用于注射成型流动控制的电致动器驱动的制作方法
用于注射成型流动控制的电致动器驱动
1.相关申请
2.本技术要求于2019年10月21日提交的美国申请序列号62/923,656和于2020年2月20日提交的美国申请序列号62/978,928的优先权,这两项申请的公开内容通过引用整体地并入本文,如同在本文中完全阐述一样。
3.下列所有专利的公开内容通过引用全部结合到本文中,如同在本文中完全阐述:美国专利号5,894,025,美国专利号6,062,840、美国专利号6,294,122(7018)、美国专利号6,309,208、美国专利号6,287,107、美国专利号6,343,921、美国专利号6,343,922、美国专利号6,254,377、美国专利号6,261,075、美国专利号6,361,300(7006)、美国专利号6,419,870、美国专利号6,464,909(7031)、美国专利号6062840(7052)、美国专利号6261075(7052us1)、美国专利号6,599,116、美国专利号7,234,929(7075us1)、美国专利号7,419,625(7075us2)、美国专利号7,569,169(7075us3)、美国专利号8297836(7087)、2002年8月8日提交的美国专利申请序列号10/214,118(7006)、美国专利号7,029,268(7077us1)、美国专利号7,270,537(7077us2)、美国专利号7,597,828(7077us3)、2000年10月30日提交的美国专利申请序列号09/699,856(7056)、2002年10月11日提交的美国专利申请序列号10/269,927(7031)、2000年2月15日提交的美国申请序列号09/503,832(7053)、2000年9月7日提交的美国申请序列号09/656,846(7060)、2001年12月3日提交的美国申请序列号10/006,504(7068)、2002年3月19日提交的美国申请序列号10/101,278(7070)和pct申请号pct/us11/062099(7100wo0)以及pct申请号pct/us11/062096(7100wo1)、美国专利号8,562,336、美国专利号8,091,202(7097us1)和美国专利号8,282,388(7097us2)、美国专利号9,724,861(7129us4)、美国专利号9662820(7129us3)、公开号wo2015006261(7135wo0)、公开号wo2014209857(7134wo0)、公开号wo2016153632(7149wo2)、国际公开号wo2016153704(7149wo4)、美国专利号9205587(7117us0)、2017年2月14日提交的美国申请序列号15/432,175(7117us2)、美国专利号9144929(7118us0)、美国公开号20170341283(7118us3)、国际申请wo2017214387(7163wo0)、2017年7月20日提交的国际申请pct/us17/043029(7165wo0)、2017年7月20日提交的国际申请pct/us17/043100(7165wo1)和2017年6月8日提交的国际申请pct/us17/036542(7163wo0)以及国际申请wo2018129015(7169wo0)。
背景技术:
4.如美国专利号6,294,122、6,464,909、7,597,828、7,029,268和7,234,929中所公开,已开发用于使用电致动器控制流体流动和用于控制浇口上游到模腔的流体流动的注射成型系统,所有上述专利的公开内容以引用的方式并入,如同在本文中完全陈述其全部内容一样。
技术实现要素:
5.根据本发明,提供了一种注射成型设备(1),包括:注射成型机(500)、在压力下接收来自注射成型机(500)的注射流体材料(13)的歧管(15)、具有腔(5、30)的模具(25、27、
300)和至少一个阀,该阀包括:
6.致动器(14、940、941、942),包括可通过电力控制旋转的转子(940r、941r、942r),致动器(14、940、941、942)与控制器(16)互连,控制器(16)生成由安装到或容纳在容纳转子(940r、941r、942r)的致动器外壳(940h、941h、942h)中的驱动装置(940d、941d、942d)接收的数字信号(dc),驱动装置利用驱动信号(dc)来控制转子(940r、941r、942r)的旋转运动。
7.阀销(1040、1041、1042)包括具有轴线(x)的轴和沿轴的轴线设置在选定位置的突起(102),阀销在上游端以一种布置形式互连至转子,其中阀销可沿线性行进路径(xx)向上游和向下游可控地驱动通过下游进给通道(17、19、160、940c、941c、942c),该下游进给通道(17、19、160、940c、941c、942c)将注射材料引导至并通过通向模具的腔的浇口。
8.具有控制表面(45、102m)的突起(102)和具有互补表面(47、103s)的下游进给通道,互补表面(47、103s)适于根据突起(102)的控制表面(45、102m)相对于下游进给通道(17、19、160、940c、941c、942c)的互补表面(47、103s)的受控轴向定位来可控地改变流速。
9.致动器通常包括从驱动装置(940d、941d、942d)接收电能或功率的驱动器(940dr、941dr、942dr),驱动装置(940d、941d、942d)包括接口,该接口在注射循环的过程期间以可控变化量接收并可控地分配电能或功率给驱动器(940d、941d、942d)。
10.制动器壳体可适于容纳电驱动器(940d、941d、942d)、转子(940r、941r、942r)和驱动器(940dr、941dr、942dr)并支撑转子(940r、941r、942r)以使该转子可驱动地旋转,其中致动器壳体(940h、941h、942h)安装成靠近或排列于受热歧管(40),以使壳体(940h、941h、942h)和电驱动器(940d、941d、942d)中的一个或另一个或两个与受热歧管(40)基本热连通。
11.在本发明的另一方面,提供了一种设备(1),包括:注射成型机(500)、在压力下接收来自注射成型机(500)的注射流体材料(13)的歧管(15)、具有腔(5、30)和至少一个阀的模具(25、27、300),该阀包括:
12.致动器(14、940、941、942)包括可通过电力可控旋转的转子(940r、941r、942r),致动器(14、940、941、942)与产生控制信号的控制器(16)互连。
13.与控制器(16)互连的驱动装置(940d、941d、942d),该驱动装置包括接口,该接口根据控制信号在注射循环的过程期间接收电能或功率并将其以可控变化量可控地分配给转子(940r、941r、942r)的驱动器(940dr、941dr、942dr),
14.阀销(1040、1041、1042)包括具有轴线(x)的轴和沿轴的轴线设置在选定位置的突起(102),阀销在上游端以一种布置形式互连至转子,其中阀销可沿线性行进路径(xx)向上游和向下游可控地驱动通过下游进给通道(17、19、160、940c、941c、942c),该下游进给通道(17、19、160、940c、941c、942c)将注射材料引导至并通过通向模具的腔的浇口。
15.具有控制表面(45、102m)的突起(102)和具有互补表面(47、103s)的下游进给通道,互补表面(47、103s)适于根据突起(102)的控制表面(45、102m)相对于下游进给通道(17、19、160、940c、941c、942c)的互补表面(47、103s)的受控轴向定位来可控地改变流速。
16.在这样的设备中,控制器(16)可以产生数字控制信号(dc),驱动器适于接收并利用数字控制信号(dc)来控制转子(940r、941r、942r)的旋转运动。
17.驱动装置是(940d、941d、942d)并且通常安装到容纳转子(940r、941r、942r)的致动器壳体(940h、941h、942h)或容纳在该致动器壳体(940h、941h、942h)内。
18.致动器壳体通常适于容纳驱动装置(940d、941d、942d)、转子(940r、941r、942r)和驱动器(940dr、941dr、942dr)并支撑转子(940r、941r、942r)以使转子可驱动地旋转,其中致动器壳体(940h、941h、942h)安装成靠近或排列于受热歧管(40),以使得壳体(940h、941h、942h)和电驱动器(940d、941d、942d)中的一个或另一个或两个与受热歧管(40)基本热连通。
19.在本发明的另一方面,提供了一种注射成型设备(1),包括:注射成型机(500)、在压力下接收来自注射成型机(500)的注射流体材料(13)的歧管(15)、具有腔体(5、30)和至少一个阀的模具(25、27、300),该阀包括:
20.致动器(14、940、941、942)包括可通过电力可控旋转的转子(940r、941r、942r),致动器(14、940、941、942)与控制器(16)互连,控制器(16)生成控制信号,控制信号在注射循环过程期间以可控变化量根据控制信号将电能或电力分配到转子(940r、941r、942r)的驱动器(940dr、941dr、942dr),
21.阀销(1040、1041、1042)包括具有轴线(x)的轴和沿轴的轴线设置在选定位置的突起(102),阀销在上游端以一种布置形式互连至转子,其中阀销可沿线性行进路径(xx)向上游和向下游可控地驱动通过下游进给通道(17、19、160、940c、941c、942c),下游进给通道(17、19、160、940c、941c、942c)将注射材料引导至并通过通向模具的腔的浇口,
22.具有控制表面(45、102m)的突起(102)和具有互补表面(47、103s)的下游进给通道适于(a)根据突起(102)的控制表面(45、102m)相对于下游进给通道(17、19、160、940c、941c、942c)的互补表面(47、103s)的受控轴向定位,可控地改变流速,以及(b)使得注射流体材料(13)对阀销(1040、1041、1042)的反作用力能够使用具有约恒定的最大功率或能量输出的电动机。
23.这样的设备通常还包括与控制器(16)互连的驱动装置(940d、941d、942d),驱动装置包括接口,该接口在注射循环过程期间根据由控制器(16)产生的控制信号接收电能或功率并将电能或功率以可控变化量可控地分配至转子(940r、941r、942r)的驱动器(940dr、941dr、942dr)。
24.在本发明的另一方面,提供一种注射成型设备(1),包括:注射成型机(500);歧管(15),该歧管(15)从注射成型机(500)在压力下接收注射材料(18);模具(25、27、300),具有腔(5、30)和至少一个阀,该阀包括:致动器(14、940、941、942),包括能够借助电力可控旋转的转子(940r、941r、942r),致动器(14、940、941、942)与产生驱动信号(dc)的控制器(16)互连;电驱动装置(940d、941d、942d),包括接口,该接口接收驱动信号(dc)并根据驱动信号(dc)将电能或功率以可控变化量可控地分配至驱动转子(940r、941r、942r)的驱动器(940dr、941dr、942dr);阀销(1040、1041、1042),包括具有轴线(x)的轴和沿该轴的轴线(x)设置在选定位置的控制表面(43、45、102m),该阀销在一种布置形式中在上游端与转子互连,其中阀销能够沿着线性行进路径(xx)向上游和向下游可控地驱动通过下游进给通道(17、19、160、940c、941c、942c),该下游进给通道(17、19、160、940c、941c、942c)将注射材料引导至并通过通向模具的腔的浇口(7、9、32、34、36),下游进给通道具有互补表面(47、103s),互补表面(47、103s)适于与控制表面(43、45、102m)接合,以根据控制表面(43、45、102m)相对于下游进给通道(17、19、160、940c、941c、942c)的互补表面(47、103s)的受控轴向定位而可控地改变流动的速率或速度。
25.互补表面(47、103s)优选设置在浇口(7、9、32、34、36)的上游和远离浇口(7、9、32、34、36)。
26.电驱动装置(940d、941d、942d)通常从电源(ps)接收电能或功率,并在注射循环的过程期间以可控变化量将所接收的电能或功率可控地分配至驱动器(940dr、941dr、942dr)。
27.电驱动装置(940d、941d、942d)通常包括将接收到的电能或功率转换成正弦电压波形的脉宽调制器(pwm),每个正弦电压波形适于驱动致动器驱动器(940dr、941dr、942dr)的对应的相位线圈(phase-coil)。
28.脉冲宽度调制器(pwm)通常包括逆变器或比较器。
29.脉宽调制器(pwm)可以包括三相逆变器,该三相逆变器将从接口接收的电能或功率转换成三个正弦电压波形,三个正弦电压波形中的每一个适于驱动致动器驱动器的三个相位线圈中的对应的一个。
30.在脉宽调制器(pwm)处或由脉宽调制器(pwm)接收的电能或功率通常包括dc总线电压。
31.电驱动装置的接口(940d、941d、942d)可适于从注射成型设备(10)的控制器(16)接收一个或多个控制信号,并基于一个或多个控制信号将从电源(ps)接收到的电能或功率转换成正弦波形。
32.接口通常包括脉宽调制器(pwm),脉宽调制器(pwm)基于一个或多个控制信号将从电源接收的电能或功率转换成正弦波形。
33.由接口接收的一个或多个控制信号可以包含控制信息,该控制信息使脉冲宽度调制器(pwm)将接收到的电能或功率转换成适于驱动致动器驱动器的相应的相位线圈的正弦波形,以调节致动器转子(940r、941r、942r)的位置、速度或扭矩中的一项或多项。
34.一个或多个控制信号可以包括在电驱动器处从控制器(16)接收的模拟电信号。
35.电驱动装置(940d、941d、942d)通常包括数字信号接收(16r)和发送(16s)装置中的一者或另一者或两者均包括,其中:数字信号接收和发送装置适于在电驱动装置(940d、941d、942d)与注射成型设备(10)的控制器(16)之间接收(16r)和发送(16s)数字信号;且其中数字信号包括一个或多个控制信号,其中一个或多个控制信号为从控制器接收的数字控制信号。
36.数字控制信号可以包括差分位置命令、差分电流命令和差分速度命令中的一个或多个。
37.数字信号接收和发送装置(16r,16s)通常适于从致动器接收数字信号,其中从致动器接收的数字信号包括与致动器和致动器转子中的一个或多个的运行相对应的一个或多个反馈信号。
38.脉宽调制器(pwm)通常将从接口接收的电能或功率转换成正弦波形,该正弦波形适于至少部分地基于一个或多个反馈信号来驱动致动器驱动器的对应的相位线圈。从致动器接收的一个或多个反馈信号可以包括增量反馈信号和绝对反馈信号中的一个或多个。
39.致动器通常具有容纳转子(940r、941r、942r)和驱动器(940dr、941dr、942dr)的壳体(940h、941h、942h),该壳体适于支撑转子(940r、941r、942r),电驱动装置(940d、941d、942d)容纳在壳体(940h、941h、942h)内或由壳体(940h、941h、942h)容纳,或者安装在壳体
(940h、941h、942h)上或安装到壳体(940h、941h、942h),其中壳体(940h、941h、942h)安装成靠近或排列于受热歧管(40),以使壳体(940h、941h、942h)和电驱动器(940d、941d、942d)中的一个或另一个或两个与受热歧管(40)基本热连通或接触。
40.壳体(940h、941h、942h)可以以一种布置形式被安装在夹板(80)上或安装到夹板(80),这样使得壳体(940h、941h、942h)和电驱动装置(940d、941d、942d)中的一者或另一者或两者与受热歧管(40)处于基本上热连通(heat communication)或热量连通(thermalcommunication)。
41.致动器的壳体(940h、941h、942h)可以以阀销(1040、1041、1042)适于沿着相对于驱动轴(y)非同轴的线性轴线(x)被驱动的布置形式与线性行程转换器(940l、941l、942l)互连,线性行程转换器(940l、941l、942l)安装在受热歧管(40)上或安装至受热歧管(40)或设置成与受热歧管(40)导热地连通。
42.线性行程转换器(940l、941l、942l)安装在受热歧管(40)或夹板(80)中的一个或另一个或两者上或安装到受热歧管(40)或夹板(80)中的一个或另一个或两者。
43.线性行程转换器通常包括以直接或间接导热接触安装到受热歧管(40)的转换器外壳(940lh),外壳(940h、941h、942h)以与其导热接触的方式连接到转换器外壳(940lh)。
44.线性行程转换器通常包括转换器壳体(940lh),该转换器壳体(940lh)安装在由金属材料构成的安装件上或安装到由金属材料构成的安装件,该安装件安装成与受热歧管(40)直接金属对金属接触或连通。
45.阀销(1040、1041、1042)可具有与致动器联接的上游端(1041ue)、在阀销向下游移动至浇口关闭位置时关闭浇口的下游端(1041de),控制表面(43、45、102m)设置在上游端(1041ue)和下游端(1041de)中间的选定轴向位置,控制表面(43、45、102m)适于与互补表面(103s)相互作用,以在阀销向上游移动通过选定行程路径(cp)时降低材料的流动速率,并在阀销向下游移动通过选定行进路径(cp)时增加材料流动速率。
46.这样的设备通常包括感测注射材料的压力的传感器(ps0、ps1、ps1a、ps2、ps2a),该传感器(ps0、ps1、ps1a、ps2、ps2a)将表示感测压力的信号发送到控制器(16),该控制器包括将感测压力与目标压力进行比较并调节阀销的轴向位置以使材料压力被调节以跟踪目标压力的指令。
47.传感器优选地适于感测阀销的控制表面下游位置处的注射材料压力。
48.致动器通常包括从驱动装置(940d、941d、942d)接收电能或功率的驱动器(940d、941d、942d),驱动装置(940d、941d、942d)包括接口,该接口在注射循环的过程期间以可控变化量接收并可控地分配电能或功率给驱动器(940d、941d、942d)。
49.互补表面(47、103s)和控制表面(43、45、102m)通常具有约12mm的最大直径或径向尺寸。
50.互补表面(47、103s)和控制表面(43、45、102m)可具有约10mm的最大直径或径向尺寸。
51.在本发明的另一方面,提供一种注射成型设备(1),包括:注射成型机(500);歧管(15),该歧管(15)在压力下接收来自注射成型机(500)的注射材料(13);模具(25、27、300),具有腔(5、30)和至少一个阀,该阀包括:致动器(14、940、941、942),包括可通过电力可控旋转的转子(940r、941r、942r),致动器(14、940、941、942)与控制器(16)互连,该控制器(16)
产生驱动信号(dc);电驱动装置(940d、941d、942d),包括接口,该接口接收驱动信号(dc),并根据所述驱动信号(dc)以可控变化量将电能或功率可控地分配至驱动转子(940r、941r、942r)的驱动器(940r,941r,942dr);阀销(1040、1041、1042),包括具有轴线(x)的轴,该阀销在上游端(1041ue)以一种布置形式与转子互连,其中该阀销可由致动器(14、940、941、942)沿着线性行进路径(xx)通过下游进给通道(940c、941c、942c)向上游和向下游可控地驱动,阀销和下游进给通道适于彼此接合,以改变注射材料流至并通过通向模具的腔的浇口(7、9、32、34、36)的流动的速率或速度;传感器(ps0、ps1、ps1a、ps2、ps2a),其感测浇口(7、9、32、34、36)上游的通道(17、19、940c、941c、942c、5011)内的注射材料的压力;控制器(16),包括从传感器接收指示感测压力的信号的程序,该程序基于接收到的信号产生指令,该信号通过电驱动装置(940d、941d、942d)发送至致动器(14、940、941、942);该指令控制阀销和下游进给通道的接合,以控制注射材料在注射循环过程中的流动的速率或速度。
52.在这样的设备中,下游进给通道优选具有互补表面(47、103s),互补表面(47、103s)适于与控制表面(43、45、102m)接合,使得施加在阀销(1040、1041、1042)上的反作用的上游力最小化。
53.在这样的设备中,下游进给通道通常具有互补表面(47、103s),其适于在设置于浇口(32、34、36)上游和远离浇口(32、34、36)的位置处与控制表面(43、45、102m)接合。
54.在此类设备中,电驱动装置(940d、941d、942d)可包含数字信号接收(16r)和发送(16s)装置中的一者或另一者或两者均包括,其中:数字信号接收和发送装置适于在电驱动装置(940d、941d、942d)与注射成型设备(10)的控制器(16)之间接收(16r)和发送(16s)数字信号;且其中数字信号包含一个或多个控制信号,其中一个或多个控制信号是从控制器(16)接收的数字控制信号。
55.这样的设备可包括位置传感器(pos、pos0、pos1、pos2),其将指示阀销(1040、1041、1042)位置的位置信号(pos0s、pos1s、pos2s)发送到控制器(16),该程序包括指令,该指令利用位置信号来指示致动器(14、940、941、942)在注射循环的过程期间将阀销(1040、1041、1042)移动到一个或多个预定位置。
56.在这样的设备中,致动器(940、941、942)和控制器(16)可以适于在致动器和控制器(16)之间接收(16r)和发送(16s)数字信号,其中该数字信号包括由致动器(16r)从控制器(16)接收的一个或多个控制信号。
57.在这样的设备中,下游进给通道(17、19、160、940c、941c、942c)可适于将注射材料输送到具有通道轴线(y、z)的另一下游通道(160、942c2),该通道轴线(y、z)相对于阀销的线性行进路径(xx)是非同轴的。
58.在本发明的另一方面,提供了一种注射成型设备(1),包括:注射成型机(500);歧管(15),该歧管(15)在压力下从注射成型机(500)接收注射材料(13);模具(25、27、300),具有腔(5、30)和至少一个阀,该阀包括:致动器(14、940、941、942),其包括能够借助电力可控旋转的转子(940r、941r、942r),致动器(14、940、941、942)与控制器(16)互连,该控制器(16)产生驱动信号(dc);电驱动装置(940d、941d、942d),其包括接口,该接口接收驱动信号(dc),并根据驱动信号(dc)以可控变化量将电能或功率可控地分配至驱动转子(940r、941r、942r)的驱动器(940dr、941dr、942dr);阀销(1040、1041、1042),其包括具有轴线(x)的轴和控制表面(43、45、102m),该阀销在上游端以一种布置形式与转子互连,其中阀销沿
着线性行进路径(xx)通过下游进给通道(17、19、160、940c、941c、942c)可控地向上游和向下游驱动,该下游进给通道(17、19、160、940c、941c、942c)将注射材料送至并通过通向模具的腔的浇口(7、9、32、34、36),下游进给通道具有互补表面(47、103s),互补表面(47、103s)适于与控制表面(43、45、102m)接合,使得施加在阀销(1040、1041、1042)上的反作用上游力最小化。
59.在这样的设备中,下游进给通道优选具有互补表面(47、103s),其适于与控制表面(43、45、102m)接合,使得施加在阀销(1040、1041、1042)上的反作用的上游力最小化。
60.在这样的设备中,下游进给通道通常具有互补表面(47、103s),其适于在设置于浇口(32、34、36)上游和远离浇口(32、34、36)的位置处与控制表面(43、45、102m)接合。
61.在这样的设备中,电驱动装置(940d、941d、942d)可包括数字信号接收(16r)和发送(16s)装置中的一者或另一者或两者均包括,其中:数字信号接收和发送装置适于在电驱动装置(940d、941d、942d)与注射成型设备(10)的控制器(16)之间接收(16r)和发送(16s)数字信号;且其中数字信号包括一个或多个控制信号,其中一个或多个控制信号是从控制器(16)接收的数字控制信号。
62.这样的设备可包括位置传感器(pos、pos0、pos1、pos2),其将指示阀销(1040、1041、1042)位置的位置信号(pos0s、pos1s、pos2s)发送到控制器(16),该程序包括指令,该指令利用位置信号来指示致动器(14、940、941、942)在注射循环的过程期间将阀销(1040、1041、1042)移动到一个或多个预定位置。
63.在这样的设备中,致动器(940、941、942)和控制器(16)可以适于在致动器和控制器(16)之间接收(16r)和发送(16s)数字信号,其中该数字信号包括由致动器(16r)从控制器(16)接收的一个或多个控制信号。
64.在这样的设备中,下游进给通道(17、19、160、940c、941c、942c)可适于将注射材料输送至具有通道轴线(y、z)的另一下游通道(160、942c2),该通道轴线(y、z)相对于阀销的线性行进路径(xx)是非同轴的。
65.在本发明的另一方面,提供一种注射成型设备(1),包括:注射成型机(500);歧管(15),该歧管(15)在压力下从注射成型机(500)接收注射材料(13);模具(25、27、300),具有腔(5、30)和至少一个阀,该阀包括:致动器(14、940、941、942),包括能够借助电力可控旋转的转子(940r、941r、942r),致动器(14、940、941、942)与控制器(16)互连,控制器(16)产生驱动信号(dc);电驱动装置(940d、941d、942d),包括接口,该接口接收驱动信号(dc)并根据驱动信号(dc)以可控变化量将电能或功率可控地分配至驱动转子(940r、941r、942r)的驱动器(940dr、941dr、942dr);阀销(1040、1041、1042),包括具有轴线(x)的轴和控制表面(43、45、102m),阀销在上游端以一种布置形式与转子互连,其中阀销沿着线性行进路径(xx)通过下游进给通道(17、19、160、940c、941c、942c)可控地向上游和向下游驱动,下游进给通道(17、19、160、940c、941c、942c)将注射材料送至并通过通向模具的腔的浇口(7、9、32、34、36),下游进给通道具有互补表面(47、103s),互补表面(47、103s)适于在设置在浇口(32、34、36)的上游和远离浇口的位置与控制表面(43、45、102m)接合。
66.在这样的设备中,下游进给通道优选具有互补表面(47、103s),其适于与控制表面(43、45、102m)接合,使得施加在阀销(1040、1041、1042)上的反作用的上游力最小化。
67.在这样的设备中,下游进给通道通常具有互补表面(47、103s),其适于在设置在浇
口(32、34、36)上游和远离浇口(32、34、36)的位置处与控制表面(43、45、102m)接合。
68.在这样的设备中,电驱动装置(940d、941d、942d)可包括数字信号接收(16r)和发送(16s)装置中的一者或另一者或两者均包括,其中:数字信号接收和发送装置适于在电驱动装置(940d、941d、942d)与注射成型设备(10)的控制器(16)之间接收(16r)和发送(16s)数字信号;且其中数字信号包括一个或多个控制信号,其中一个或多个控制信号是从控制器(16)接收的数字控制信号。
69.这样的设备可包括位置传感器(pos、pos0、pos1、pos2),其将指示阀销(1040、1041、1042)位置的位置信号(pos0s、pos1s、pos2s)发送到控制器(16),该程序包括指令,该指令利用位置信号来指示致动器(14、940、941、942)在注射循环的过程期间将阀销(1040、1041、1042)移动到一个或多个预定位置。
70.在这样的设备中,致动器(940、941、942)和控制器(16)可以适于在致动器和控制器(16)之间接收(16r)和发送(16s)数字信号,其中该数字信号包括由致动器(16r)从控制器(16)接收的一个或多个控制信号。
71.在这样的装置中,下游进给通道(17、19、160、940c、941c、942c)可适于将注射材料输送到具有与阀销的线性行进路径(xx)非同轴的通道轴线(y、z)的另一下游通道(160、942c2)。
72.在本发明的另一方面,提供一种注射成型设备(1),包括:注射成型机(500);歧管(15),该歧管(15)在压力下从注射成型机(500)接收注射材料(13);模具(25、27、300),具有腔(5、30)和至少一个阀,该阀包括:致动器(14、940、941、942),包括能够借助电力可控旋转的转子(940r、941r、942r),致动器(14、940、941、942)与控制器(16)互连,控制器(16)产生驱动信号(dc);电驱动装置(940d、941d、942d),包括接口,该接口接收驱动信号(dc)并根据驱动信号(dc)以可控变化量将电能或功率可控地分配至驱动转子(940r、941r、942r)的驱动器(940dr、941dr、942dr);阀销(1040、1041、1042),包括具有轴线(x)的轴和控制表面(43、45、102m),阀销在上游端以一种布置形式与转子互连,其中阀销沿着线性行进路径(xx)通过下游进给通道(17、19、160、940c、941c、942c)可控地向上游和向下游驱动,下游进给通道(17、19、160、940c、941c、942c)将注射材料送至并通过通向模具的腔的浇口(7、9、32、34、36),下游进给通道具有适于与控制表面(43、45、102m)接合的互补表面(47、103s)。电驱动器(940d、941d、942d)包括数字信号接收(16r)和发送(16s)装置中的一个或另一个或两者均包括,其中:数字信号接收和发送装置适于在注射装置(10)的电驱动器(940d、941d、942d)和控制器(16)之间接收(16r)和发送(16s)数字信号;并且其中,数字信号包括一个或多个控制信号,其中一个或多个控制信号是从控制器(16)接收的数字控制信号。
73.在这样的设备中,下游进给通道优选具有互补表面(47、103s),其适于与控制表面(43、45、102m)接合,使得施加在阀销(1040、1041、1042)上的反作用的上游力最小化。
74.在这样的设备中,下游进给通道通常具有互补表面(47、103s),其适于在设置在浇口(32、34、36)上游和远离浇口((32、34、36)的位置处与控制表面(43、45、102m)接合。
75.在这样的设备中,电驱动装置(940d、941d、942d)可包括数字信号接收(16r)和发送(16s)装置中的一个或另一个或两个均包括,其中:数字信号接收和发送装置适于在电驱动装置(940d、941d、942d)与注射成型设备(10)的控制器(16)之间接收(16r)和发送(16s)数字信号;且其中数字信号包括一个或多个控制信号,其中一个或多个控制信号是从控制
器(16)接收的数字控制信号。
76.这样的设备可包括位置传感器(pos、pos0、pos1、pos2),其将指示阀销(1040、1041、1042)位置的位置信号(pos0s、pos1s、pos2s)发送到控制器(16),该程序包括指令,该指令利用位置信号来指示致动器(14、940、941、942)在注射循环的过程期间将阀销(1040、1041、1042)移动到一个或多个预定位置。
77.在这样的设备中,致动器(940、941、942)和控制器(16)可以适于在致动器和控制器(16)之间接收(16r)和发送(16s)数字信号,其中数字信号包括由致动器(16r)从控制器(16)接收的一个或多个控制信号。
78.在这样的装置中,下游进给通道(17、19、160、940c、941c、942c)可适于将注射材料输送到具有相对于阀销的线性行进路径(xx)非同轴的通道轴线(y、z)的另一下游通道(160、942c2)。
79.在本发明的另一方面,提供一种注射成型成型设备(1),包括:注射成型成型机(500);歧管(15),该歧管(15)从注射成型成型机(500)在压力下接收注射材料(13);模具(25、27、300),具有腔(5、30)和至少一个阀,该阀包括:致动器(14、940、941、942),其包括可通过电力可控旋转的转子(940r、941r、942r),致动器(14、940、941、942)与控制器(16)互连,控制器(16)产生驱动信号(dc);电驱动装置(940d、941d、942d),包括接口,该接口接收驱动信号(dc),并根据驱动信号(dc)以可控变化量的将电能或功率可控地分配给驱动转子(940r、941r、942r)的驱动器(940dr、941dr、942dr);阀销(1040、1041、1042),包括具有轴线(x)的轴,阀销在上游端(1041ue)以一种布置形式与转子互连,其中阀销可由致动器(14、940、941、942)沿着线性行进路径(xx)通过下游进给通道(940c、941c、942c)向上游和向下游可控地驱动,阀销和下游进给通道适于彼此接合,以改变注射材料流至并通过通向模具的腔的浇口(7、9、32、34、36)的流动的速率或速度;压力传感器(ps0、ps1、ps1a、ps2、ps2a),其感测浇口(7、9、32、34、36)上游的通道(17、19、940c、941c、942c、5011)内的注射材料的压力;控制器(16),包括从所述压力传感器(ps0、ps1、ps1a、ps2、ps2a)接收指示感测压力的信号的程序,该程序基于接收到的通过电驱动装置(940d、941d、942d)发送到致动器(14、940、941、942)的信号来产生指令,该指令控制阀销和下游进给通道的接合,以控制注射材料在注射循环过程中的流动的速率或速度;位置传感器(pos、pos0、pos1、pos2),其将指示阀销(1040、1041、1042)位置的位置信号(pos0s、pos1s、pos2s)发送到控制器(16),程序包括指令,指令利用位置信号来指示致动器(14、940、941、942)在注射循环过程中将阀销(1040、1041、1042)移动到一个或多个预定位置。
80.在这样的设备中,下游进给通道优选具有互补表面(47、103s),其适于与控制表面(43、45、102m)接合,使得施加在阀销(1040、1041、1042)上的反作用的上游力最小化。
81.在这样的设备中,下游进给通道通常具有互补表面(47、103s),互补表面(47、103s)适于在设置在浇口(32、34、36)上游和远离浇口(32、34、36)的位置处与控制表面(43、45、102m)接合。
82.在这样的设备中,电驱动装置(940d、941d、942d)可以包括数字信号接收(16r)和发送(16s)装置中的一个或另一个或两者均包括,其中:数字信号接收和发送装置适于在电驱动装置(940d、941d、942d)和注射成型设备(10)的控制器(16)之间接收(16r)和发送(16s)数字信号;并且其中,数字信号包括一个或多个控制信号,其中一个或多个控制信号
是从控制器(16)接收的数字控制信号。
83.这样的设备可包括位置传感器(pos、pos0、pos1、pos2),其将指示阀销(1040、1041、1042)位置的位置信号(pos0s、pos1s、pos2s)发送到控制器(16),该程序包括指令,该指令利用位置信号来指示致动器(14、940、941、942)在注射循环的过程期间将阀销(1040、1041、1042)移动到一个或多个预定位置。
84.在这样的设备中,致动器(940、941、942)和控制器(16)可以适于在致动器和控制器(16)之间接收(16r)和发送(16s)数字信号,其中数字信号包括由致动器(16r)从控制器(16)接收的一个或多个控制信号。
85.在这样的装置中,下游进给通道(17、19、160、940c、941c、942c)可适于将注射材料输送到具有相对于阀销的线性行进路径(xx)非同轴的通道轴线(y、z)的另一下游通道(160、942c2)。
86.在本发明的另一方面,提供一种注射成型设备(1),包括:注射成型机(500);歧管(15),该歧管(15)在压力下接收来自注射成型机(500)的注射材料(13);模具(25、27、300),其具有腔(5、30)和至少一个阀,该阀包括:致动器(14、940、941、942),其包括可通过电力可控旋转的转子(940r、941r、942r),致动器(14、940、941、942)与产生驱动信号(dc)的控制器(16)互连,阀销(1040、1041、1042),其包括具有轴线(x)和控制表面(43、45、102m)的轴,阀销在上游端以一种布置形式与转子互连,其中阀销可控地沿着线性行进路径(xx)向上游和向下游驱动通过下游进给通道(17、19、160、940c、941c、942c),下游进给通道(17、19、160、940c、941c、942c)将注射材料送至并通过通向模具的腔的浇口(7、9、32、34、36),下游进给通道具有适于与控制表面(43、45、102m)接合的互补表面(47、103s),驱动信号指示转子(940r、941r、942r)可控地驱动控制表面(43、45、102m)至相对于互补表面(47、103s)的一个或多个位置,使得注射材料的流动的速率或速度可控地变化,致动器(940、941、942)和控制器(16)适于在致动器和控制器(16)之间接收(16r)和发送(16s)数字信号,其中数字信号包括由致动器(16r)从控制器(16)接收的一个或多个控制信号。
87.在这样的设备中,下游进给通道优选具有互补表面(47、103s),互补表面(47、103s)适于与控制表面(43、45、102m)接合,使得施加在阀销(1040、1041、1042)上的反作用的上游力最小化。
88.在这样的设备中,下游进给通道通常具有互补表面(47、103s),互补表面(47、103s)适于在设置于浇口(32、34、36)上游和远离浇口(32、34、36)的位置处与控制表面(43、45、102m)接合。
89.在这样的设备中,电驱动装置(940d、941d、942d)可以包括数字信号接收(16r)和发送(16s)装置中的一个或另一个或两个均包括,其中:数字信号接收和发送装置适合于在电驱动装置(940d、941d、942d)和注射成型设备(10)的控制器(16)之间接收(16r)和发送(16s)数字信号;并且其中,数字信号包括一个或多个控制信号,其中一个或多个控制信号是从控制器(16)接收的数字控制信号。
90.这样的设备可包括位置传感器(pos、pos0、pos1、pos2),位置传感器(pos、pos0、pos1、pos2)将指示阀销(1040、1041、1042)位置的位置信号(pos0s、pos1s、pos2s)发送到控制器(16),程序包括指令,该指令利用位置信号来指示致动器(14、940、941、942)在注射循环的过程期间将阀销(1040、1041、1042)移动到一个或多个预定位置。
91.在这样的设备中,致动器(940、941、942)和控制器(16)可以适于在致动器和控制器(16)之间接收(16r)和发送(16s)数字信号,其中数字信号包括由致动器(16r)从控制器(16)接收的一个或多个控制信号。
92.在这样的设备中,下游进给通道(17、19、160、940c、941c、942c)可适于将注射材料输送到具有相对于阀销的线性行进路径(xx)非同轴的通道轴线(y、z)的另一下游通道(160、942c2)。
93.在本发明的另一方面,提供一种注射成型设备(1),包括:注射成型机(500);歧管(15),该歧管(15)在压力下接收来自注射成型机(500)的注射材料(13);模具(25、27、300),具有腔(5、30)和至少一个阀,该阀包括:致动器(14、940、941、942),包括可通过电力可控旋转的转子(940r、941r、942r),致动器(14、940、941、942)与产生驱动信号(dc)的控制器(16)互连;阀销(1040、1041、1042),包括具有轴线(x)和控制表面(43、45、102m)的轴,阀销在上游端以一种布置形式与转子互连,其中阀销可控地沿着线性行进路径(xx)向上游和向下游驱动通过下游进给通道(17、19、160、940c、941c、942c),下游进给通道将注射材料送至并通过通向模具的腔的浇口(7、9、32、34、36),下游进给通道具有适于与控制表面(43、45、102m)接合的互补表面(47、103s),驱动信号指示所述转子(940r、941r、942r)可控地驱动控制表面(43、45、102m)至相对于互补表面(47、103s)的一个或多个位置,使得注射材料的流动速率或速度可控地变化,下游进给通道(17、19、160、940c、941c、942c)将注射材料递送至具有通道轴线(y、z)的另一下游通道(160、942c2),通道轴线(y、z)相对于阀销的线性行进路径(xx)非同轴。
94.在这样的设备中,下游进给通道优选具有互补表面(47、103s),其适于与控制表面(43、45、102m)接合,使得施加在阀销(1040、1041、1042)上的反作用的上游力最小化。
95.在这样的设备中,下游进给通道通常具有互补表面(47、103s),其适于在设置于浇口(32、34、36)上游和远离浇口(32、34、36)的位置处与控制表面(43、45、102m)接合。
96.在这样的设备中,电驱动装置(940d、941d、942d)可以包括数字信号接收(16r)和发送(16s)装置中的一个或另一个或两个均包括,其中:数字信号接收和发送装置适合于在电驱动装置(940d、941d、942d)和注射成型设备(10)的控制器(16)之间接收(16r)和发送(16s)数字信号;并且其中,数字信号包括一个或多个控制信号,其中一个或多个控制信号是从控制器(16)接收的数字控制信号。
97.这样的设备可包括位置传感器(pos、pos0、pos1、pos2),其将指示阀销(1040、1041、1042)位置的位置信号(pos0s、pos1s、pos2s)发送到控制器(16),程序包括指令,该指令利用位置信号来指示致动器(14、940、941、942)在注射循环的过程期间将阀销(1040、1041、1042)移动到一个或多个预定位置。
98.在这样的设备中,致动器(940、941、942)和控制器(16)可以适于在致动器和控制器(16)之间接收(16r)和发送(16s)数字信号,其中数字信号包括由致动器(16r)从控制器(16)接收的一个或多个控制信号。
99.在这样的设备中,下游进给通道(17、19、160、940c、941c、942c)可适于将注射材料输送到具有相对于阀销的线性行进路径(xx)非同轴的通道轴线(y、z)的另一下游通道(160、942c2)。
100.在本发明的另一个方面,提供了一种执行注射成型的循环的方法,包括操作在本
文描述的任何设备。
附图说明
101.附图包含与上述发明内容和下面的说明中出现的编号对应的部件和装置的编号。
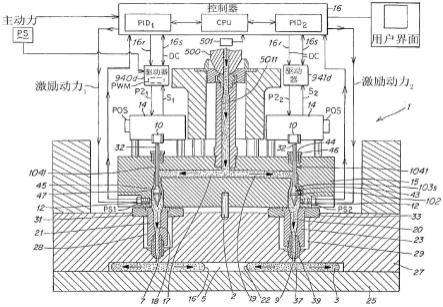
102.图1是注射成型系统的示意性横截面,该注射成型系统包括电致动器或电子致动器,该电致动器或电子致动器与没有下游浇口关闭针部分的缩短的阀销互连,该缩短的阀销的远端具有球根状部分或突起,该球根状部分或突起具有流动控制表面,该流动控制表面沿浇口上游和远离浇口的选定位置与流动通道的互补控制表面接合,以在注射成型的循环过程中控制浇口上游的注射流体的l流动的速率,电致动器或电子致动器与安装到电致动器或电子致动器的壳体的电子驱动控制装置互连,该电子驱动控制装置从远程安装的控制器接收数字控制和其他信号,该远程安装的控制器包含程序,该程序执行用于在注射循环过程中控制电致动器或电子致动器的运行和阀销在流动通道内的位置的算法。
103.图2是类似于图1系统的顺序阀作为浇口的系统的侧横截面示意图,示出了具有延伸销并且具有电致动器或电子致动器的三个阀,该电致动器或电子致动器具有驱动控制机构,该驱动控制机构与致动器的本体或壳体集成在一起,致动器容纳致动器的转子和转子驱动部件。
104.图3是阀销组件的一个示例的横截面图,阀销具有上游突起,上游突起具有控制表面102m,控制表面102m与下游流动通道的互补内表面103s交接,下游流动通道通向腔的浇口,销的上游控制表面相对于互补内通道表面设置在流动打开位置。并且,在图3所示的位置,销1041的下游针或轴延伸部1041e设置在浇口关闭或注射材料停止位置。
105.图3a是图3的子组件的喉部(throat)、控制表面102m和互补通道表面103s元件的特写截面图。
106.图3b是图3子组件的远端阀和喷嘴或浇口端部的特写截面图。
107.图4是类似于图3的视图,示出了相对于图3所示的位置设置在中间上游位置的阀销组件,其中注射材料的流动的速率通过控制表面102m和互补表面103s的接合或相互作用而被限制,并且在浇口区域34处使得流动成为可能,阀销的尖端从浇口表面gs的上游抽出。
108.图4a是图4的子组件视图的喉部、控制表面102m和互补通道表面103s元件的特写截面图。
109.图4b是图4视图的远侧阀和喷嘴或浇口端部以及子组件的特写截面图。
110.图5是类似于图3的视图,示出了阀销构件相对于图3所示的位置设置在喉部关闭位置,其中注射材料的流动的速率通过控制表面102m的最大直径部分或圆周与互补内侧圆周表面103s的配合而停止,且使得在浇口区域34处能够流动,阀销的尖端从浇口表面gs的更上游抽出。
111.图5a是图5组件的喉部、控制表面102m和互补通道表面103s元件的放大局部截面图。
112.图5b是图5子组件的远端阀和喷嘴或浇口端的放大局部剖视图。
113.图5c是通过插入件或衬套40i中的孔与形成在受热歧管40内的流动通道的配合而形成的弯的流动通道的一部分的放大局部截面图。在该实施例中,提供了阀销107t,其具有球部或控制构件102,球部或控制构件102具有控制表面102t和最大直径区段,最大直径区
段具有与流动通道的内侧互补表面103s配合的外周向表面102mds。在图5c的视图中,阀销设置在轴向位置,在该轴向位置中,最大直径周向表面102mds与互补表面对准和配合,使得注射材料的流动停止。
114.图5d是类似于图5c的视图,示出了阀销相对于图5c的位置设置在喉部103t的下游,该阀销处于轴向位置,在该轴向位置,销的控制表面102t设置在形成间隙102g的轴向位置,该间隙将流动限制为小于当突起102完全移动到喉部的下游时所发生的最大流速,在该喉部处,流动不受限制。通过使阀销从图5c的位置向下游移动经过相对于喉部103t的下游行程的选定范围,能够可控地改变流动的速率。
115.图5e是类似于图5c的视图,示出了图5d的相反情况,其中阀销相对于喉部103t设置在上游,使得销的控制表面102t在销从图5c的位置向上游移动时打开流动通道,并且通过在喉部103t、103td的上游产生限制间隙103g,在上游行进路径的选择范围内以受限制的速率产生流动,该限制间隙103g相对于当销完全向上游抽回时产生的间隙受到限制,其中控制表面102t处于能够实现最大流量的位置。
116.图5f是远离浇口流动控制销表面和互补通道表面的上游的另一实施例的放大局部横截面图,其中销具有圆锥形外控制表面,该外控制表面可以可控地设置在相对于互补的圆锥形构造的内部通道表面103s的轴向行进路径位置的范围内,使得流动控制间隙102g的尺寸可以可控地变化,从而使得注射材料的流动的速率能够变化。在该实施例中,阀销1041的线性行进轴线xx相对于下游流动通道160的轴线y是非同轴的,下游流动通道160从通道941c输送注射材料,其中阀销1041沿着轴线xx往复地驱动。
117.图5g是远离浇口流动控制销表面和互补通道表面的上游的另一实施例的放大局部横截面图,其中销具有圆锥形外控制表面,该外控制表面可以相对于互补的圆锥形构造的内部通道表面103s可控地布置在轴向行进路径位置的范围内,使得流动控制间隙102g的尺寸可以可控地变化,从而使得能够改变注射材料的流动的速率。在该实施例中,阀销1041的线性行进轴线xx相对于下游流动通道160、941c2的轴线y、z是非同轴的,下游流动通道160、941c2从通道941c输送注射材料,其中阀销1041沿着轴线xx往复地驱动。
118.图6是电致动器的一个实施例的侧横截面示意图,该电致动器具有安装在致动器的壳体上、安装至致动器的壳体或安装在致动器的壳体内的电驱动装置,并且其中致动器的驱动轴线相对于阀销的运动轴线非同轴地布置,并且与线性行程转换器互连,阀销具有流量控制球或突起、互补通道表面和控制器,控制器具有设计成至少部分地基于流动通道内的压力与预定压力分布的匹配来实现销位置控制的编程程序。
119.图7是电致动器的另一实施例的侧横截面示意图,该电致动器具有安装在致动器的壳体上、安装至该壳体或安装在该壳体内的电驱动装置,并且其中该致动器的驱动轴线相对于阀销的运动轴线同轴地布置,该阀销具有流动控制球或突起、互补通道表面以及控制器,该控制器具有编程程序,该编程程序设计成至少部分地基于流动通道内的压力与预定压力分布的匹配来实现销位置控制。
120.图8是电致动器的另一实施例的侧横截面示意图,该电致动器具有安装在致动器的壳体上、安装至该致动器的壳体或安装在该致动器的壳体内的电驱动装置,并且其中致动器的驱动轴线相对于阀销的运动轴线非同轴地布置并与线性行程转换器互连,致动器壳体安装至顶部夹板,阀销具有流动控制球或突起、互补通道表面和控制器,该控制器具有编
程程序,该编程程序设计成至少部分地基于流动通道内的压力与压力的预定分布的匹配来实现销位置控制。
121.图9是电致动器的另一实施例的侧横截面示意图,该电致动器具有安装到致动器的壳体上、安装到致动器的壳体上或安装在致动器的壳体内的电驱动装置,其中致动器的驱动轴线相对于阀销的运动轴线非同轴地布置并互连到线性行程转换器,致动器壳体安装到线性行程转换器壳体,线性行程转换器壳体又安装到顶部夹板,阀销具有流动控制球或突起、互补通道表面和控制器,控制器具有设计成至少部分地基于流动通道内的压力与预定压力分布的匹配来实现销位置控制的编程程序。
122.图10是电致动器的另一实施例的侧横截面示意图,该电致动器具有安装到致动器的壳体上、安装至致动器的壳体或安装在致动器的壳体内的电驱动装置,其中致动器的驱动轴线相对于阀销的运动轴线非同轴地布置并互连到线性行程转换器,致动器壳体安装到顶部夹板,阀销具有流动控制球或突起、互补通道表面和控制器,控制器具有编程程序,该编程程序设计成至少部分地基于流动通道内的压力与预定压力分布的匹配来实现销位置控制。
123.图11a是在如本文所描述的流体输送通道内的轴向位置的紧靠下游位置处测量的注射材料的压力的注射循环分布的一个示例,其中阀销的控制表面与流体输送通道的互补表面接合,以改变控制流动间隙。
124.图11b是与图11a类似的分布的另一示例。
125.图11c是与图11a类似的分布的另一示例。
126.图11d是与图11a类似的分布另一个示例。
127.图12是用户界面显示组件和功能域的示例,该组件和功能域使用户能够显示、使用、创建、编辑和存储目标压力分布。
128.图13是用户界面显示组件和功能域的另一示例,其使用户能够显示、使用、创建、编辑和存储目标压力分布。
具体实施方式
129.图1是注射成型系统的示意性横截面图,该注射成型系统包括与阀销互连的电致动器或电子致动器,阀销具有流动控制表面,流动控制表面在浇口上游和远离浇口的选定位置处与流动通道的表面接合,以在注射成型的循环过程中控制浇口上游的注射流体的流动的速率,电致动器或电子致动器与安装到电致动器或电子致动器的壳体的电子驱动控制装置互连,电子驱动控制装置从远程安装的控制器接收数字控制信号和其他信号,远程安装的控制器包含程序,程序执行算法,以在注射循环过程中控制电致动器或电子致动器的运行和流动通道内的阀销的位置。
130.图2示出了顺序阀作为浇口的系统(sequential valve gated system),其示出了具有电致动器或电子致动器的三个阀,电致动器或电子致动器具有驱动控制机构,驱动控制机构与致动器的本体或壳体集成在一起,致动器容纳致动器的转子和转子驱动部件。
131.图1、图2示出了根据本发明的注射成型系统的示例性实施例。所示出的系统是多浇口单腔系统,其中熔化物材料18从浇口32、34、36注射到腔5、30中。熔化物材料18从注射成型机13的机筒500通过延伸的入口5011注射且进入到受热分配歧管15、40中。歧管15、40
通过上游通道17、19分配熔化物。尽管示出了注射塑料熔化物的热浇道系统,但本发明适用于其它类型的注射系统,其中控制材料(例如,金属或复合材料)递送到腔的速率是有用的。熔体分别通过通道17、19分配并分别分配到喷嘴20、21、23的孔940c、941c、942c中。熔体从喷嘴20、21、23喷出并注入到由模板25、27、300形成的腔5、30(在此形成部件)中。尽管示出了多浇口单腔系统,但是本发明可应用于,例如,多腔系统。
132.注射喷嘴20、21、23容纳在形成于模板中的相应的井中。喷嘴通常各自位于支撑环中,该支撑环用于将喷嘴与浇口32、34、36对齐并将喷嘴与模具隔离。阀销1040、1041、1042的上游端1041ue连接到相关联的致动器14、940、941、942,致动器14、940、941、942运行以驱动阀销通过输送通道940c、941c、942c向上游和向下游往复运动。阀销在注射循环开始时从例如图3、图3b所示的完全关闭位置开始打开,并在循环结束时返回到完全关闭位置。在循环期间,阀销可位于上游打开位置之间的中间位置,以便降低或增加熔体的流动速率。在所示的实施例中,突起或头部102设置在上游端1041ue和下游端1041de之间。突起包括渐缩部分102m,渐缩部分102m形成可调节可变间隙cgu、cgd,该可调节可变间隙cgu、cgd具有输送通道的孔的表面103s、103s2。通过使阀销移位来增加或减小间隙的尺寸相应地增加或减少熔体材料到浇口的流动。阀销1040、1041、1042可在例如图5、图5a所示的选定上游位置和例如图3、3b所示的完全下游浇口关闭位置中关闭和停止注射流体18的流动。当阀销1040、1041、1042在下游位置中关闭时,在图3、图3b所示的实施例中,下游端1041de可配置为如图所示的渐缩部分,该渐缩部分与互补的渐缩浇口表面gs接触和密封。在替代实施例中,浇口表面可配置成圆柱形或其它构型,以与阀销940c、941c、942c的互补的圆柱形配置的远端表面1041de配合。
133.熔体流动速率与在流动通道中感测到的材料压力有关。因此,使用控制器16,可在给定注射成型的循环期间根据预定的所需要的压力分布可控地调整熔体流动通过浇口32、34、36且流动到腔中的速率。
134.在一个实施例中,图3、图3a、图3b、图4、图4a、图4b、图5、图5a、图5b,为了降低熔体18的流动的速率或速度,销1041可以通过致动器940、941、942沿着选定流动控制行进路径cp的所选择的部分远离浇口缩回或可控地向上游驱动,例如如图4a、图5a所示,从而可控地减小阀销的控制表面102m和下游通道940c、941c、942c的孔的互补控制表面103s之间的流动控制间隙cgd的宽度。在该相同的实施例中,通过沿着选定流动控制行进路径cp的所选择的部分向下游可控地驱动阀销,熔体18的流动的速率或速度可以可控地可变增加。
135.在替代实施例中,通过沿着选定流动控制路径的另一选定部分可控地向上游远离浇口驱动图3、图3a、图3b、图4、图4a、图4b、图5、图5a、图5b所示阀销1041,熔体18的流动的速率或速度可相反地可控地增加,其中该选定流动控制路径的另一选定部分在喉部103t处开始并向上游延伸,以可控地增加阀销控制表面102m和下游通道940c、941c、942c的孔的另一互补控制表面之间的流动控制间隙cgu的宽度。在该替代实施例中,通过沿着选定流动控制路径的相同替代选定部分可控地向下游驱动阀销,熔体18的流动速率或速度可控地可变减小。
136.在图3-图5b的实施例中,阀销包括从控制表面(43、45、102m)向下游延伸的延伸部(1041),阀销(1040、1041、1042)和下游进给通道(17、19、160、940c、941c、942c)被构造成使得在第一下游位置,阀销的远端(1041de)关闭浇口(32、34、36),控制表面(43、45、102m)和
互补表面(47、103s)之间的界面未关闭,如图3-图3b所示,并且在第二上游位置,阀销(1041de)的远端未关闭浇口(32、34、36),控制表面(43、45、102m)和互补表面(47、103s)之间的界面关闭,如图5-图5b所示。
137.材料压力换能器或传感器ps1、ps2、ps1a、ps2a可以用于感测输送通道940c、941c、942c中或布置在歧管40内或套管940b1、940b2内的流体流动通道17、19内的注射材料18的压力,该套管940b1、940b2具有与下游流体输送通道940c、941c、942c连通的流体输送通道。
138.在运行中,材料18的压力由与每个喷嘴相关联的压力传感器ps0、ps0a、ps1、ps2、ps1a、ps2a感测,并且实时地传送到控制系统或控制器16。控制器16接收压力信号,将它们与注射循环的过程中的预定压力分布相比较,并且将驱动信号dc发送到电驱动器940d、941d、942d,电驱动器940d、941d、942d根据驱动信号(dc)以可控变化量可控地分配电能或功率到驱动电致动器的转子的驱动器940dr、941dr、942dr。控制器包括处理器和指令,其产生驱动信号dc,驱动信号dc导致阀销1040、1041、1042在流体输送通道940c、941c、942c内被向上游或下游驱动,以选择注射循环的过程期间的位置,以便使由传感器ps0、ps1、ps2实时测量的材料18的压力被调整,以匹配或跟踪优选循环材料压力的预定分布,诸如在参考图11-图13描述的示例中。
139.图5c-图5e显示了可替代的熔体流动控制器实施例,其中销107t可滑动地安装在安装通道108m中,该安装通道108m具有突起或球根状部分102,而没有可以关闭浇口34的下游针延伸部。在这样的实施例中,控制表面43、45、102m和设置在浇口上游和远离浇口的流动通道的互补表面是唯一机构,通过该机构,通过将销107t定位在如图5c所示的位置处,流体流动在注射循环的开始和结束处停止。与图5-图5c的控制表面43、45、102m一样,图5c-图5e的控制表面43、45、102m具有与流体接触构件102的中段102md的最大直径相等的直径,使得销107t可以沿方向107u从歧管和衬套108t完全缩回并且容易更换,而不用拆卸歧管或衬套108t的任何部分。最大直径的中段102md通常具有与衬套108t的互补的限流喉部表面103s相同或大致相同的直径,使得当两个表面配合时,流动停止。
140.在本文所描述的具体示例中,控制表面43、45、102m被示出为球状或球状突起102的圆形圆周表面。控制表面43、45、102m及其互补通道表面47、103s可以被配置为具有除了圆形之外的任何几何形状,诸如正方形、六边形、椭圆形等,只要这两个表面可以彼此配合或接合,使得当这两个表面彼此配合或接合时,注射材料的流动停止。
141.如图5d、图5e所示,流动速率和确定间隙103g的尺寸的流动速率可以通过销107t的上游运动107u(图5e)或下游运动107d(图5d)可控地改变。上游运动107u可以在衬套表面108g(图5e)和构件102的下部外控制表面102t之间形成间隙103g。下游运动107d(图5d)也可以在通道表面103s、108g和构件102的外控制表面102t的上部之间形成间隙103g。如上所描述,通过控制器16控制的销107t的运动控制间隙103g的尺寸,并因此控制从上游通道160到下游通道162t的流动速率,该下游通道162t通向下游通道190或200等。如图5d-图5f所示的销107t的轴线x与下游孔或流动通道(例如通道940c、941c、942c)的轴线非同轴,该下游孔或流动通道的轴线在其远端通向浇口,例如浇口32、34、36。
142.图5f示出了具有销的阀的另一实施例,该销相对于下游通道的轴线非同轴地布置,该下游通道将流体输送至模具的腔的浇口。在图5f的实施例中,阀销107具有突起102,该突起102具有与配合表面103互补的外表面102s,配合表面103设置在流动通道160内的突
起的下游。当两个表面匹配时,即当构件102处于图5f中的虚线所示的位置102p时,流动停止。在图2所示的位置102p和实线102之间,间隙102g的尺寸发生变化,并且流体流动的速率根据间隙的尺寸而变化。在该实施例中,流体流动速率在销107的向前的朝向上游运动107u时降低。流体接触构件、销等的上游运动意味着该构件逆着流体流动的方向或沿流体流动的相反方向运动。下游运动意味着该构件沿与流体流动相同的方向运动。降低和/或停止流动速率的上游运动通常是优选的。在图5f的实施例中,流动速率通过流体接触构件102的上游运动而增加,并且通过下游运动而降低。并且,流体流动速率被控制的位置位于具有诸如轴线104的通道162a内,该通道162a与具有与通向模具的腔的浇口相交的轴线的下游通道941c(未示出)非同轴。
143.所描述的实施例控制沿着从具有与浇口相交且通向浇口的轴的通道偏移的通道轴远离浇口的熔体流动的速率,因此实现控制到与多个浇口相交的多个通道的流动速率。控制远离浇口的熔体流动还实现远离浇口而定位压力或其它材料状态传感器。
144.在图3、图3a、图3b、图4、图4a、图4b、图5、图5a、图5b、图5c、图5d、图5e的实施例中,旨在与销1041的互补配合外周表面102md、102mds配合的喉部表面103ts的直径103td具有约10mm至12mm的最大直径,并且优选地具有约8mm至9mm的最大直径,使得由注射流体施加在销上以及马达转子上游的上游反作用力最小化,从而能够使用较小尺寸的电动马达致动器。在图5-图5e的实施例中,销1041的配合表面102mds的直径102pd优选地适于与流动控制喉部表面103ts的直径103td相同或大致相同,使得当销1041定位在配合表面102mds与最大直径喉部表面103ts轴向对齐的位置时,通过喉部103t并因此通过浇口34的注射材料流动被停止或基本上停止。
145.控制器16通常包括例如pid控制器和cpu。cpu可以执行pid(比例、积分、微分)算法,该算法将来自压力传感器或换能器的(在给定时间的)感测压力与(在给定时间的)目标压力进行比较。cpu指示pid控制器通过经由电驱动器940d、941d、942d的控制驱动信号的通信来指示电致动器,以调节阀销1040、1041、1042的位置,以在该给定时间内反映目标压力。
146.尽管在所公开的实施例中,感测的条件优选为压力,但也可使用与熔体流动速率相关的其它感测的条件。例如,阀销的位置。压力通常由压力换能器测量,压力换能器直接或间接地测量注射材料的压力,诸如经由通过负载传感器测量阀销上的负载。可替代地,位置传感器可用于将感测的条件(位置)反馈到pid控制器。以与上文所描述的相同的方式,cpu将使用pid算法来将感测的条件与编程的目标位置分布或模具的腔的特定浇口的负载分布进行比较,并相应地调整阀销。
147.位置传感器用于产生指示销位置的信号,可以使用直接感测阀销位置的传感器,例如霍尔效应传感器或光传感器。可替代地,检测电致动器的转子位置的传感器,例如编码器,可用于产生指示阀销位置的位置信号。
148.如在本技术中关于各种监控和控制系统所使用的,术语“控制器”、“部件”、“计算机”等旨在指计算机相关实体,其是硬件、硬件和软件的组合、软件、或执行中的软件。例如,部件或控制器可以是但不限于在处理器上运行的进程、处理器、对象、可执行程序、执行的线程、程序、和/或计算机。作为说明,在服务器上运行的应用和服务器两者都可以是部件。一个或多个部件可以驻留在进程和/或执行的线程内,并且部件可以位于一个计算机上和/或分布在两个或更多计算机之间。
149.本发明所要求保护的方法还可以被示出为本发明的过程的流程图。虽然为了简化解释的目的,以流程图的形式示出的一个或多个方法被描述为一系列动作,但是应当理解和领会,本发明不受动作的顺序的限制,因为根据本发明,一些动作可以与本文中示出和描述的顺序不同的顺序发生和/或与其他动作同时发生。例如,本领域技术人员将理解和领会,方法可以被替代地表示为一系列相互关联的状态或事件,诸如在状态图中。此外,可能不需要所有示出的动作来实现根据本发明的方法。
150.在本文公开的本发明的各种实施例中,术语“数据”或其他表示可以被输入到计算机中、在那里被存储和处理、或被发送到另一计算机的符号的任何序列(通常表示为“0”和“1”)。如本文所使用的,数据包括元数据、其它数据的描述。被写入到存储装置的数据可以是相同大小的数据元素、或可变大小的数据元素。数据的一些示例包括信息、程序代码、程序状态、程序数据、其它数据等。
151.如本文所使用的,计算机存储介质等包括易失性和非易失性、可移动和不可移动介质,用于存储诸如计算机可读指令、数据结构、程序模块或其它数据的信息。计算机存储介质包括ram、rom、eeprom、flash存储器或其它存储器技术、cd-rom、数字多功能盘(dvd)或其它光盘存储、磁带盒、磁带、磁盘存储或其它磁存储设备、或可用于存储期望的信息并可由计算机访问的任何其它介质。
152.本文所描述的方法可以在合适的计算和存储环境中实现,例如,在可以在一个或多个处理器、微控制器或其他计算机上运行的计算机可执行指令的上下文中。在(例如)分布式计算环境中,某些任务由通过通信网络链接的远程处理设备执行,并且程序模块可以位于本地和远程存储器存储设备两者中。通信网络可以包括全球区域网,例如,因特网、局域网、广域网或其他计算机网络。应当理解,本文所描述的网络连接是示例性的,并且可以使用在计算机之间建立通信的其他手段。
153.计算机可以包括一个或多个处理器和存储器,例如处理单元、系统存储器和系统总线,其中系统总线耦合至包括但不限于系统存储器和处理单元的系统组件。计算机还可以包括磁盘驱动器和到外部组件的接口。各种计算机可读介质可以由计算机访问,并且包括易失性和非易失性介质、可移动和不可移动介质。计算机可以包括各种用户接口设备,包括显示屏、触摸屏、键盘或鼠标。
154.如本文所使用的“控制器”还指包括单个盒或多个盒(通常彼此互连和通信)的电气和电子控制设备,该盒包含执行和构造本文所描述的方法、功能和设备所必需或期望的所有单独的电子处理、存储器和电信号生成部件。此类电子和电气部件包括程序、微处理器、计算机、pid控制器、电压调节器、电流调节器、电路板、马达、电池和指令,用于控制本文所讨论的任何可变元件,诸如时间长度、电信号输出程度等。例如,如该术语在本文所使用的,控制器的部件包括执行诸如监测、警告和发起注射成型循环的功能的程序、控制器等,其包括用作用于执行常规功能(诸如发出信号通知和指示单独的注射阀或一系列相互依赖的阀以开始注射,即将致动器和相关的阀销从浇口关闭移动到浇口打开位置)的独立装置的控制装置。此外,虽然在本发明的典型或优选实施例中采用流体驱动致动器,但由电气或电子马达或驱动源供电的致动器可替代地用作致动器部件。
155.注射成型机imm,500,13通常包括其自身内部制造商供应的机器控制器,该机器控制器产生循环浇口闭合和循环浇口打开和浇口闭合机器电压信号vs的标准化开始,该电压
信号vs对于浇口打开通常为0伏,对于浇口打开通常为24伏(或分别为0伏和120伏)。标准化机器电压信号vs可被发送到信号转换装置,该信号转换装置将注塑机电压信号转换成可由控制器16和电致动器的电驱动装置(940d、941d、942d)使用的信号,以引起电致动器将阀销移动至浇口闭合或浇口打开致动器位置。控制器(16)可利用这些注射循环开始和结束信号连同指示由位置传感器(pos0,pos1,pos2)产生的阀销1040、1041、1042的位置信号(pos0s、pos1s、pos2s),以指示电致动器(940、941、942)将阀销驱动或移动至一个或多个预定位置,诸如循环开始或结束位置。或者,控制器可使用位置信号以指示致动器在注射循环过程期间将阀销移动或驱动至另一中间位置,诸如销用来控制注射流体流量或注射材料压力的速率的位置,使得在循环结束之前当腔的浇口闭合时,注射材料在预定时间段内保持在“包装”阶段(“pack”phase)压力。
156.位置传感器信号pos0s、pos1s、pos2s及其相关联的位置传感器pos、ps0、ps1、ps2、ps0a、ps1a、ps2a也可以用作对包含在控制器16中的程序中的一组指令的输入,该组指令根据目标或预定压力曲线的值与在注射循环期间的任何给定时间点处感测的实时压力的值之间的差而运行,以在上游或下游将阀销1040、1041、1042的轴向位置校正或调节预定程度。阀销的轴向定位的调节或校正程度,以及因此控制表面102m、102t的轴向定位的精确定位,是在注射循环的过程期间的任何给定时间点处减小或增加实时压力以匹配或接近预定目标压力的值所需的行进距离的程度或量。该调节距离的程度是预定的,并作为变量输入到程序中,该变量在控制程序中用于将移动调节信号从控制器16发送到用于致动器的电驱动器940d、941d、942d。该程序的目标是指示致动器在整个注射循环的过程中将阀销驱动到轴向位置,该轴向位置产生尽可能接近地匹配目标压力的预定曲线的感测或实时注射材料的压力。
157.包含在控制器(16)中的程序优选包括指令,该指令利用位置信号pos0s、pos1s、pos2s来指示致动器(14、940、941、942)在注射循环的过程中将相应的阀销(1040、1041、1042)移动到一个或多个预定位置,注射循环的过程可包括以下一个或多个:(a)在注射循环开始时阀销(1040、1041、1042)的初始位置,(b)在注射循环结束时阀销的结束位置,以及(c)阀销在初始位置和结束位置之间的一个或多个中间位置。
158.该程序可包括指令,该指令利用位置信号(pos0s、pos1s、pos2s)将感测到的阀销的轴向位置调节一行程距离或量,该行程距离或量使得控制表面(102m、102t)在注射循环的过程中一次或多次将注射材料的实时压力调节为一数值,该数值在注射循环的过程中接近或匹配用于一次或多次的预定目标压力值。
159.该程序可包括利用预定误差值来确定行进距离的指令。该预定误差值通常对应于或正比于(a)感测压力值的精度误差以及(b)感测压力和预定目标压力之间的数值差中的一个或多个。
160.图11a、图11b、图11c、图11d示出由与安装在歧管块(未示出)中的四个喷嘴相关联的四个压力换能器检测到的压力的时间对压力曲线图(235,237,239,241)。四个喷嘴可以基本上类似于或相同于图1-图5c中所示的喷嘴,并且包括如本文所描述的互连到控制器16的压力换能器。图11a-图11d的曲线图在用户界面214上生成,使得用户可以实时地或在循环完成之后观察在注射循环期间实际压力对目标压力的追踪。图11a-图11d的四个不同的图作为示例示出由四个单独的喷嘴模拟的四个独立的目标压力分布(“期望”)。不同的目标
分布是期望的,以均匀地填充与每个喷嘴相关联的不同尺寸的单独的腔,或均匀地填充单个腔的不同尺寸的部分。诸如这些的曲线图可以相对于本文所描述的任何先前的实施例而生成。
161.在图11a-图11d的示例中,在与其它三个曲线图(237,239和241)相关联的阀在0.00秒打开之后,与图表235相关联的阀销在0.5秒处顺序打开。在采用配置有流动控制突起(例如102)和相关联的流动控制孔表面(例如103s)的销的系统中,该流动控制孔表面与延伸的针部(例如延伸部1041e)一起布置在浇口的上游和远离浇口,就在循环开始时打开销之前,阀销处于图5、图5a、图5b所示的位置,使得流动在喉部103t处停止。在注射循环结束时大约6.25秒处,所有四个阀销都处于图3、图3a、图3b所示的位置,其中注射材料的流动通过尖端1041de与浇口34处的浇口表面gs的配合而停止。在图表部分的注射(例如,图11b中的0.00到1.0秒)和包装(例如,图11b中的1.0到6.25秒)期间,每个阀销被控制到多个位置(例如图3和图5之间的图4、图4a、图4b),以改变由与每个阀相关联的压力换能器ps0、ps1、ps1a、ps2、ps2a感测压力,以跟踪目标压力。
162.通过用户界面214,可设计目标分布,并且可使用基于标准窗口的编辑技术对任何目标分布进行改变。然后将这些分布输入存储器并由控制器16使用以控制阀销的位置。例如,图12示出了在界面214上生成的分布创建和编辑屏幕图标300的示例。
163.屏幕图标300由在界面214上执行的基于窗口的应用产生。可替代地,该图标可以在与控制器6相关联的界面上产生。屏幕图标300为用户提供了为任何给定的喷嘴和与其相关联的腔创建新的目标分布或编辑现有的目标分布的能力。分布310包括对应于时间值320和压力值330的(x,y)数据对,时间值320和压力值330表示由用于被轮廓化的特定喷嘴的压力换能器感测的期望压力。图12中所示的屏幕图标以“基本”模式示出,其中输入有限的一组参数以产生分布。例如,在前述实施例中,“基本”模式允许用户输入在340处显示的开始时间、在350处显示的最大填充压力(也称为注射压力)、在360处显示的包装时间的开始、在370处显示的包装压力、以及在380处显示的总循环时间。
164.屏幕还允许用户选择他们控制的特定阀销,在390显示,并且在400显示正在成型的部件的名称。这些参数的每一个可以使用标准的基于窗口的编辑技术独立地调整,例如使用光标来启动向上/向下箭头410,或者通过简单地在键盘上键入值。当输入和修改这些参数时,将根据当时选择的参数在曲线420上显示分布。
165.通过点击下拉菜单箭头391,用户可以选择不同的喷嘴阀,以便为所选择的喷嘴阀和与之相关的腔的创建、查看或编辑分布。而且,可以为每个所选择的喷嘴阀输入和显示部件名称400。
166.新编辑的配置文件可以单独保存在计算机存储器中,或者保存为注射到特定单腔或多腔模具中的一组喷嘴的一组配置文件。术语“配置”(recipe)用于描述特定模具的一组配置文件,并且在430处,在屏幕图标上显示特定配置的名称。
167.为了创建新的分布或编辑现有的分布,首先用户选择用于待成型的特定配置组的阀组中的特定喷嘴阀。阀选项显示在390处。用户输入要与被创建的分布相关联的字母/数字名称,对于系列工具模具,这可以被称为显示在400处的部件名称。然后用户输入显示在340处的时间以指定何时开始注射。特定阀销可能有延迟以按顺序打开阀销和将熔融材料注射到模具的不同浇口中。
168.然后,用户输入在350显示的填充(注射)压力。在基本模式中,从零压力到最大填充压力的斜率是固定时间,例如0.3秒。用户接下来输入包装时间的开始,以指示何时注射循环的包装阶段开始。从填充阶段到包装阶段的斜率在基本模式中也是固定时间,例如0.3秒。
169.最终参数是显示在380处的循环时间,其中用户指定包装阶段(和注射循环)何时结束。从包装阶段到零压力的斜率将在使用阀销关闭浇口时是瞬时的,如图13的实施例中,或者在热浇口(thermal gate)(参见图1)中由于腔中的残余压力而更慢,一旦零件在模具的腔中固化,该残余压力将衰退到零压力。
170.用户输入按钮415至455用于保存和加载目标分布。按钮415允许用户关闭屏幕。当点击该按钮时,当前的一组分布将对正在被轮廓化的配置起作用。取消按钮425用于忽略当前分布变化并恢复到原始分布并关闭屏幕。读取迹线按钮435用于从存储器加载现有和保存的目标分布。该分布可以存储在接口215或控制器210里面所包含的存储器中。保存迹线按钮440用于保存当前分布。读取组按钮445用于加载现有配置组。保存组按钮450用于保存一组喷嘴阀销的当前的一组目标分布。过程调节按钮455允许用户改变控制区域中的特定喷嘴阀的pid设置(例如,增益)。还显示了用于注射成型应用的压力范围465。
171.按钮460允许用户切换到“高级”模式分布创建和编辑屏幕。高级分布创建和编辑屏幕在图13中示出。高级模式允许比基本模式更大数量的分布点被插入、编辑或删除。如在基本模式中,当分布改变时,显示所得到的分布。高级模式提供更大的可轮廓化的性能,因为用户可以为单独的时间和压力数据对选择数值。如曲线图表420所示,所显示的分布470不像在基本模式中那样分别限于用于填充和包装的单个压力。在高级模式中,可以在注射循环期间的任何地方选择单独的(x,y)数据对(时间和压力)。
172.为了使用高级模式创建和编辑分布,用户可以在注射周期期间选择多个时间(例如16个不同的时间),并且为每个选定时间选择压力值。使用标准的基于窗口的编辑技术(箭头475),用户沿着分布分配连续的点(在478显示),分配在480显示的特定时间值以及分配在485显示的特定压力值。
173.按钮490用于选择分布上的下一点以进行编辑。prev按钮495用于选择分布上的前一点以进行编辑。删除按钮500用于删除当前所选的点。当使用删除按钮时,两个相邻的点将被重新绘制,示出一个直线分段。
174.在当前选择的点之后,使用添加按钮510来添加新的点,在该点中,为新的点输入时间和压力值。当使用添加按钮时,将重新绘制两个相邻的点,示出连接到新的点的两段。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1