一种带法兰的悬置制品的组装方法与流程
1.本发明涉及一种带法兰的悬置制品的组装方法。
背景技术:
2.请参阅图1,汽车用动力总成悬置由支架4
′
和压入支架4
′
中的橡胶悬置1
′
组装而成,橡胶悬置1
′
包括塑料外套13
′
,塑料外套13
′
的上侧为法兰结构11
′
,下侧为卡扣结构12
′
。
3.橡胶悬置的外套材质为塑料,上侧采用法兰结构11
′
,同时下侧采用卡扣结构12
′
。橡胶悬置与芯轴和橡胶硫化成一体,后与支架4
′
组装在一起。由于外套材质为塑料,缩颈后卸除外力,塑料外套13
′
会几乎恢复至最初状态,所以无法采用先缩颈、后组装的方法。现有组装方法为“两步法”:1)橡胶悬置在缩颈装置作用的同时,通过压头将橡胶悬置部分压入支架4
′
;2)移除缩颈装置,通过压头将橡胶悬置完全压入支架4
′
。现有组装过程繁琐,存在操作时间长、劳动强度大、生产效率低等问题。
技术实现要素:
4.本发明的目的是克服现有技术的缺陷,提供一种带法兰的悬置制品的组装方法,可以实现橡胶悬置一步式快速组装,提高组装过程生产效率和质量。
5.实现上述目的的技术方案是:一种带法兰的悬置制品的组装方法,所述悬置制品由支架和压入支架中的橡胶悬置组装而成,所述橡胶悬置包括塑料外套,所述塑料外套的上侧为法兰结构,下侧为卡扣结构,所述组装方法采用压力机和组装模具组装所述悬置制品,其中:
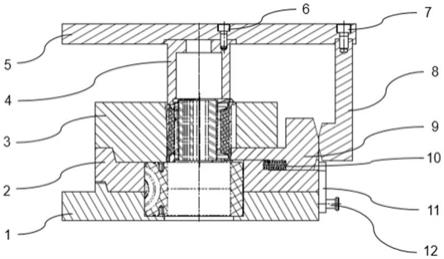
6.所述组装模具包括底模、中模、上模、压头、上固定板、两个侧向顶板和两个双锥面滑块,其中:
7.所述底模、中模和上模从下至上依次设置;所述底模和中模的中部分别开设有上下贯通的通孔,所述底模的通孔和中模的通孔组成支架放置孔;所述上模的中部开设有上下贯通的橡胶悬置放置孔;
8.所述压头通过螺栓固定于所述上固定板的下表面中部,且所述压头位于所述橡胶悬置放置孔的正上方;
9.所述两个侧向顶板相对设置在所述上固定板的下表面;每个侧向顶板竖向设置,且所述侧向顶板的顶端通过螺栓固定于所述上固定板的下表面,所述侧向顶板的下端设置有向内凸出的凸台,所述凸台的内侧面具有从上至下依次相连的上锥形面、中平面和下锥形面;
10.所述两个双锥面滑块一一对应地设置在所述两个侧向顶板的内侧;每个双锥面滑块包括竖向部和与其内侧面的中部相连的横向部,所述竖向部的外侧面具有从上至下依次相连的上锥形面、中平面和下锥形面;所述中模的上表面开设有两个相对设置的滑块安装槽,所述两个双锥面滑块的竖向部的下端一一对应地设置在两个滑块安装槽内;所述双锥
面滑块的横向部位于所述上模和中模之间,并延伸至所述橡胶悬置放置孔;所述双锥面滑块的竖向部的外侧面与相应的所述侧向顶板的凸台的内侧面相接触;
11.所述两个滑块安装槽内分别横向设置有两个预压缩弹簧,且所述预压缩弹簧位于相应的所述双锥面滑块的竖向部的内侧;
12.所述底模的相对设置的两侧面分别设置有一个拉板,且所述拉板的上端通过定位销固定于所述中模;所述拉板的下端通过拉杆固定于所述底模;
13.所述组装方法包括以下步骤:
14.s1,将所述底模固定于所述压力机的底板,所述上固定板固定于压力机的顶板,将压力机的底板和压力机的顶板分离,将支架放置在支架放置孔内,将橡胶悬置放置在橡胶悬置放置孔内;将压力机的底板向上移动,在所述侧向顶板的作用下,所述双锥面滑块向内侧移动,对橡胶悬置完成缩颈,并完成橡胶悬置和支架的对正;
15.s2,压力机的底板继续向上移动,所述压头的底端面与所述橡胶悬置的顶端面接触;
16.s3,压力机的底板继续向上移动,所述压头带动橡胶悬置压入支架内;所述双锥面滑块在所述预压缩弹簧的推力作用下向外侧滑动,同时所述双锥面滑块与所述塑料外套的法兰结构在水平方向上距离增大,实现避让;
17.s4,当所述上固定板与所述上模接触时,压力机的底板停止向上移动,完成悬置制品的组装;
18.s5,压力机的底板向下移动,在所述侧向顶板的作用下,所述双锥面滑块向内侧移动;压力机的底板继续向下移动,通过拉杆向外侧拉动拉板并旋转90
°
,依次移除上模和中模,取出组装完的悬置制品。
19.上述的一种带法兰的悬置制品的组装方法,所述底模的上端设置有中模安装槽,所述中模的下端设置有与所述中模安装槽相适配的锥面;
20.所述中模的上端设置有上模安装槽,所述上模的下端设置有与所述上模安装槽相适配的锥面。
21.上述的一种带法兰的悬置制品的组装方法,所述滑块安装槽的槽壁上通过螺钉固定有压板。
22.上述的一种带法兰的悬置制品的组装方法,所述滑块安装槽的槽底呈一级台阶状结构。
23.上述的一种带法兰的悬置制品的组装方法,所述双锥面滑块的竖向部的外侧面的上锥形面、中平面和下锥形面组成向外凸出的形状;
24.所述侧向顶板的凸台的上锥形面、中平面和下锥形面组成向内凸出的形状。
25.上述的一种带法兰的悬置制品的组装方法,步骤s1中,压力机的底板向上移动时,所述双锥面滑块的竖向部的上锥形面沿着相应的所述侧向顶板的凸台的下锥形面移动,所述侧向顶板推动所述双锥面滑块向内侧移动。
26.上述的一种带法兰的悬置制品的组装方法,步骤s5中,压力机的底板向下移动,所述双锥面滑块的竖向部的下锥形面沿着相应的所述侧向顶板的凸台的上锥形面移动,所述侧向顶板推动所述双锥面滑块向内侧移动。
27.本发明的带法兰的悬置制品的组装方法,可以实现橡胶悬置一步式快速组装,提
高组装过程生产效率和质量。
附图说明
28.图1为汽车用动力总成悬置的结构图;
29.图2为本发明的带法兰的悬置制品的组装方法采用的组装模具的结构图;
30.图3为图2的a
‑
a向剖视图;
31.图4为双锥面滑块与中模的固定结构图;
32.图5为组装过程开始的结构示意图;
33.图6为组装过程结束的结构示意图。
具体实施方式
34.为了使本技术领域的技术人员能更好地理解本发明的技术方案,下面结合附图对其具体实施方式进行详细地说明:
35.请参阅图1,带法兰的悬置制品由支架4
′
和压入支架4
′
中的橡胶悬置1
′
组装而成,橡胶悬置1
′
包括塑料外套13
′
,塑料外套13
′
的上侧为法兰结构11
′
,下侧为卡扣结构12
′
。
36.请参阅图2至图6,本发明的最佳实施例,一种带法兰的悬置制品的组装方法,采用压力机和组装模具组装悬置制品。
37.再请参阅图3和图4,组装模具包括底模1、中模2、上模3、压头4、上固定板5、两个侧向顶板8和两个双锥面滑块9。
38.底模1、中模2和上模3从下至上依次设置,底模1的上端设置有中模安装槽,中模2的下端设置有与中模安装槽相适配的锥面;中模2的上端设置有上模安装槽,上模3的下端设置有与所述上模安装槽相适配的锥面,这样,底模1与中模2、上模3与中模2分别通过相应的锥面配合定位。
39.底模1和中模2的中部分别开设有上下贯通的通孔,底模1的通孔和中模2的通孔组成支架放置孔;上模3的中部开设有上下贯通的橡胶悬置放置孔。
40.压头4通过螺栓6固定于上固定板5的下表面中部,且压头4位于橡胶悬置放置孔的正上方。
41.两个侧向顶板8相对设置在上固定板5的下表面;侧向顶板8竖向设置,且侧向顶板8的顶端通过螺栓7固定于上固定板5的下表面的一侧,侧向顶板8的下端设置有向内凸出的凸台81,凸台81的内侧面具有从上至下依次相连的上锥形面811、中平面812和下锥形面813。
42.两个双锥面滑块9一一对应地设置在两个侧向顶板8的内侧。每个双锥面滑块9包括竖向部91和与其内侧面的中部相连的横向部92,竖向部91的外侧面具有从上至下依次相连的上锥形面911、中平面912和下锥形面913;中模2的上表面开设有两个滑块安装槽21,双锥面滑块9的竖向部91的下端一一对应地设置在两个滑块安装槽21内;双锥面滑块9的横向部92位于所述上模3和中模2之间,并延伸至橡胶悬置放置孔;双锥面滑块9的竖向部91的外侧面与相应的侧向顶板8的凸台81的内侧面相接触;双锥面滑块9的竖向部91的外侧面的上锥形面911、中平面912和下锥形面913组成向外凸出的形状;侧向顶板8的凸台81的上锥形面811、中平面812和下锥形面813组成向内凸出的形状。
43.滑块安装槽的槽底呈一级台阶状结构。滑块安装槽的槽壁上通过螺钉14固定有压板13(见图4),对双锥面滑块9起限位作用。
44.两个滑块安装槽内分别横向设置有两个预压缩弹簧10,且预压缩弹簧10位于相应的双锥面滑块9的竖向部91的内侧。
45.底模1的相对设置的两侧面分别设置有一个拉板11;拉板1的下端通过拉杆12固定于底模1;拉板11和拉杆12对中模2和双锥面滑块9起垂向限位作用。
46.一种带法兰的悬置制品的组装方法,包括以下步骤:
47.s1,再请参阅图5,将底模1固定于压力机的底板,上固定板5固定于压力机的顶板,将压力机的底板和压力机的顶板分离,将支架4
′
放置在支架放置孔内,将橡胶悬置1
′
放置在橡胶悬置放置孔内;将压力机的底板向上移动,双锥面滑块9的竖向部91的上锥形面911沿着相应的侧向顶板8的凸台81的下锥形面813移动,在侧向顶板8的作用下,双锥面滑块9向内侧移动,对橡胶悬置1
′
完成缩颈,并完成橡胶悬置1
′
和支架4
′
的对正;
48.s2,压力机的底板继续向上移动,压头4的底端面与橡胶悬置1
′
的顶端面接触;
49.s3,压力机的底板继续向上移动,压头4带动橡胶悬置1
′
压入支架4
′
内;双锥面滑块9在预压缩弹簧10的推力作用下向外侧滑动,同时双锥面滑块9与塑料外套13
′
的法兰结构11
′
在水平方向上距离增大,实现避让;
50.s4,当上固定板5与上模3接触时,压力机的底板停止向上移动,完成悬置制品的组装;
51.s5,压力机的底板向下移动,双锥面滑块9的竖向部91的下锥形面913沿着相应的侧向顶板8的凸台81的上锥形面811移动,在侧向顶板8的作用下,双锥面滑块9向内侧移动;压力机的底板继续向下移动,通过拉杆12向外侧拉动拉板11并旋转90
°
,依次移除上模3和中模2,取出组装完的悬置制品。
52.本发明的带法兰的悬置制品的组装方法,双锥面滑块9的驱动部分设计为上下双锥面结构,可实现双锥面滑块9的内外侧移动,从而在上压和分离的过程中避开制品的法兰结构。底模1和上固定板5固定于压力机,减少换件时的搬运。双锥面滑块9和中模2之间设计有预压缩弹簧10,实现双锥面滑块9的往复运动。底模1和中模2之间设计有拉板11,实现底模1向下移动的过程中中模2随着底模1向下移动。通过以上各技术创新,橡胶悬置组装过程“一步式”完成,产品放置、取出方便,操作时间短;组装方法适用范围广,同类产品均可采用该方法。
53.本发明的带法兰的悬置制品的组装方法,双锥面滑块9和预压缩弹簧10的数量可以根据需要增加。
54.综上所述,本发明的带法兰的悬置制品的组装方法,改变现有“两步法”的组装方法,依靠压力机和组装模具实现一步式快速组装组装,提高组装过程生产效率和质量。
55.本技术领域中的普通技术人员应当认识到,以上的实施例仅是用来说明本发明,而并非用作为对本发明的限定,只要在本发明的实质精神范围内,对以上所述实施例的变化、变型都将落在本发明的权利要求书范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1