3D打印物体清洁
3d打印物体清洁
背景技术:
1.增材制造系统通过构建材料层来产生三维(3d)物体。一些增材制造系统被称为“3d打印设备”,因为这些系统使用喷墨或其他打印技术来施加一些制造材料。3d打印设备和其他增材制造设备使得可以将物体的计算机辅助设计(cad)模型或其他数字表示直接转换成物理物体。
附图说明
2.附图图示了本文所描述原理的各种示例并且是本说明书的一部分。所图示的示例仅出于说明的目的给出,而不限制权利要求的范围。
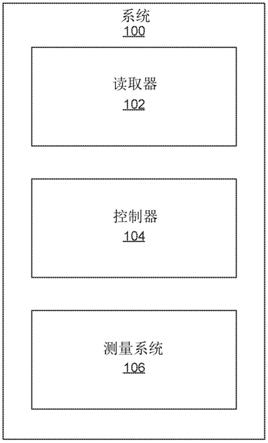
3.图1是根据本文所描述原理的示例的用于三维(3d)打印物体清洁的系统的框图。
4.图2是根据本文所描述原理的示例的用于3d打印物体清洁的方法的流程图。
5.图3是根据本文所描述原理的示例的用于三维(3d)打印物体清洁的系统的框图。
6.图4是根据本文所描述原理的示例的用于3d打印物体清洁的环境的示图。
7.图5是根据本文所描述原理的示例的用于3d打印物体清洁的方法的流程图。
8.图6描绘了根据本文所描述的原理的另一个示例的用于3d打印物体清洁的非暂态机器可读存储介质。
9.在所有附图中,相同的附图标记指代相似但不一定相同的要素。附图不一定是按比例绘制的,并且一些部分的尺寸可以被放大以更清楚地图示所示的示例。此外,附图提供了与描述一致的示例和/或实施方式;然而,描述不限于附图中提供的示例和/或实施方式。
具体实施方式
10.增材制造系统通过固化构建材料层来制造三维(3d)物体。增材制造系统基于例如使用计算机辅助绘图(cad)计算机程序产品生成的物体的3d模型中的数据来制造物体。模型数据被处理成切片,每个切片定义要被固化的构建材料层的各部分。
11.在一个示例中,为了形成3d物体,将可以是粉末的构建材料沉积在床上。然后,将熔融试剂(fusing agent)分配到构建材料层的要被熔融以形成3d物体的一个层的各部分上。执行这种类型的增材制造的系统可以被称为基于粉末和熔融试剂的系统。以期望图案设置的熔融试剂增加了其上设置有试剂的构建材料底层的能量吸收。然后,将构建材料暴露在如电磁辐射等能量下。电磁辐射可以包括红外光、激光或其他合适的电磁辐射。由于由熔融试剂赋予的热吸收属性的提高,使构建材料的其上设置有熔融试剂的那些部分加热到大于构建材料的熔融温度的温度。如在本说明书和所附权利要求中所使用的,术语“粉末状构建材料”或“构建材料”是指任何形式的微粒材料,并且可以包括各种类型的材料,包括塑料、金属和陶瓷。
12.另一种3d打印方式将粘合剂(binder)选择性地施加于构建材料,从而将构建材料的颗粒胶合在一起。在该示例中,通过将粘合试剂(binding agent)选择性地施加于粉末状构建材料来准备“生胚(green)”零件。然后将生胚零件从打印机中取出并装载进烧结炉
(sintering furnace)。以逐渐升高的温度并使用适当的环境压力进行烧结会烧掉粘合试剂,同时烧结其上设置有粘合试剂的颗粒。
13.在又一示例中,将激光器或其他能量源选择性地瞄准粉末构建材料或粉末构建材料层,以形成3d打印零件的切片。这种工艺可以被称为选择性激光烧结。在又一示例中,增材制造工艺可以使用选择性激光熔化,其中,粉末材料(其可以是金属的)的各部分被选择性地熔化在一起以形成3d打印零件的切片。
14.在又一示例中,增材制造工艺可以涉及使用光源来将液态树脂固化成坚硬物质。这种操作可以被称为立体光刻(stereolithography)。
15.虽然这种增材制造操作已经大大扩展了制造的可能性,但是进一步的开发可能会使3d打印工艺甚至更加实用。例如,这些类型的制造工艺或其他类型的制造工艺证明了在零件准备好使用之前进行清洁操作或去除不需要的材料的其他操作是合理的。例如,作为增材制造工艺的结果,来自床的粉末可以结块到熔融零件上。也就是说,即使施加到粉末床材料的能量的量没有完全熔融未熔融的部分,未熔融的部分也可以聚集在一起,或“结块”。
16.作为具体示例,由构建材料的熔融部分吸收的能量产生的热量可以通过传导来传递到构建材料中的紧邻未熔融部分。这有时被称为热流失,并且会导致未熔融的构建材料永久或半永久地粘附在3d打印物体上。出于多种原因,可能期望去除这种结块材料。
17.例如,未熔融的构建材料可以被回收并在以后的3d打印操作中重新使用。但是,当未熔融的构建材料结块时,其不再是可回收的。因此,可能期望去除结块材料,以便可以将其回收和重新使用。此外,结块材料明显降低了所产生的3d打印物体的几何精度、美观性和潜在功能。然而,去除这种材料可能很困难、耗时,并且在某些情况下甚至可能损坏3d打印物体。
18.在某些情况下,结块材料经由人工劳动去除。也就是说,人类操作员抓握并清洁3d打印物体。但是,清洁操作可能很脏,并且暴露于构建材料可能会对操作员的健康造成风险。此外,打印后,3d打印的物体可能过热而无法触摸。
19.在另一个示例中,例如立体光刻示例,不需要的人工制品(artifact)可能会留在表面上,比如构建支撑被折断的粗糙点。类似于基于熔融试剂的系统,用户可以手动操作以抓握和去除这些不需要的人工制品。
20.因此,本说明书描述了用于清洁3d打印物体和/或从3d打印物体去除不需要的材料的机器人系统和自动化系统。具体地,根据本说明书,系统从3d打印物体去除不需要的材料。在基于粉末的工艺的特定示例中,系统基于与3d打印物体相关联的清洁指令从3d打印物体中清洁粉末。清洁指令识别至少一个(在某些情况下,多个)可以抓握3d打印物体的位置,并且还包括指示零件何时被满意地清洁的信息。
21.作为具体示例,首先可以通过计算机辅助设计(cad)工具来设计3d打印物体。在cad中创建3d打印物体之后但在构建和清洁零件之前,执行分析以产生关于以下各项的信息:1)具体抓握位置和2)具体去结块和清洁指令。
22.在一些示例中,可以从外部来源接收抓握和去结块/清洁指令,并将其添加到与3d打印物体相关联的文件中。例如,用户可以建议抓握接触位置和/或清洁运动。该信息可以被编码在3d打印物体中或涉及被编码在3d打印物体中的指针,或者可以以其他方式与3d打印物体相关联。
23.具体地,本说明书描述了一种系统。该系统包括读取器,该读取器用于提取与三维(3d)打印物体相关联的清洁指令。这些清洁指令包括终止条件以指示物体清洁何时完成。该系统还包括控制器,该控制器用于指令至少一个清洁设备基于清洁指令来清洁3d打印物体。该系统的测量系统确定何时满足终止条件。
24.本说明书还描述了一种方法。该方法包括提取与3d打印物体相关联的清洁指令。这些清洁指令包括终止条件以指示物体清洁何时完成。基于清洁指令执行清洁操作。在执行清洁操作期间,测量3d打印物体的特性,并且响应于该特性满足终止条件,终止清洁操作。
25.本说明书还描述了一种编码有能由处理器执行的指令的非暂态机器可读存储介质。机器可读存储介质包括用于进行以下操作的指令:1)识别3d打印物体,2)提取与3d打印物体相关联的清洁指令,以及3)根据清洁指令确定特定于清洁站的清洁设备的清洁设备参数。该机器可读存储介质还包括用于进行以下操作的指令:1)识别3d打印物体的姿态以及2)基于清洁指令执行清洁操作。
26.这样的系统和方法:1)提供准确的3d打印物体清洁;2)允许精确执行复杂的清洁操作;3)提供特定的、而非通用的定制清洁操作;以及4)提高3d打印物体清洁的安全性和效率。然而,设想到的是,本文所公开的设备可以解决多种技术领域中的其他问题和缺陷。
27.如在本说明书和所附权利要求中所使用的,术语“姿态”是指对3d打印物体的各种位置特性的标识。例如,姿态可以包括沿参考系的三个轴(x、y和z)的位置以及围绕这些轴的旋转(俯仰、偏转和滚动)。
28.进一步地,如在本说明书和所附权利要求中所使用的,术语“清洁”可以指从3d打印物体去除不需要的材料的任何操作。例如,在基于粉末的系统中,清洁和相关联的清洁指令可能与去除结块的构建材料相关。在立体光刻操作的示例中,清洁和相关联的清洁指令可能与去除不需要的构建材料(比如已去除构建支撑的粗糙点)相关。
29.进一步地,如在本说明书和所附权利要求中所使用的,术语“读取器”、“控制器”、“测量系统”和“姿态确定系统”可以指可以包括处理器和存储器的电子部件。处理器可以包括用于从存储器取得可执行代码并执行该可执行代码的硬件架构。作为具体示例,如本文所描述的“读取器”、“控制器”、“处理器”和“姿态确定系统”可以包括计算机可读存储介质、机器可读存储介质和处理器、专用集成电路(asic)、基于半导体的微处理器、中央处理单元(cpu)和现场可编程门阵列(fpga)和/或其他硬件设备。
30.如在本说明书和所附权利要求中所使用的,术语“机器可读存储介质”是指这样的机器可读存储介质,它可以是可以保留和存储指令以供指令执行设备使用的有形设备。机器可读存储介质可以是电子存储设备、磁存储设备、光存储设备、电磁存储设备、半导体存储设备、硬盘、随机存取存储器(ram)、只读存储器(rom)、可擦除可编程只读存储器(eprom或闪速存储器)、静态随机存取存储器(sram)、便携式致密盘只读存储器(cd-rom)、数字通用盘(dvd)和记忆棒。
31.现在参考附图,图1是根据本文所描述原理的示例的用于三维(3d)打印物体清洁的系统(100)的框图。在一些示例中,系统(100)可以形成后打印(post-printing)系统的一部分。例如,一旦3d物体被打印出来,就可以手动或由自动化设备将其从增材制造系统中移出,并传递到后打印系统,比如清洁站。在这里,系统(100)可以进行操作以清洁3d打印物
体。
32.系统(100)可以包括读取器(102),该读取器用于提取与3d打印物体相关联的清洁指令。在一些示例中,读取器(102)可以提取其他信息。例如,读取器(102)可以识别3d打印物体。也就是说,在可以从3d打印物体中提取清洁指令之前,要识别3d打印物体,以便可以确定相关联的清洁指令。这可以通过多种方式来完成。例如,可以对要被清洁的3d打印物体进行物理分析。在另一个示例中,如下文详述的,读取器(102)可以从3d打印物体中提取编码的识别数据。
33.清洁指令可以包括多种信息并且用于执行清洁操作。例如,清洁指令可以识别清洁形式(cleaning modalities);即要用于清洁3d打印物体的清洁设备。例如,基于构建材料的特性、3d打印物体几何形状和/或增材制造工艺的操作,可能期望执行或防止某些类型的清洁。例如,在某些情况下,对零件进行喷砂可能是适当的。但是,对于精细零件或零件的精细区域,可能期望不同的形式(比如喷气)来清洁3d打印物体。除了详细说明清洁形式之外,清洁指令还可以指示要使用的清洁力。
34.在一些示例中,所使用的清洁设备可以是移动的,比如机器人臂上的喷嘴。作为另一个示例,机器人设备抓握并移动3d打印物体。在该示例中,清洁指令可以包括工具路径,这些工具路径指示清洁设备在清洁期间围绕3d打印物体移动的三维空间中的移动。
35.清洁指令还可以包括清洁期间3d打印物体的抓握参数。也就是说,如上所述,在清洁操作期间,如机器人手指或吸嘴(suction nozzle)等设备可以移动3d打印物体。在该示例中,抓握参数可以指示如3d打印物体上的位置等事物,在这些位置,设备可以安全地抓握3d打印物体而不会造成不适当的损坏。抓握参数还可以指示可以用于在指定位置抓握3d打印物体的力,同样不会施加太大的力以免损坏3d打印物体。
36.可被包括在清洁指令中的信息的另一个示例包括一系列清洁操作和一系列清洁运动。也就是说,如上所述,可以以特定序列将各种清洁力下的各种清洁形式汇编在一起以清洁3d打印物体。例如,可以是这种情况:3d打印物体首先经过刷子毛以去除轻微粘附的结块材料,然后经由喷砂操作去除附着更牢固的结块材料。相应地,这些清洁“原语”中的每一个以及不同清洁设备的移动,无论是机器人移动设备还是清洁仪器本身,都被编程为清洁指令中的序列。相应地,从清洁原语的数据库中,可以为特定的3d打印物体生成定制的清洁指令。可被包括的信息的又另一示例是清洁操作的持续时间和/或构成清洁指令的每个清洁原语的持续时间。
37.相应地,鉴于可被编码在清洁指令中的原语种类繁多,本系统提供了复杂且定制的清洁指令的执行,而不是适用于所有3d打印物体的通用清洁指令,无论其具体特性如何。这种定制指令可能比更通用的清洁指令更高效且实施起来更便宜。例如,在一批3d打印物体中,可能有许多不同类型的零件,包括证明不同抓握、操纵和清洁操作的合理性的不同几何形状。取代使用重复的自动化方法,即所有零件都移动通过处理站,比如自动喷砂机转筒或类似洗车机的站,本系统(100)单独处理每个零件。
38.在一个特定示例中,清洁指令可以包括终止条件以指示物体清洁何时完成。在没有这种终止条件的情况下,清洁可能会持续预定的时间量,该时间量可能过长或过短。如果时间量过短,则3d打印物体可能无法被有效清洁。相比之下,如果时间量过长,则3d打印物体的制造时间可能会不必要地延长,因为它在已经清洁的情况下还要暴露于清洁操作。也
就是说,清洁指令可以包括清洁度评估,即清洁周期的终止状态。
39.终止条件可以指示3d打印物体的特定特性的阈值。例如,终止条件可以是3d打印物体的目标颜色。也就是说,可以将颜料添加到熔融试剂中,使得熔融的构建材料与未熔融且结块的构建材料的颜色不同。在其他示例中,着色试剂可作为熔融试剂的补充而被添加,或者熔融试剂可以具有与其相关联的颜色。在该示例中,可以由可测量和记录材料颜色的光学系统来确定终止。当3d打印物体的区域与被定义为终止条件的预期颜色相匹配时,清洁可以前进到另一个区域,并且当整个3d打印物体具有预期颜色时,可以确定该零件得到了充分清洁。
40.终止条件的另一个示例是3d打印物体的目标重量。也就是说,知道了熔融构建材料的属性和3d打印物体的几何形状,就可以确定目标重量。类似于颜色示例,当3d打印物体的重量与目标重量相匹配时,可以确定3d打印物体得到了充分清洁。
41.终止条件的另一个示例是3d打印物体的目标几何形状。即如相机等光学读取器可以测量3d打印物体的实际几何形状或3d打印物体的区域,以确定所测量的几何形状是否与相关联数字文件中的目标几何形状相匹配,从而确定3d打印物体何时已得到充分清洁。
42.作为又另一个示例,可以将3d打印物体的目标反射率与3d打印物体的实际表面反射率进行比较,以确定3d打印物体何时已得到充分清洁。虽然特别提及了特定的终止条件,但其他终止条件可被包括在清洁指令中,并用于确定清洁周期的终止。
43.在一些示例中,读取器(102)仅提取那些与系统(100)所处的清洁站相关的清洁指令。也就是说,清洁指令可以包括用于各种清洁形式的任何上述信息。然而,特定的清洁站可以使用特定的清洁形式。相应地,在该示例中,读取器(102)仅提取相关指令。作为特定示例,清洁站可以实施空气喷嘴来清洁3d打印物体,并且清洁指令可以包括用于喷砂、刷洗和喷气的指令。因此,在该示例中,读取器(102)获取与清洁站的特性相关的信息,并且仅提取与该清洁站使用的空气喷嘴相关的清洁指令。
44.读取器(102)可以以多种方式提取清洁指令。在一个示例中,3d打印物体本身的形状可以允许识别3d打印物体。在确定了3d打印物体的身份后,可以例如从如服务器等远程位置提取清洁指令。作为特定示例,光学系统可以确定3d打印物体是水瓶。识别出3d打印物体是水瓶后,读取器(102)可以从数据库或远程服务器提取关于如何抓握水瓶的指令。
45.作为另一个具体示例,构建批次可以包括许多3d打印物体,这些3d打印物体可以具有不同的物理属性和材料属性,因此可以具有不同的清洁指令。读取器(102)可以访问所捕获的3d打印物体图像。然后可以分析这些图像以确定3d打印物体的轮廓。可以将3d打印物体的轮廓与文件进行比较以确定3d打印物体的身份。
46.作为另一个示例,读取器(102)可以通过从要被清洁的3d打印物体提取编码的清洁指令来提取清洁指令和3d打印物体的身份。也就是说,清洁指令可以被嵌入在3d打印物体本身上。
47.这种编码数据可以采用多种形式。例如,清洁指令可以被编码在表面上的rfid芯片上或被嵌入3d打印物体内部。当被rf型读取器(102)询问时,清洁指令被传递到控制器(104)以指导清洁设备。作为又另一个示例,信息可以被存储在具有不同频率响应的电磁谐振器(electromagnetic resonator)中。
48.清洁指令也可以以其他方式被编码和形成。例如,3d打印物体可以在物体表面上
以数据有效载荷进行编码。可以以多种方式在物体上存储和隐藏或编码数据。例如,数据可能在视觉上无法察觉,或者可以通过仔细检视来识别,但其格式对人类来说是不可读的。也就是说,数据可以不包括字母数字字符,而是可以基于任何数量的非字母数字样式对数据进行编码,这些非字母数字样式包括颜色图案、凸起/未凸起的表面图案和表面纹理特性。
49.作为具体示例,3d打印物体可以包括对可见光波长透明但吸收红外波长的油墨层。这种油墨可以用于打印代表编码数据的图案,而这种图案是人眼不可见或视觉上不可察觉的。在该示例中,读取器(102)可以是红外相机/照明系统,其可以检测3d打印物体上的编码的部件特定组装指令。
50.在另一个示例中,如上所述,编码数据可以在3d打印物体内部。例如,黑色条形码可以打印在白色部件上。该层可以覆盖有一层薄薄的白色塑料或油漆。在该示例中,在低光照条件下,条形码在低光照水平下很难看到或不可能通过白色塑料或油漆的薄层被看到。然而,当强光照射到物体上时,表面下方的黑色条形码将变得可见。
51.在一个示例中,清洁指令可以被编码并形成为颜色的轻微变化,即,经由颜色斑纹(color mottling)。例如,可以略微更改像素值,该更改值指示信息位,当提取该信息位时,该信息位用于传送数据有效载荷,即,清洁指令。
52.在另一个示例中,该部件包括凸起的表面图案。可以通过映射到不同位的不同角度、形状和/或高度来检测不同表面的取向、形状和/或高度。相应地,在该示例中,清洁指令可以被转换为凸起的表面图案。在该示例中,读取器(102)可以包括基于可见光(optical light-based)的扫描仪,该扫描仪可以经由光束或其他检测器来检测角度、形状和/或高度,从而可以提取映射到这些特性的编码数据。
53.虽然特别提及了某些类型的编码数据,但也可以使用其他形式的编码数据,比如快速响应(qr)码、条形码、2d矩阵码和隐写图像(steganographic image)等。如上所述,读取器(102)可以包括专门的传感器来提取信息。在其他示例中,读取器(102)可以分析从如相机等设备接收到的信息以获得清洁指令并对其进行解码。
54.虽然特别提及了编码数据是在3d打印物体本身上形成的,但编码数据可以在附接到或保持3d打印物体的浇口(sprue)上形成。
55.在另一个示例中,可以从要清洁的3d打印物体上的编码数据所引用的位置提取清洁指令,而不是从3d打印物体本身提取编码的清洁指令。
56.在这些示例中,读取器(102)可以对编码数据进行解码以生成3d打印物体的清洁指令。例如,读取器(102)可以访问编码数据与数据位之间的映射,使得当检测到编码数据时,读取器(102)可以识别相关联的位或一组位,以对编码的清洁指令进行解码。相应地,读取器(102)是为特定形式的编码数据定制的。例如,如果数据被编码为颜色斑纹,则读取器(102)提取颜色差异并识别每个位置的像素值,并参考数据库以基于相关联的像素值解密数据。注意,如上所述,编码信息可以用作参考。也就是说,编码信息可以是清洁指令本身,也可以是指对存储清洁指令的位置的引用。
57.在一些示例中,在3d打印物体的物理分析没有导致3d打印物体的识别的情况下,可以执行上述经由编码数据获取清洁指令。也就是说,3d打印物体上可能存在过多结块材料,使得无法确定轮廓识别。在该示例中,编码数据(无论是清洁指令本身还是指向清洁指令的指针)可以经由任何上述操作进行解码。
58.一旦识别出3d打印物体,系统(100)就执行关于如何抓握和清洁3d打印物体的指令(用零件编码/在零件上编码,或由在零件中/其上编码的数据引用)。具体地,系统(100)包括控制器(104),该控制器(104)用于指令至少一个清洁设备基于清洁指令来清洁3d打印物体。也就是说,清洁站可以包括任意数量的机器人设备或被动设备(passive device),这些设备用于将结块的构建材料从3d打印物体上清除掉。这种清洁设备的示例包括机器人抓握臂、吸嘴、喷砂喷嘴、喷气嘴以及任何种类的主动或被动机械清洁设备,比如刷子。在该示例中,清洁指令提供命令来以特定方式实施这些清洁设备中的每一个,从而实现对3d打印物体的期望清洁。换句话说,清洁指令为清洁操作提供指导,并且控制器执行这些指令。
59.系统(100)还可以包括测量系统(106)以确定何时满足终止条件。也就是说,如上所述,清洁指令(其可以针对特定3d打印物体被特别地定义)可以为特性设置阈值,该阈值指示3d打印物体已经得到充分清洁。例如,当阈值条件是重量时,测量系统(106)可以在3d打印物体被清洁时连续或周期性地为其称重,并将得到的重量值与目标值进行比较。当重量值达到目标值时,可以指示已去除了足够多的未熔融构建材料。相比之下,如果3d打印物体的重量大于目标值,这可以表明未熔融构建材料仍然存在于3d打印物体上,并且应将其去除以保持零件的几何形状和美观性。如将结合图4描述的,测量系统(106)可以是多种类型的。
60.图2是根据本文所描述原理的示例的用于3d打印物体清洁的方法(200)的流程图。根据方法(200),提取与3d打印物体相关联的清洁指令(框201)。也就是说,由于不同的3d打印物体具有不同的材料特性和尺寸特性,因此可能期望提供与特定3d打印物体特别相关的清洁指令。如上所述,提取(201)可以采取不同的形式。例如,3d打印物体的尺寸分析可以允许确定3d打印物体的身份,并且可以从远程位置或本地数据库提取清洁指令(框201)。
61.在另一个示例中,如射频识别(rfid)芯片等存储元件可以被存储在3d打印物体之上或之中。该rfid芯片或其他元件可以存储清洁指令或参考存储清洁指令的位置。在另一个示例中,读取器(图1,102)可以对3d打印物体上的某些编码进行解码以确定清洁指令。
62.如上所述,清洁指令可以包括指导3d打印物体的清洁的终止条件。也就是说,基于清洁指令执行清洁操作(框202),并且在执行清洁操作期间测量3d打印物体的特性(框203)。也就是说,一旦3d打印物体被识别和定向,有关抓握、操纵、去结块和清洁的信息就会被发送到清洁设备。清洁设备实施关于如何抓握和清洁3d打印物体的技术(用零件编码/在零件上编码,或由在零件中/其上编码的数据引用)。
63.终止条件和特性可以是多种类型的,包括重量、颜色、反射率和/或几何形状。响应于特性满足终止条件,终止清洁操作(框204)。在一些示例中,可以迭代地执行清洁指令(框202)直到满足终止条件。例如,如果清洁指令已被完全执行,则可以确定是否满足终止条件。如果不满足,则再次执行清洁指令(框202)。一旦满足终止条件,就终止清洁操作(框204)。
64.也就是说,本方法(200)描述了对3d打印物体的清洁指令进行编码,然后在整个清洁过程中使用这些清洁指令来确定零件何时已得到充分清洁。在没有这种终止条件的情况下,清洁可能会持续太长时间,或者可能不会被执行足够长的一段时间,从而可能是无效的和/或低效的。
65.图3是根据本文所描述原理的示例的用于三维(3d)打印物体清洁的系统(100)的
框图。如上所述,系统(100)可以包括读取器(102)、控制器(104)和测量系统(106),它们一起工作以基于特定于3d打印物体的定制清洁指令来清洁该3d打印物体,并且它们使用清洁指令内的终止条件来动态地终止物体清洁,而不是基于一些预定的、模棱两可的并且因此无效的清洁周期来操作。
66.系统(100)可以包括姿态确定系统(308)以识别3d打印物体的姿态。例如,如上所述,清洁指令可以禁止对3d打印物体的特定区域执行某些操作。相应地,姿态系统(308)确定3d打印物体的取向和姿态,从而可以相对于3d打印物体执行正确的操作。
67.例如,清洁指令可以在对杯子的内部底部进行喷砂时指示杯子底部附近的抓握位置,随后在对杯子的外部底部进行喷砂时指示围绕杯子边缘(rim)的抓握位置。然而,在执行这些操作之前,姿态确定系统(308)识别杯子的底部、边缘和内部的位置。一旦确定了3d打印物体的完整姿态,机械手机器人(manipulator robot)就可以精确且适当地抓握3d打印物体,而不会意外损坏它。因此,这种系统避免了对机械臂的依赖,其具有从其夹持器部件提供反馈的主动力传感器。
68.作为特定示例,姿态可以用于相对于3d打印物体适当地定位清洁设备,比如喷砂机,因为结块切除(cake-ablation)率取决于喷砂机与3d打印物体表面之间的距离。此外,如果喷砂机离表面太近,尤其是在脆弱的物体的情况下,其可能会切除掉打印的零件材料(不仅仅是粉末)或者可能会破坏易碎的零件或零件部分。因此,确定3d打印物体的姿态的操作允许在不损坏3d打印物体本身的情况下执行精确且正确的后处理操作。
69.可以通过多种方式找到3d打印物体的姿态。在一个示例中,在3d打印物体之上或之中形成特征,这些特征允许通过沿路径移动3d打印物体并测量每个特征所经历的加速度来定位零件。以这种方式,可以确定每个特征的位置和取向。即使零件被不透光的材料包围,也能够实现这种定位。
70.在特定示例中,以相对于3d打印物体的预定姿态放置加速度计。在制作之后,以预定方式操纵包括嵌入物体的加速度计的3d打印物体。具体地,机器人臂最初可以基于视觉系统的输出来抓取3d打印物体以赋予该运动,该运动生成用于确定3d打印物体姿态的加速度计的输出。基于从加速度计接收的信息以及3d打印物体的跟踪运动,可以确定3d打印物体的位置和取向,使得控制器(104)可以正确地指令相应的清洁操作。虽然特别提及了加速度计,但也可以使用其他类型的惯性测量设备,比如陀螺仪或磁力计等。
71.在一些示例中,加速度计还可以提供由读取器(102)使用的3d打印物体的身份。例如,加速度计可以具有由姿态确定系统(308)的处理器检测的特定能量信号。在该示例中,接收到的能量信号被传递到读取器(102),该读取器基于接收到的信息确定物体的身份。例如,读取器(102)可以查询具有能量信号与物体标识符之间的映射的数据库。
72.因此,本系统(100)允许通过接收设置在质量块(mass)内的加速度计的测得加速度大小、并通过知道质量块本身的实际加速度向量来识别质量块内的姿态,即六值坐标,比如沿x轴的位移、沿y轴的位移、沿z轴的位移、围绕z轴的角旋转、围绕x轴的角旋转和围绕y轴的角旋转。
73.在另一个示例中,姿态确定系统(308)与以相对于3d打印物体的预定姿态放置的谐振器交互。通过用能量激励这些谐振器并测量反射能量的特性,比如反射信号的强度、方向和偏振,系统可以确定谐振器相对于外部能量源的姿态。
74.因此,在该示例中,姿态确定系统(308)包括至少一个定向天线。在一些示例中,(多个)定向天线可以相对于清洁台(cleaning stage)静止。在其他示例中,(多个)定向天线围绕3d打印物体旋转。(多个)定向天线可以以多种频率中的任何一种发射能量。具体地,(多个)定向天线可以发射各种形式的电磁辐射,其可以包括红外光、激光或其他形式的合适的电磁辐射。3d打印物体可以包括谐振器,其优先反射电磁波某个频带中的能量。也就是说,谐振器将反射某些谐振频率的能量,这些谐振频率在(多个)定向天线处被接收并用于确定谐振器的位置和姿态。谐振器的身份和位置允许确定3d打印物体的位置和姿态。
75.在一些示例中,3d打印物体相对于(多个)定向天线移动。随着3d打印物体的移动,谐振器相对于(多个)定向天线的取向会发生变化。这种取向的变化会影响接收到的反射信号的强度,并且潜在地影响偏振。基于接收到的反射信号的特性,基于谐振器的姿态系统(308)可以确定3d打印物体的姿态。
76.在任何一种情况下,姿态确定系统(308)可以包括处理器以接收来自加速度计或谐振器的数据。例如,姿态确定系统(308)的处理器访问数据库,该数据库包括有关已制作的各种3d打印物体的信息。例如,数据库可以包括3d打印物体的尺寸库。数据库还可以指示在每个3d打印物体内谐振器或加速度计被设置在何处。也就是说,知道了加速度计或谐振器相对于3d打印物体的姿态的姿态,并且知道谐振器或加速度计的姿态允许确定3d打印物体的姿态。
77.在另一个示例中,可以使用点云确定物体姿态。在该示例中,姿态确定系统(308)包括处理器和3d相机,该3d相机能够收集表示3d打印物体表面与3d相机的深度距离的数据点。在一些示例中,数据点指示从3d打印物体表面注册的每个点的x、y和z坐标点。使用来自3d打印物体表面的这些3d数据点,可以推断出3d打印物体的几何属性(诸如质心和取向),从而导致对物体姿态的估计。在一些示例中,3d数据点可以匹配例如来自数据库的预定物体。在这种情况下,可以通过将来自3d相机的3d数据点分布与数据库中的预定物体信息进行比较和对齐来确定姿态。
78.虽然特别提及了一些姿态确定系统(308)操作,但是可以使用其他机制(比如图像分析)来确定3d打印物体的姿态。在该示例中,姿态确定系统(308)可以包括用于捕获3d打印物体的图像的相机,然后可以分析该图像以确定3d打印物体的姿态。
79.因此,本系统(100)描述了一种使清洁工艺自动化和定制化的方式。在该特定示例中,系统(100)确定3d打印物体的位置和取向,使得自动化系统可以在不施加过度的力的情况下巧妙地抓握3d打印物体,以便不会损坏3d打印物体,从而可以执行精确的清洁。
80.图4是根据本文所描述原理的示例的用于3d打印物体(410)清洁的环境的示图。在图4中描绘的示例中,要清洁的3d打印物体(410)是杯子。从图4中可以看出,可能有各种结块但未熔融的构建材料聚集设置在杯子上。如上所述,系统(图1,100)控制清洁3d打印物体(410)的清洁设备的操作,在该示例中,清洁设备包括用于抓握3d打印物体(410)的机器人臂(412)、用于生成朝向3d打印物体(410)的气流以去除结块的构建材料的空气喷嘴(414)、以及刷垫(416),机器人臂(412)可以抵靠该刷垫摩擦3d打印物体(410)以去除某些结块的构建材料。
81.图4还描绘了可以构成测量系统(图1,106)的各种部件。也就是说,在一个示例中,测量系统(图1,106)可以包括光学系统,该光学系统包括多个相机(420)或其他扫描设备以
捕获3d打印物体(410)的图像。在一些示例中,相机(420)可以是如上所述的二维相机或三维相机(420),用于分别捕获3d打印物体(410)的2d或3d图像,以便识别其姿态并测量特性,以供最终与任何终止条件进行比较。
82.捕获的图像可以用于多种原因。例如,捕获的图像可以被传递给读取器(图1,102),其可以分析图像中所表示的3d打印物体(410)的形状以确定3d打印物体(410)的身份,以便可以获得清洁指令。在另一个示例中,读取器(图1,102)分析捕获的图像以查明编码的清洁指令、编码的标识符和/或指向远程存储的清洁指令的编码点。
83.在另一个示例中,相机(420)可以形成姿态确定系统(图3,308)的一部分,以确定3d打印物体(410)的形状和姿态,从而可以执行自动化清洁操作。也就是说,相机(420)提供3d打印物体(410)的姿态,以便可以使用适当的工具路径和抓握保持来清洁物体。
84.作为测量系统(图1,106)的一部分,相机(420)捕获处理器(412)使用的信息,以将3d打印物体(410)的特性与终止条件进行比较。也就是说,如上所述,终止条件表示特性的目标值,当达到该目标值时,促使清洁操作终止。相机(420)记录特性并且处理器(412)确定特性是否满足终止条件。例如,在物体颜色是终止条件的示例中。相机(420)可以拍摄3d打印物体(410)的图像,并且处理器(412)可以分析图像以确定3d打印物体(410)的实际颜色并将其与颜色终止条件进行比较。当这两个值匹配时,基于相机的测量系统(图1,106)可以触发控制器(图1,104)以终止清洁。
85.在另一个示例中,测量系统(图1,106)包括用于对3d打印物体(410)进行称重的秤(418)。在物体重量是终止条件的示例中,秤(418)可以获取3d打印物体(410)的重量,并且处理器(412)可以将秤(418)的输出与3d打印物体(410)的目标重量进行比较。当这两个值匹配时,基于秤的测量系统(图1,106)可以触发控制器(图1,104)以终止清洁。在一些示例中,处理器(412)可以是控制器(图1,104)的一部分。在其他示例中,处理器(412)可以不同于控制器(图1,104)。
86.在又一个示例中,测量系统(图1,106)包括对3d打印物体(410)进行称重的机器人臂(412)。在物体重量是终止条件的示例中,机器人臂(412)可以抓握3d打印物体(410),并且机器人臂(412)内的传感器可以确定3d打印物体(410)的重量,并且处理器(412)可以将该测得的重量与3d打印物体(410)的目标重量进行比较。当这两个值匹配时,基于秤的测量系统(图1,106)可以触发控制器(图1,104)以终止清洁。
87.图5是根据本文所描述原理的示例的用于3d打印物体(图4,410)清洁的方法(500)的流程图。根据方法(500),确定结块的构建材料可能积聚在3d打印物体(图4,410)上的位置(框501)。这种确定可以包括对粉末状构建材料的物理特性和增材制造操作进行建模。也就是说,基于材料属性和几何属性,可以查明哪些位置更有可能经历例如基于热流失的结块。这种模型从而提供了对打印工艺期间结块(部分熔融)的粉末将在何处积聚的估计。在一些示例中,该模型可以包括外部提供的关于结块粉末预计在何处积聚的信息和/或在3d打印物体(图4,410)的制作期间记录的信息可以增进对不需要的粉末积聚的位置和程度的估计。
88.然后可以生成清洁指令(框502)。也就是说,将构成清洁指令的一系列移动、清洁设备、操作、强度等汇编在一起。在一些示例中,清洁指令基于所确定的结块的构建材料可能积聚的位置。也就是说,这些位置的清洁操作可能更加强烈,以确保充分去除材料。
89.这种生成(框502)可以包括多种操作。例如,数据库可以包括各种原语,比如工具路径、如横向擦洗、圆形擦洗或刮擦等基本清洁操作。清洁指令的生成(框502)因此包括对不同的原语和每个例程的所选参数的汇编以生成整体清洁指令。
90.汇编可以基于不同的标准。例如,用户可以输入不同的原语。在另一个示例中,3d打印物体(图4,410)的特性可以规定某些清洁参数,比如强度和抓握位置。在又一个示例中,生成(框502)可以基于机器学习。也就是说,基于清洁操作期间获取的历史信息,可以更改默认清洁原语。例如,默认的清洁原语可以指示特定类型的抓握的特定抓握强度。然而,历史信息可以指示对于特定厚度的构建材料,特定抓握强度会压碎部件。因此,机器学习系统可以基于该历史信息调整抓握强度。
91.作为特定示例,清洁指令可以规定抓握位置。抓握位置可以通过操作员启发法或者通过计算机辅助分析来提供,计算机辅助分析旨在给定位于清洁站的夹持/抓握/抽吸设备的特性的情况下合成机械抓握。
92.在一些示例中,清洁指令包括一系列抓握位置,每个抓握位置与3d打印物体(图4,410)的特定区域的清洁相关联。也就是说,仅保持在一个位置可能无法清洁整个3d打印物体(图4,410)。这可能是由于清洁机制的特性。因此,清洁指令可以包括当3d打印物体(图4,410)以一个取向保持在一个位置时的第一清洁操作。然后,指令可以触发在新位置重新夹持3d打印物体(图4,410),以便于清洁3d打印物体(图4,410)的另一部分。
93.清洁指令还可以包括去结块指令、清洁指令和评估指令。也就是说,并非所有3d打印物体(图4,410)都将以相同的方式进行清洁。无论是由于来自用户的一些启发法还是计算机辅助分析,指令首先以特定于3d打印物体(图4,410)的运动原语开始。当机器人抓握3d打印物体(图4,410)、改变3d打印物体(图4,410)的取向和位置、并且当机器人将3d打印物体(图4,410)移动通过清洁站时,这些运动原语被实例化。
94.在已经形成3d打印物体(图4,410)之后,确定要被清洁的3d打印物体(图4,410)的身份是否未经验证(框503)。也就是说,3d打印物体(图4,410)可能完全被粉末覆盖且可能无法识别,并且相关联的清洁指令也无法提取。响应于确定3d打印物体(图4,410)的身份未经验证(框503,确定为否),3d打印物体(图4,410)可以被标记为不可识别的并且可以采取中等程度的(intermediate)动作(框504)来一般地清洁3d打印物体(图4,410)。例如,用户可以手动清洁3d打印物体(图4,410),或者可以使用不考虑特定几何属性和材料属性的更一般的后处理操作,比如自动喷砂机。在任何一种情况下,可以去除多余的粉末,直到可以识别3d打印物体(图4,410)以获得特定的清洁指令。
95.一旦验证了3d打印物体(图4,410)的身份(框503,确定为是),就可以提取清洁指令(框505),如上文结合图2所述。也就是说,一旦3d打印物体(图4,410)被识别和定向,关于抓握、操纵、去结块和清洁的信息就被发送到控制器(图1,104),该控制器基于清洁指令执行清洁操作(框506)。这可以如以上结合图2所述的那样来执行。
96.类似于结合图2所描述的,测量3d打印物体(图4,410)的特性(框507),并确定是否满足终止条件(框508)。如果不满足终止条件(框508,确定为否),则执行清洁指令(框506),并且迭代地测量特性(框507),直到满足终止条件(框508,确定为是)。在一些示例中,清洁指令的后续迭代与先前迭代不同。例如,第二轮清洁指令可能更强烈,以清除更顽固地粘附在3d打印物体(图4,410)上的结块的构建材料。一旦满足终止条件(框508,确定为是),清洁
操作终止。
97.在一些示例中,方法(500)包括基于特性与终止条件之间随时间的差异来更改清洁指令(框509)。也就是说,如上所述,在整个清洁操作过程中,测量系统(图1,106)可以监测物体清洁并且周期性地输出3d打印物体(图4,410)的特性。如果确定在较长一段时间后满足终止条件,则可以针对后续实例改变清洁指令,例如通过使用更高强度的清洁操作或用特定的清洁形式进行更长的一段时间。在另一个示例中,可以确定所执行的清洁指令可能导致零件损坏。相应地,可以更改针对后续周期生成的清洁指令(框502)。换句话说,本方法(500)提供闭环反馈,以基于在实际零件清洁期间收集的数据定制和完善清洁指令。
98.在一些示例中,清洁指令的更改(框509)可以在相同的3d打印物体(图4,410)或不同的3d打印物体(图4,410)的后续实例上实施。例如,其他3d打印物体(图4,410)可能与最近形成的3d打印物体(图4,410)具有相似的几何形状。在该示例中,要形成的3d打印物体(图4,410)的清洁指令可以基于上述记录的最近形成的3d打印物体(图4,410)的清洁结果而更改。
99.如上所述,上述更改(框509)可以用于后续清洁操作。然而,在其他示例中,调整可以是动态的并且适用于当前清洁操作。例如,清洁指令可以包括多个例程,并且如果在预定的一段时间后,第一个例程没有充分清洁零件,则可以实施不同的更强烈的例程。如上所述,这可以采取在第一次迭代没有充分清洁3d打印物体(图4,410)后增加清洁指令强度的形式。
100.图6描绘了根据本文所描述原理的另一个示例的用于3d打印物体(图4,410)清洁的非暂态机器可读存储介质(622)。为了实现其期望功能,计算系统包括各种硬件部件。具体地,计算系统包括处理器和机器可读存储介质(622)。机器可读存储介质(622)通信地耦接到处理器。机器可读存储介质(622)包括用于执行指定功能的多个指令(624、626、628、630、632)。机器可读存储介质(622)使处理器执行指令(624、626、628、630、632)的指定功能。
101.参考图6,识别3d打印物体(图4,410)指令(624)当由处理器执行时使处理器识别3d打印物体(图4,410)。提取指令(626)当由处理器执行时可以使处理器提取与3d打印物体(图4,410)相关联的清洁指令。确定指令(628)当由处理器执行时可以使处理器根据清洁指令来确定特定于清洁站的清洁设备的清洁设备参数。识别姿态指令(630)当由处理器执行时可以使处理器识别3d打印物体(图4,410)的姿态。执行指令(632)当由处理器执行时可以使处理器基于清洁指令执行清洁操作。
102.这样的系统和方法:1)提供准确的3d打印物体清洁;2)允许精确执行复杂的清洁操作;3)提供特定的、而非通用的定制清洁操作;以及4)提高3d打印物体清洁的安全性和效率。然而,设想到的是,本文所公开的设备可以解决多种技术领域中的其他问题和缺陷。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1