树脂制容器的吹塑成型装置以及吹塑成型方法与流程
1.本发明涉及树脂制容器的吹塑成型装置以及吹塑成型方法。
背景技术:
2.以往,作为树脂制容器的制造装置之一,已知有热型坯式的吹塑成型装置。热型坯式的吹塑成型装置是利用预塑型坯的注射成型时的保有热来对树脂制容器进行吹塑成型的结构,与冷型坯式相比,在能够制造多样且外观美感优异的树脂制容器这一点上是有利的。
3.例如,关于热型坯式的吹塑成型周期,以缩短成型周期为目的而提出了各种方案。为了缩短这些成型周期,提出了缩短作为限速阶段的预塑型坯的注射成型时间(注射模具中的预塑型坯的冷却时间),在注射成型后的下游工序中进行高热的预塑型坯的追加冷却的方案(例如参照专利文献1)。还已知有如下方式:在注射成型后的下游工序中进行高热的预塑型坯的追加冷却时,使预塑型坯的外周面与冷却模具接触而进行热交换,并且在预塑型坯内流通压缩空气而进行冷却。
4.另外,在吹塑成型装置中,还提出了回收用于树脂制容器的赋形的吹塑空气,作为致动器的工作空气进行再利用的结构(例如参照专利文献2、3)。现有技术文献专利文献
5.专利文献1:日本特许第6505344号公报专利文献2:日本特许第5725643号公报专利文献3:日本特许第3666124号公报
技术实现要素:
发明所要解决的课题
6.若在注射成型后的下游工序使用压缩空气进行预塑型坯的追加冷却,则能够以较短的周期进行高品质的容器的成型,但吹塑成型装置中的压缩空气的使用量相应地增加。因此,由于产生供给压缩空气的压缩机的运转率增加、增设等,有可能无法充分获得成型周期的缩短所带来的制造成本的降低的优点。
7.因此,本发明是鉴于这样的课题而完成的,其目的在于提供一种吹塑成型装置,在注射成型后的下游工序中使用压缩空气进行预塑型坯的追加冷却的情况下,能够抑制运转成本。用于解决课题的技术方案
8.本发明的一个方式为,具备:注射成型部,其对有底形状的树脂制的预塑型坯进行注射成型;温度调整部,其对注射成型后的预塑型坯供给冷却用空气而进行预塑型坯的温度调整;吹塑成型部,其利用吹塑空气对温度调整后的预塑型坯进行吹塑成型来制造树脂制容器;空气罐,其向温度调整部供给冷却用空气;以及回收部,其将从吹塑成型部排出的
吹塑空气回收到空气罐。发明效果
9.根据本发明的一个方式,在注射成型后的下游工序中使用压缩空气进行预塑型坯的追加冷却的情况下,能够抑制吹塑成型装置的运转成本。
附图说明
10.图1是示意性地表示本实施方式的吹塑成型装置的结构的图。图2是表示吹塑成型装置的空气压力回路的例子的图。图3是表示吹塑成型方法的工序的图。图4是表示与图3的期间p中的吹塑成型部以及温度调整部的动作相关的压缩空气的压力变化的曲线图。图5是表示温度调整部的变形例的空气压力回路的图。
具体实施方式
11.以下,参照附图对本发明的实施方式进行说明。在实施方式中,为了容易理解说明,对本发明的主要部分以外的构造、要素进行简化或省略来说明。另外,在附图中,对相同的要素标注相同的附图标记。此外,附图所示的各要素的形状、尺寸等是示意性地示出的,并不表示实际的形状、尺寸等。
12.图1是示意性地表示本实施方式的吹塑成型装置20的结构的图。本实施方式的吹塑成型装置20是不将预塑型坯11冷却至室温而利用注射成型时的保有热(内部热量)对容器进行吹塑成型的热型坯方式(也称为一步方式)的装置。
13.吹塑成型装置20具备注射成型部21、温度调整部22、吹塑成型部23、取出部24以及输送机构26。注射成型部21、温度调整部22、吹塑成型部23以及取出部24配置于以输送机构26为中心每次旋转给定角度(例如90度)的位置。
14.(输送机构26)输送机构26具备以图1的纸面垂直方向的轴为中心旋转的旋转板(移送板,未图示)。在旋转板上,每隔给定角度分别配置有1个以上的保持预塑型坯或树脂制容器(以下,简称为容器)的颈部的未图示的颈模。旋转板既可以是单一的圆盘状部件且在各成型工位的对应位置配置颈模的结构,也可以是由按每个成型工位分开的多个扇状部件(分割板)构成且按每个扇状部件配置唇模的结构。输送机构26具备未图示的旋转机构和升降机构(模开闭机构)以及颈部开模机构。输送机构26的旋转机构通过使旋转板旋转,从而按照注射成型部21、温度调整部22、吹塑成型部23、取出部24的顺序输送由颈模保持颈部的预塑型坯(或容器)。输送机构26的升降机构使旋转板升降,也进行注射成型部21中的预塑型坯的闭模、开模(脱模)所涉及的动作。
15.(注射成型部21)注射成型部21具备分别省略图示的注射腔模、注射芯模,制造预塑型坯。在注射成型部21连接有供给作为预塑型坯的原材料的树脂材料的注射装置25。
16.在注射成型部21中,将上述的注射腔模、注射芯模、输送机构26的颈模27闭模而形成预塑型坯形状的模空间。然后,通过将树脂材料从注射装置25流入这样的预塑型坯形状
的模空间内,从而利用注射成型部21制造预塑型坯。在此,预塑型坯的整体形状是一端侧开口,另一端侧封闭的有底圆筒形状。在预塑型坯的开口侧的端部形成有颈部。
17.另外,容器以及预塑型坯的材料是热塑性的合成树脂,可以根据容器的用途适当选择。作为具体的材料的种类,例如,可以列举pet(聚对苯二甲酸乙二醇酯)、pen(聚萘二甲酸乙二醇酯)、pcta(聚对苯二甲酸环己烷二甲醇酯)、tritan(tritan(注册商标):eastman chemical公司制造的共聚酯)、pp(聚丙烯)、pe(聚乙烯)、pc(聚碳酸酯)、pes(聚醚砜)、ppsu(聚苯砜)、ps(聚苯乙烯)、cop/coc(环状烯烃系聚合物)、pmma(聚甲基丙烯酸甲酯:丙烯酸)、pla(聚乳酸)等。
18.此外,在进行了注射成型部21的开模时,也不利用输送机构26的颈部开模机构使颈模开放,输送机构26原样保持预塑型坯并进行输送。由注射成型部21同时成型的预塑型坯的数量(即,能够由吹塑成型装置20同时成型的容器的数量)能够适当设定。
19.(温度调整部22)温度调整部22进行由注射成型部21制造的预塑型坯的均温化、偏温除去,将预塑型坯的温度调整为适于最终吹塑的温度(例如约90℃~105℃)。另外,温度调整部22还承担对注射成型后的高温状态的预塑型坯进行冷却的功能。
20.温度调整部22具备能够收容预塑型坯的腔模(未图示)、用于相对于预塑型坯的内部导入/排出压缩空气的第一空气流路以及第二空气流路(均在图1中未图示)。温度调整部的腔模具有与由注射成型部21制造的预塑型坯大致相同形状的温度调节空间。腔模通过与温度调整介质的热交换而将温度调节空间的温度保持为给定的温度。
21.温度调整部22的第一空气流路例如与插入预塑型坯内的空气导入部件连接,与预塑型坯的底部侧连通。第二空气流路例如构成为在预塑型坯的颈部侧与预塑型坯内的空间连通。第一空气流路和第二空气流路的结构也可以相反。
22.在温度调整部22的冷却吹塑(使预塑型坯内连续地流动常温(20℃)以下的压缩空气,通过压缩空气的对流从内面侧冷却预塑型坯的工艺)中,从第一空气流路向预塑型坯内导入压缩空气(冷却用空气),从第二空气流路排出冷却用空气。另外,在温度调整部22中,也可以在进行上述的冷却吹塑的前后,进行用于使预塑型坯与腔模的内壁紧贴的预吹塑(在吹塑成型前,使预塑型坯暂时膨胀为比容器小的尺寸的工艺)。
23.(吹塑成型部23)吹塑成型部23对由温度调整部22进行温度调整后的预塑型坯进行吹塑成型,制造容器。吹塑成型部23具备作为与容器的形状对应的一对分型模的吹塑腔模、延伸杆、空气导入部件(均未图示)、用于从容器内排出吹塑空气的排出路(在图1中未图示)。吹塑成型部23一边对预塑型坯进行拉伸一边进行吹塑成型。由此,能够将预塑型坯赋形为吹塑腔模的形状而制造容器。
24.(取出部24)取出部24构成为将由吹塑成型部23制造的容器的颈部从颈模开放,将容器向吹塑成型装置20的外部取出。
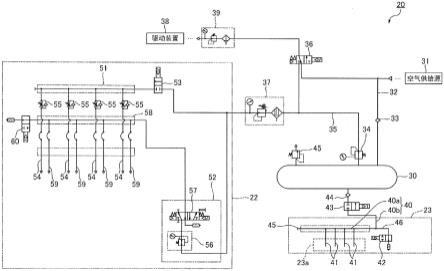
25.(关于吹塑成型装置的空气压力回路)图2是表示吹塑成型装置20的空气压力回路的例子的图。在图2中,为了简单,省略了向吹塑成型部23供给容器赋形用的吹塑空气(比后述的空气供给源31的空气高压的空气)的部分(高压空气供给源等)的图示。
26.在本实施方式的吹塑成型装置20中,在向吹塑成型部23供给后从容器排出的吹塑空气的一部分被回收到空气罐30,该回收空气作为向温度调整部22供给的压缩空气而被再利用。另外,回收到空气罐30的回收空气也被供给到驱动吹塑成型装置20的各种空气压力驱动装置(以下,简称为驱动装置)38,也作为驱动装置38的工作空气而被再利用。
27.吹塑成型装置20具备用于向温度调整部22、驱动装置38供给压缩空气(冷却用空气、预吹塑用空气、工作空气)的空气罐30。空气罐30经由具有止回阀33的第一配管32与空气供给源31(例如,空气压缩机)连接,接受从空气供给源31供给的低压的压缩空气(低压供给空气)。与空气供给源31连接的第一配管32在中途分支,也与后述的切换阀(第三方向控制阀)36连接。
28.空气罐30与具有第一减压阀34的第二配管35连接。第二配管35分支为2个,一方与切换阀36连接,另一方经由第二减压阀37与温度调整部22连接。此外,第一减压阀34承担将在第二配管35中流动的压缩空气减压至给定的设定压力的功能。第二减压阀37承担将朝向温度调整部22的冷却用空气减压至给定的设定压力的功能。
29.在此,切换阀36是以第一配管32(来自空气供给源31的流动)以及第二配管35(来自空气罐30的流动)为输入、以各种驱动装置38为输出的方向控制阀。切换阀36通过阀的切换控制,能够将空气罐30的回收空气或来自空气供给源31的低压供给空气中的任一方的压缩空气作为工作空气而供给到驱动装置38。另外,在切换阀36与驱动装置38之间,设置有在向驱动装置38供给的工作空气未被减压至设定压力的情况下进行减压的第三减压阀39。
30.另外,在空气罐30连接有回收从吹塑成型部23的容器排出的吹塑空气的回收管40。此外,用于对容器进行赋形的吹塑空气的压力(例如,2.0mpa~3.5mpa)与温度调整部22的冷却用空气的压力(例如,0.3mpa~0.8mpa)、空气供给源31(例如,1.2mpa~1.5mpa)相比为高压。回收管40具有第一回收管40a和第二回收管40b。第一回收管40a与使从未图示的高压空气供给源供给的吹塑空气流通的供给路45连接。而且,第一回收管40a分别与按照吹塑成型部23的每个吹塑腔模23a配置的多个(在图2中为4个)供排路41连接。供排路41兼具使吹塑空气向吹塑腔模23a侧流动的供气路的功能、使容器的吹塑空气向第一回收管40a流动的排出路的功能。第一回收管40a兼具使来自供给路45的吹塑空气向吹塑腔模23侧流动的供气路的功能、使从容器排出的吹塑空气向空气罐30侧流动的回收路的功能。第二回收管40b与空气罐30连接。由此,回收管40能够接受在容器的赋形时从各容器排出的吹塑空气而回收到空气罐30。
31.吹塑成型部23中的回收管40的管路在中途分支,一方的管路(第一回收管40a)与用于使吹塑空气向大气开放的排出路46以及排出阀(第四方向控制阀)42连接。另外,回收管40的分支的另一方的管路(第一回收管40b)与空气罐30连接。在该另一方的管路,从吹塑成型部观察依次设置有:对相对于空气罐30从容器排出的吹塑空气的供给和供给停止进行切换的回收阀(第五方向控制阀)43;以及防止来自空气罐30的逆流的止回阀44。回收管40以及回收阀43是回收部的一例。
此外,在空气罐30还设置有在空气罐30内的压力超过给定的上限值时开阀而向外部释放压力的溢流阀45。
32.另一方面,温度调整部22的空气压力回路如以下那样构成。在温度调整部22中,第二配管35分支为2个,分别与温度调整部22的冷却用空气供给部51和预吹塑控制部52连接。
33.冷却用空气供给部51具有切换冷却用空气的供给和停止的第一方向控制阀53。冷却用空气供给部51分别与按照温度调整部22的每个腔模配置的多个第一空气流路54连接。各个第一空气流路54具有速度控制器(流量控制阀)55,能够分别向预塑型坯适当变更流量地导入冷却用空气。
34.预吹塑控制部52具有将压缩空气减压至预吹塑的设定压力的第四减压阀56、以及切换预吹塑用空气(压缩空气)的供给和停止的第二方向控制阀57。预吹塑控制部52与温度调整部22的冷却用空气排出部(预吹塑用空气供给部)58连接。冷却用空气排出部58分别与按照温度调整部22的每个腔模配置的多个第二空气流路59连接。另外,冷却用空气排出部58与用于将冷却用空气向大气开放的排出阀(第六方向控制阀)60连接。
35.在此,在由温度调整部22进行冷却吹塑的情况下,预吹塑控制部52的第二方向控制阀57成为关闭的状态。此时,第二配管35与冷却用空气排出部58不连通,另一方面,冷却用空气排出部58与第二方向控制阀57的排出口连通。并且,冷却用空气供给部51的第一方向控制阀53和冷却用空气排出部58的排出阀60均成为打开的状态。由此,通过了冷却用空气供给部51的冷却用空气经由第一空气流路54被导入预塑型坯。并且,冷却用空气经由第二空气流路59向冷却用空气排出部58流出而向大气开放。并且,冷却用空气经由第二方向控制阀57向大气流出。其结果,能够抑制向预塑型坯导入的冷却用空气的背压,能够提高预塑型坯的冷却效率。
36.另一方面,在由温度调整部22进行预吹塑的情况下,冷却用空气供给部51的第一方向控制阀53和冷却用空气排出部58的排出阀60均成为关闭的状态。而且,预吹塑控制部52的第二方向控制阀57成为打开的状态(第二配管35与冷却用空气排出部58成为连通的状态)。由此,通过了预吹塑控制部52的预吹塑用空气从冷却用空气排出部58经由第二空气流路59被导入到预塑型坯,能够进行预吹塑。以上,结束图2的说明。
37.(吹塑成型方法的说明)接着,对基于本实施方式的吹塑成型装置20的吹塑成型方法进行说明。图3是表示吹塑成型方法的工序的图,图3的横轴为时间。本实施方式的吹塑成型方法作为容器制造工序,依次执行注射成型工序、温度调整工序、吹塑成型工序、容器取出工序。以下,对各工序的概要进行说明。
38.(步骤s1:注射成型工序)首先,在注射成型部21中,从注射装置25向由注射腔模、注射芯模以及输送机构26的颈模形成的预塑型坯形状的模空间注射树脂,制造预塑型坯。
39.在步骤s1中,在树脂填充刚结束后或树脂填充后设置的最小限度的冷却时间后,使注射成型部21开模。即,在能够维持预塑型坯的外形的程度的高温状态下,预塑型坯从注射腔模、注射芯模脱模。然后,输送机构26的旋转板旋转给定角度,保持于颈模的预塑型坯被输送到温度调整部22。
40.(步骤s2:温度调整工序)
接下来,在温度调整部22中,进行用于使预塑型坯的温度接近适于最终吹塑的温度的温度调整。
41.在温度调整工序中,在预塑型坯被收容于腔模的温度调整空间内之后,向预塑型坯的颈部插入空气导入部件,预塑型坯的内部空间与第一空气流路54以及第二空气流路59连接。并且,根据需要,在冷却吹塑的前后进行预吹塑。
42.在预吹塑中,例如,从第二空气流路59向预塑型坯内输送压缩空气(预吹塑用空气:空气罐30的回收空气)。由此,在冷却吹塑之前,能够使预塑型坯与腔模的内壁紧贴。此外,也可以省略预吹塑。
43.在冷却吹塑中,从第一空气流路54向预塑型坯内导入压缩空气(冷却用空气:空气罐30的回收空气),从第二空气流路59排出冷却用空气。通过该冷却吹塑,通过在内部流动的冷却用空气的对流从而预塑型坯从内侧被冷却。此时,预塑型坯与腔模持续接触,因此以不会从外侧成为适于吹塑成型的温度以下的方式预塑型坯被温度调整,进而注射成型时产生的偏温也降低。此外,腔模的温度调节空间为与预塑型坯大致相同形状,因此在温度调整部22中预塑型坯的形状不会大幅变化。
44.在温度调整工序之后,输送机构26的旋转板旋转给定角度,保持于颈模的温度调整后的预塑型坯被输送到吹塑成型部23。
45.(步骤s3:吹塑成型工序)接下来,在吹塑成型部23中,进行容器的吹塑成型。首先,将吹塑腔模闭模而将预塑型坯收容于模空间中,在预塑型坯的颈部插入空气导入部件。然后,使延伸杆以及空气导入部件下降,利用延伸杆使预塑型坯伸长,从空气导入部件向预塑型坯内导入吹塑空气。由此,预塑型坯以与吹塑腔模的模空间紧贴的方式鼓出而被赋形,吹塑成型为容器。
46.(步骤s4:容器取出工序)当吹塑成型结束时,吹塑腔模开模。由此,容器能够从吹塑成型部23移动。接下来,输送机构26的旋转板旋转给定角度,容器被输送到取出部24。在取出部24中,容器的颈部从颈模开放,容器向吹塑成型装置20的外部被取出。
47.以上,吹塑成型方法的1个周期结束。之后,通过使输送机构26的旋转板旋转给定角度,反复进行上述的s1至s4的各工序。
48.另外,在吹塑成型装置20的运转时,并列地执行具有各1个工序的时间差的4组的容器制造工序。例如,在吹塑成型装置20中,在图3中由虚线包围的期间p中,分别进行第n组的容器取出工序(s4)、第n+1组的吹塑成型工序(s3)、第n+2组的温度调整工序(s2)、第n+3组的注射成型工序(s1)(其中,n为任意的整数)。
49.图4是表示与图3的期间p中的吹塑成型部23以及温度调整部22的动作相关的压缩空气的压力变化的曲线图。图4的纵轴表示压力,图4的横轴表示时间。另外,图4中用实线表示容器内的吹塑空气的压力,图4中用虚线表示空气罐的压力,图4中用单点划线表示使压缩空气朝向温度调整部22流动的第二配管35的压力。
50.在图4中,从时间t1到t3表示进行成型吹塑的吹塑时间,从时间t2到t7表示温度调整部22中的预塑型坯的空气冷却的时间。即,在期间p中,先行进行吹塑成型部23的成型吹塑,温度调整部22的冷却吹塑在成型吹塑结束后也继续进行。另外,由于时间t1到t3的期间
进行成型吹塑,因此吹塑空气的压力变大。在时间t2到t7期间,由于通过温度调整部22的冷却吹塑使冷却用空气向外部持续流动,因此第二配管35的压力降低。此外,如果存在冷却吹塑和成型吹塑并行地进行的时间带(时间t1至t3),则也可以先行进行冷却吹塑。另外,也可以在冷却吹塑的前后进行预吹塑。在图4中,在紧跟时间t2后的微小的时间,进行预吹塑。
51.若经过时间t3,则成型吹塑结束。接下来,在从时间t3到时间t4的期间,回收阀43打开并且排出阀42关闭,进行从回收管40向空气罐30的吹塑空气的回收,回收空气积存于空气罐30。因此,吹塑空气的压力降低。另外,在图4的时间t3到时间t4的期间,空气罐30的压力因被回收的吹塑空气而增加。
52.在此,由于吹塑空气的压力比空气供给源31的压力大,因此即使吹塑空气的回收时间(时间t3到时间t4)很少,与不进行回收的情况相比,空气罐30的压力也大幅增加。
53.另外,吹塑空气的回收在由温度调整部22放出冷却用空气的空气冷却的期间进行。由于在空气罐30中同时进行空气的放出和回收,因此与在不进行空气的放出的状态下进行空气的回收的情况相比,吹塑空气与空气罐30存在差压的时间(能够回收吹塑空气的时间)拉长,能够进一步增大吹塑空气的回收量。
54.在时间t4之后,在时间t5到t6期间,通过切换阀36的切换,将来自空气罐30的压缩空气(工作空气:空气罐30的回收空气)供给到驱动装置38(驱动装置38的再利用动作)。另外,在接下来的成型周期中的至少时间t2到t4的期间,通过第一方向控制阀53的切换,将来自空气罐30的压缩空气(冷却用空气或预吹塑用空气:空气罐30的回收空气)供给到温度调整部22(温度调整部22的再利用动作)。
55.如上所述,在本实施方式中,在向吹塑成型部23供给后从容器排出的吹塑空气的一部分被回收到空气罐30,作为向温度调整部22供给的压缩空气而被再利用。例如,与将温度调整工序的冷却用空气全部从空气供给源31供给的情况相比,在本实施方式中,从空气供给源31供给的压缩空气的量减少,因此能够抑制吹塑成型装置20的运转成本。
56.另外,在本实施方式中,回收到空气罐30的吹塑空气也作为驱动装置38的工作空气而被再利用。在这一点上,由于从空气供给源31向驱动装置38供给的工作空气的量也减少,因此能够抑制吹塑成型装置20的运转成本。
57.另外,在本实施方式中,由于能够在温度调整工序(s2)中进行预塑型坯的温度调整和冷却,因此在注射成型工序(s1)中即使在高温的状态下也能够使预塑型坯脱模,能够尽早地开始下一个预塑型坯的成型。即,根据本实施方式,能够缩短成型周期时间,并且能够良好地成型容器。
58.本发明并不限定于上述实施方式,在不脱离本发明的主旨的范围内,也可以进行各种改良以及设计的变更。例如,在温度调整部22(冷却吹塑、预吹塑)、驱动装置38中的空气消耗量比回收空气的量大的情况下,也可以从空气供给源31补充不足部分的压缩空气。例如,也可以在由于回收空气的消耗而使空气罐30的压力低于规定值时,向空气罐30、驱动装置38自动地供给来自空气供给源31的压缩空气(低压供给空气)。
59.另外,温度调整部22的结构不限于图2的例子,例如,也可以是图5所示的结构。图5是表示上述实施方式中的温度调整部22的变形例的空气压力回路的图。此外,在图5的说明中,对与图2共通的要素标注相同的附图标记并省略重复说明。
60.在图5所示的温度调整部22中,第二配管35也分支为2个,分别与温度调整部22的冷却用空气供给部51和预吹塑控制部52连接。另外,后述的第一空气流路54和第二空气流路59与未图示的空气导入部件连接。在成型时,由于空气导入部件与预塑型坯以气密状态连接,因此第一空气流路54和第二空气流路59成为实质上连通的状态。
61.冷却用空气供给部51具有切换冷却用空气的供给和停止的第一方向控制阀53。冷却用空气供给部51分别与按照温度调整部22的每个腔模配置的多个第一空气流路54连接。各个第一空气流路54构成预塑型坯温度调整用空气流路的一部分,是向预塑型坯导入冷却用空气(压缩空气)的流路,分别具有止回阀61和压力计62。
62.止回阀61是用于抑制冷却用空气各个第一空气流路54向冷却用空气供给部51的逆流的阀。压力计62是测定部的一例,在第一空气流路54中设置于止回阀61的下游侧,测定从冷却用空气供给部51分支的各个第一空气流路54中的冷却用空气的压力。
63.另一方面,预吹塑控制部52具有将压缩空气减压至预吹塑的设定压力的第四减压阀56、以及对预吹塑用空气(压缩空气)的供给和停止进行切换的第二方向控制阀57。预吹塑控制部52与温度调整部22的冷却用空气排出部(预吹塑用空气供给部)58连接。冷却用空气排出部58分别与按照温度调整部22的每个腔模配置的多个第二空气流路59连接。另外,冷却用空气排出部58与用于将冷却用空气向大气开放的排出阀(第六方向控制阀)60连接。
64.各个第二空气流路59构成温度调整用空气流路的一部分,承担如下功能:在冷却吹塑时将从预塑型坯流出的冷却用空气排出,在预吹塑时将通过了预吹塑控制部52的预吹塑用空气导入预塑型坯。而且,各个第二空气流路59承担对相对于预塑型坯进行供排(导入以及排出)的冷却用空气的流量进行控制的功能。各个第二空气流路59具有作为调整冷却用空气的流量的调整部的一例的速度控制器(流量控制阀)63。在冷却吹塑时,通过由速度控制器63适当变更在第二空气流路59中流动的冷却用空气的流量,从而在经由预塑型坯与空气导入部件连通的、第一空气流路54中流动的冷却用空气的流量也被变更为同样的值。由此,能够调整向预塑型坯导入(供给)的冷却用空气的流量。在温度调整用空气流路中,通过在导入冷却用空气的预塑型坯的下游侧对速度控制器63出口节流地进行配置,能够将流量(流速)、压力稳定的状态的冷却用空气导入预塑型坯。
65.另外,各个压力计62以及速度控制器63例如与plc(programmable logic controller:可编程逻辑控制器)等控制装置64连接。控制装置64是控制部的一例,接受各个压力计62测定出的冷却用空气的压力值。然后,控制装置64基于每个流路的压力值,分别控制各个速度控制器63的开度。
66.例如,控制装置64也可以控制各个速度控制器63的开度,以使分支的多个流路间的冷却用空气的流量之差收敛于容许值。由此,控制装置64能够抑制分支的多个流路间的冷却用空气的流量的偏差。另外,控制装置64也可以在测试运转时预塑型坯的温度的偏差大的情况下,基于作业者的输入使特定的速度控制器63的开度变化来调整预塑型坯间的冷却强度。由此,能够使各预塑型坯的温度接近恒定。
67.此外,在图5的结构中进行冷却吹塑的情况和进行预吹塑的情况下的阀的开闭状态与图2的说明相同。
68.以下,对与图5的结构相关的作用进行概述。在吹塑成型装置中,为了同时成型多
个相同品质的容器,使各预塑型坯的温度一致是重要的,但刚注射成型之后的预塑型坯的温度大多不一致。因此,在温度调整部22中,需要适当且精密地调整冷却用空气相对于各预塑型坯的流量。
69.在温度调整部22中,向各个预塑型坯供给空气的流路从与空气供给源31连接的冷却用空气供给部51分支,但分支后的流路长度、配管阻力稍微不同。因此,冷却用空气容易集中在分支的流路中的阻力小的流路中流动。由此,在分支的流路之间压力产生差,并且在各预塑型坯流动的冷却用空气的流量产生偏差,其结果,每个预塑型坯的冷却强度有可能不同。
70.然而,例如在作业者通过手动作业利用速度控制器调整每个流路的冷却用空气的流量的情况下,会产生以下那样的现象。作业者能够根据速度控制器旋钮的转速大致掌握每个流路的冷却用空气的流量。但是,若分支的流路的冷却用空气的压力变动,则实际的冷却用空气的流量与理论值的偏离变大,因此难以进行其准确的掌握。
71.另外,在测试运转时,也可以对冷却后的各预塑型坯的热成像图像和吹塑成型后的容器的壁厚分布进行对比,由作业者通过手动作业对每个流路的速度控制器的开度进行微调整。但是,上述的调整由于作业者的负担大,另外作业中包含很多定性的判断,因此也有可能产生由作业者引起的个人差异。
72.与此相对,图5的控制装置64基于每个流路的冷却用空气的压力的测定值,按每个流路控制速度控制器63的开度。因此,根据图5的结构,能够基于压力计62的压力值这样的定量的指标来精密地调整相对于各预塑型坯的冷却用空气的流量,能够高精度地进行温度调整部22中的各预塑型坯的温度调整。
73.在此,图5的压力计62和速度控制器63的配置只不过是一例。例如,也可以将压力计62设置于第二空气流路59。此外,在图5的例子中,也可以构成为,作业者目视确认压力计62的压力值,作业者针对每个流路来调整速度控制器63的开度。
74.此外,本次公开的实施方式在所有方面都是例示而不应被认为是限制性的。本发明的范围不是由上述的说明而是由请求保护的范围示出,意在包括与请求保护的范围等同的意思以及范围内的全部变更。符号说明
75.20
…
吹塑成型装置,21
…
注射成型部,22
…
温度调整部,23
…
吹塑成型部,30
…
空气罐,40
…
回收管,43
…
回收阀,54
…
第一空气流路,59
…
第二空气流路,62
…
压力计,63
…
速度控制器,64
…
控制装置。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1