m
w
/m
n
也称为分子质量分布。熔体指数由后述的熔体指数确定,而m
w
和m
n
由后述的gpc法确定。lcb根据us 9273170 b2第45栏第14
‑
44行中提到的zimm
‑
stockmayer法测量。
21.方面8.方面1至7中任一个的方法,还包括将lldpe挤出物切割成具有无表面熔体破裂的表面的粒料。所述方法还可以包括将lldpe挤出物在水下造粒,以制备无表面熔体破裂的lldpe粒料。所述方法还可以包括将lldpe粒料干燥,以从中除去水。另一个优点是通过所述方法形成的lldpe粒料可具有减少量的细粒或不含细粒。
22.在一些方面,所述方法的特征可以在于剪切应力和剪切速率之间的关系。所述关系可以根据数学方程(i)定义:剪切应力>50*(1/(剪切速率))+q(i);其中 q为0.35,或者0.40;且其中>表示大于,*表示乘法,/表示除法,且+表示加法。在一些方面,q最多为0.60。
23.具有表面熔体破裂(smf)的lldpe挤出物的表面可被描述为粗糙的脊状不规则表面。当聚合物挤出物在某些条件下穿过模孔时,就会出现这些缺陷。挤出物表面缺陷可以用肉眼辨别。
24.具有无表面熔体破裂(smf)的光滑表面的lldpe挤出物的表面可被描述为lldpe挤出物,其在穿过模孔后,当用肉眼观察时不显示任何可辨别的表面缺陷。
25.相对于常规剪切速率,本发明的剪切速率范围被认为是中等(1,000
‑
2,500 s
‑1)或高(2,500
‑
7,000s
‑1)。相对于常规剪切应力,本发明的剪切应力范围(≥0.41 mpa,例如,从0.41到0.60)是较高的。
26.所述方法可以使用用于通过模孔挤出lldpe熔体的任何合适的机器来进行。合适机器的实施例是挤出机和毛细管流变仪。挤出机可以是用于挤出聚乙烯的任何设备。挤出机还可以包括用于将挤出的聚乙烯在水下造粒的水下造粒设备。挤出机/水下造粒机组件可以是可从coperion corporation(科倍隆公司) 购得的双螺杆挤出机。
27.所述方法在不改变模具设计、向lldpe熔体中添加聚合物加工助剂、抑制熔体温度,或控制模具出口区域的温度的情况下,对于避免lldpe挤出物的表面熔体破裂是有效的。
28.lldpe挤出物上是否存在表面熔体破裂可以使用稍后描述的表面熔体破裂测试方法来确定。
[0029]“挤出物”通常是指已经通过模具挤出的材料。挤出物可以是液体(熔体)、糊状物(部分固化的熔体)或固体的形式。通过将熔体冷却的后续步骤来制备固体。
[0030]
lldpe挤出物是通过模具挤出的线性低密度聚乙烯材料。lldpe挤出物可以是通过将挤出物冷却的后续步骤制备的液体(熔体)、糊状物或固体的形式。 lldpe挤出物和形成它的lldpe熔体可以不含添加剂。或者,lldpe挤出物和形成它的lldpe熔体可任选地包含一种或多种添加剂。此类添加剂的实施例是抗氧化剂、着色剂(例如,炭黑)、填料(例如,疏水表面处理的气相二氧化硅),以及稳定剂(例如,保护lldpe免受紫外线影响的受阻胺稳定剂)。添加剂,当存在时,可以独立地占lldpe挤出物和形成它的lldpe熔体的0.01
‑
5 重量百分比(wt%)(例如,稳定剂和抗氧化剂)或5
‑
75wt%(填料和着色剂),这取决于添加剂。
lldpe挤出物可以不含其他聚烯烃聚合物,诸如,ldpe、中等密度聚乙烯、高密度聚乙烯、乙烯/不饱和羧酸酯共聚物,以及聚丙烯。lldpe 挤出物可以不含非聚烯烃聚合物,诸如,聚苯乙烯、烷基腈橡胶、聚酯,以及聚酰胺。
[0031]
一般定义:替代地在一个不同的实施例之前。环境温度或室温:23℃
±
1℃,除非另有说明。方面:发明的实施例。包括编号和未编号的方面。astm:标准组织,位于美国宾夕法尼亚州西康舍霍肯的astm国际(astm international, west conshohocken,pennsylvania,usa)。比较性实施例用于比较,不应被视为现有技术。不含或缺少意指完全不存在;或者不可检测。iupac是国际理论与应用化学联合会(international union of pure and applied chemistry)(美国北卡罗来纳州三角研究园的iupac秘书处(iupac secretariat,research triangle park, north carolina,usa))。可以赋予准许的选项,而不是强制的。可操作的:功能上有能力或有效。任选的(任选地):不存在(或排除),或者存在(或包括)。范围:包括端点、子范围和其中包含的整数值和/或分数值,除整数范围不包括分数值之外。
[0032]
密度:根据astm d792
‑
13,《通过位移进行的塑料的密度和比重(相对密度)的标准测试方法,方法b(standard test methods for density and specificgravity(relative densi切of plastics by displacement,method b)》(用于测试除水之外的液体中的固体塑料,例如,在液体2
‑
丙醇中)测量。单位为克每立方厘米(g/cm3)。
[0033]
凝胶渗透色谱(gpc)测试方法:重均分子量测试方法:使用在高温凝胶渗透色谱仪(htgpc,聚合物实验室(polymer laboratories))上获得的色谱图确定m
w
、数均分子量(m
n
)和m
w
/m
n
。htgpc配备有传输线、差示折光率检测器(dri)和三个聚合物实验室plgel 10μm mixed
‑
b柱,全部都装在维持在160℃下的烘箱中。方法使用由被bht处理的tcb构成的标称流动速率为1.0 毫升/分钟(ml/min.)和标称注入体积为300微升(μl)的溶剂。通过将6克丁基化羟基甲苯(bht,抗氧化剂)溶解在4升(l)试剂级1,2,4
‑
三氯苯(tcb) 中,并且通过0.1微米(μm)teflon过滤器过滤所得溶液以得到溶剂来制备溶剂。在溶剂进入htgpc仪器之前,用在线脱气器对溶剂进行脱气。用一系列单分散聚苯乙烯(ps)标准物对柱进行校准。单独地,通过在160℃下在已知体积的溶剂中加热已知量的测试聚合物并连续摇动2小时以得到溶液来制备溶解在溶剂中的已知浓度的测试聚合物。(通过重量分析测量所有量。)测试聚合物的目标溶液浓度c为0.5毫克聚合物/毫升溶液(mg/ml)至2.0毫克聚合物/毫升溶液,其中较低浓度c用于较高分子量聚合物。在运行每个样品之前,吹扫 dri检测器。然后,将装置中的流动速率增加到1.0ml/min/,并且在注入第一样品之前使dri检测器可以稳定8小时。使用与柱校准的通用校准关系计算m
w
和m
n
。用以下等式计算每个洗脱体积下的mw:其中下标“x”代表测试样品,下标“ps”代表ps标准物,a
ps
=0.67、k
ps
=0.000175以及a
x
和k
x
获自所公布的文献。对于聚乙烯,ax/kx=0.695/0.000579。对于聚丙烯,ax/kx=0.705/0.0002288。在所得色谱图中的每个点处,使用以下等式由减去基线的dri信号i
dri
计算浓度c: c=k
dri
i
dri
/(dn/dc),其中k
dri
为通过对dri进行校准确定的常数,/表示除法,并且dn/dc为聚合物的折光率增量。对于聚乙烯,dn/dc=0.109。由浓度色谱法色谱图的洗脱体积处的积分面积和注入质量的比率计算聚合物质量回收率,所述注入质量等于预定浓度乘以注入环路体积。除非另外指出,否则以克/摩
尔 (g/mol)为单位报告所有分子量。关于确定mw、mn、mwd的方法的另外细节描述于us 2006/0173123第24
‑
25页段落[0334]至[0341]中。y轴上的 dw/dlog(mw)对x轴上的log(mw)的曲线图给出gpc色谱图,其中log(mw) 和dw/dlog(mw)如上文所定义。
[0034]
长链支化(lcb)测试方法:根据us 9273170 b2第45栏第14至44行中提到的zimm
‑
stockmayer法测量lcb。
[0035]
熔体指数(“i
2”):根据astm d1238
‑
13,使用之前称为“条件e”的190 ℃./2.16kg的条件进行测量。单位为克/10分钟(g/10min.)。
[0036]
表面熔体破裂测试方法:使用包括挤出机和毛细管流变仪的挤出操作系统来证明表面熔体破裂并确定lldpe在何种剪切应力条件下会发生表面熔体破裂。挤出操作系统包括用于将相对量的lldpe和添加剂组分进料到挤出机的进料系统。挤出机使lldpe熔融,将所得的熔融lldpe和添加剂混合在
‑
起,然后将lldpe
‑
添加剂熔融混合物输送通过熔体泵、换网器、通过转向阀系统,然后进入模板支架。模板支架将lldpe
‑
添加剂熔体混合物分配到模具的模孔中。lldpe
‑
添加剂熔体混合物作为熔融lldpe挤出物的股线离开模孔。熔融的lldpe挤出物股线被引导到水浴中,在此冷却和固化。对固化的股线进行取样(切出一段实心股线),并表征样品是否存在由表面熔体破裂引起的显而易见的表面缺陷。所述方法用于制备图1至图3所示的股线。可以使用水下造粒系统将剩余的lldpe挤出物固化股线切割成粒料。股线或粒料的表面可以表征为“光滑”或“粗糙”或“不规则”。光滑意味着没有肉眼可见的显而易见的表面缺陷,诸如,脊,因此没有发生表面熔体破裂。图1、图3和图4所示的表面是光滑的。粗糙或不规则是指肉眼可见的显而易见的表面缺陷,诸如,脊,因此发生了表面熔体破裂。图2所示的表面是粗糙或不规则的。
[0037]
在另一方面,使用水下造粒机将离开模具的lldpe
‑
添加剂熔体混合物挤出物直接切割成粒料。
[0038]
在另一方面,离开模具的lldpe
‑
添加剂熔体混合物挤出物被切割为热熔体并投入冷却水浴中。
[0039]
在另一方面,将lldpe
‑
添加剂熔体混合物挤出物成形为制成产品,诸如,薄膜。
[0040]
实施例
[0041]
用于研究表面熔体破裂的树脂是齐格勒
‑
纳塔(zn)催化剂制造的线性低密度聚乙烯(“lldpe
‑
zn”)和茂金属(mcn)
‑
催化剂制造的线性低密度聚乙烯 (“lldpe
‑
mcn”)。
[0042]
表1列出了树脂特性和使用的不同剪切应力条件(温度和剪切速率)。在这些剪切应力条件中的每一种条件下收集lldpe挤出物样品,并分析和评估它们是否存在表面不规则性或发生了表面熔体破裂。树脂、它们的熔体指数和 mw/mn,以及比较性实施例和本发明实施例中使用的挤出条件的范围报告于表 1中。
[0043]
表1:比较性实施例或本发明实施例中使用的树脂和挤出条件。
[0044]
树脂lldpe
‑
znlldpe
‑
mcn聚乙烯i2(190℃,2.16kg)(g/10min.)1.01.0聚乙烯m
w
/m
n
(gpc)4.02.5毛细管模具直径(mm)1.01.0使用的熔体温度(℃.)210,230,250210,230,250使用的剪切速率(s
‑1)30
‑
4,50030
‑
4,500
使用的剪切应力(mpa)0.25
‑
0.540.25
‑
0.54制成的最终产品的形式粒料粒料
[0045]
使用上述材料和表面熔体破裂测试方法,表面熔体破裂的研究分两部分进行:1.产生lldpe股线;和2.产生lldpe粒料。
[0046]
第1部分:产生lldpe股线。比较性实施例1至7(ce1至ce7)和本发明实施例1至6(ie1至ie6)。
[0047]
比较性实施例1(ce1):在常规低剪切速率(小于1,000s
‑1)和低剪切应力 (小于0.3mpa)下产生比较性lldpe挤出物。在ce1中,lldpe
‑
mcn聚合物的熔体在210℃的温度下以120s
‑1的剪切速率和0.258mpa的剪切应力挤出。 ce1的比较性lldpe挤出物固化为股线,且其表面的特征如图1的黑白照片所示。用肉眼可以看出,比较性挤出物具有与不存在表面熔体破裂一致的光滑表面。表格结果见表2。
[0048]
比较性实施例2(ce2):在中等剪切速率(1,000
‑
2,500s
‑1)和中等剪切应力(0.3
‑
0.4mpa)下产生比较性lldpe挤出物。在ce2中,lldpe
‑
mcn聚合物的熔体在210℃的温度下以281s
‑1的剪切速率和0.364mpa的剪切应力挤出。 ce2的比较性lldpe挤出物固化为股线,且其表面的特征如图2的黑白照片所示。用肉眼可以看出,比较性挤出物具有粗糙、不规则的表面,这是由于挤出过程中发生表面熔体破裂造成的。表格结果见表2。
[0049]
比较性实施例3至7(ce3至ce7):除了使用表2所示的lldpe、熔体温度、中等剪切速率值以及中等剪切应力值外,重复ce2的流程。
[0050]
表2:比较性实施例1至7:以低剪切速率/低剪切应力(ce1)、低剪切速率/中等剪切应力(ce2至ce6),或中等剪切速率/中等剪切应力(ce7)制成的股线。
[0051][0052]
表2中的比较性数据将在后面讨论。
[0053]
本发明实施例1(ie1):在本发明的高剪切速率值(2,601
‑
7,000s
‑1)和高剪切应力
值(0.41
‑
0.6mpa)下产生本发明的lldpe挤出物。在ie1中,lldpe
‑
mcn 聚合物的熔体在210℃的温度下以3,777s
‑1的剪切速率和0.539mpa的剪切应力挤出。本发明的ie1的lldpe挤出物固化为股线,且其表面的特征如图3的黑白照片所示。用肉眼可以看出,本发明的挤出物具有与不存在表面熔体破裂一致的光滑表面。如通过与ce2的比较所示,鉴于现有技术,此结果是出乎意料的。表格结果见表3。
[0054]
本发明实施例2至6(ie2至ie6):除了使用表3中所示的lldpe、熔体温度、高剪切速率以及高剪切应力之外,重复ie1的流程。
[0055]
表3:本发明实施例1至6:以高剪切速率/高剪切应力制成的股线。
[0056][0057]
将表2中的比较性数据与表3中的本发明数据进行比较,当剪切应力小于 0.4mpa时(表2),lldpe的lldpe挤出物股线在高于200s
‑1的剪切速率下经历滑粘转变并转化为滑移或快速移动的波浪形挤出物表面(表面熔体破裂)。然而,在高于2,500s
‑1的高剪切速率和超过0.4mpa的高剪切应力下,问题没有变得更严重,而是令人惊讶且有利地形成了本发明的无表面熔体破裂(smf) 的光滑表面聚乙烯挤出物股线(表3)。
[0058]
第2部分:产生lldpe粒料。本发明实施例7至9(ie7至ie9)。
[0059]
本发明实施例7至9(ie7至ie9):在本发明的中等剪切速率(1,000
‑
2,500 s
‑1)和高剪切应力(0.41
‑
0.6mpa)下产生本发明的lldpe挤出物。除了使用 lldpe、熔体温度、高剪切速率值以及高剪切应力值之外,重复ie1的流程,并使用水下造粒机将离开模具的熔融lldpe挤出物直接切割成粒料。表征 lldpe粒料的表面。结果报告于表4中。
[0060]
表4:本发明实施例7至9:在中等剪切速率/高剪切应力下制备的粒料。
[0061][0062]
将表2中的比较性数据与表4中的本发明数据进行比较,当剪切应力小于 0.4mpa时(表2),lldpe的挤出物在高于200s
‑1的剪切速率下经历滑粘转变并转化为滑移或快速移动的波浪形挤出物表面(发生了表面熔体破裂)。然而,在中等剪切速率(1,000
‑
2,500s
‑1)或高剪切速率(2,600
‑
5,000s
‑1)和大于0.4mpa 的高剪切应力下,问题没有变得更严重,而是
有利地形成了无表面熔体破裂 (smf)的本发明的光滑表面聚乙烯挤出物粒料(表4)。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1