用于诊断成型机的至少一个构件的状态的方法与流程
1.本发明涉及一种具有权利要求1的前序部分的特征的用于诊断成 型机的至少一个构件的状态的方法、配置用于执行这种方法的成型机 以及计算机程序产品。
背景技术:
2.成型机可以理解为注塑机(尤其是塑料注塑机)、压铸机、压力机 等。在下文中,借助注塑机来概述现有技术。通常自然地,这同样适 用于成型机。
3.从现有技术已知,基于在成型机上测得的振动来确定成型机的至 少一个构件的状态。
4.例如从us2008/0111264a1已知在注塑机上执行频率测量以监控 注塑机或检测发生的损坏。教导将可以用来测量振动的传感器放置在 注塑机的可以最清楚地证明由于损坏引起的振动变化的那些位置处。 这些位置例如可以利用有限元分析软件或通过试验来识别。
5.在这种情况下,通过成型机的持续运行或通过外部激励来进行振 动激励。这样的外部激励在现有技术中也被称为“脉冲锤方法”,其中, 注塑机通过短打击(例如通过锤)被激励以振动。
6.at13307u1提出了另一种方法,其中,通过在持续运行中的塑化 单元的驱动装置上的振动传感器记录振动。然后将所记录的振动与参 考振动进行比较,其中,可以得出有关驱动装置的损坏的结论。
7.ep2102728b1也涉及诊断注塑机的状态,其中,为此专门在注塑 机上进行固体声测量。描述了,在持续运行期间通过为此专门设置的 固体声测量装置进行测量,其中,然后可以通过频谱分析来确定频率 分布,其中,从而由频率分布的包络曲线与比较曲线的比较可以得出 关于损伤的结论。
8.现有技术中已知方法的缺点在于,必须在注塑机上有针对性地设 置附加的且昂贵的测量传感器系统,其中,如上所述,传感器系统的 放置并非易事且在传感器放置不正确时产生对注塑机的诊断没有效力 的测量值。
9.现有技术中已知方法的另一个缺点是,注塑机整体上通过持续运 行或例如锤打击来激励以振动,由此虽然确定对于整个注塑机有效力 的振动,但是不能明确地推断出各个构件的结论,从而通常可以在振 动发生变化时检测到缺陷的存在,但是不能明确地将该结论分配给某 个构件。
技术实现要素:
10.本发明的目的是提供一种相对于现有技术改进的和/或更简单的 和/或更有效力的用于诊断成型机的至少一个构件的状态的方法、配置 用于执行这种方法的成型机,以及一种相应的计算机程序产品。
11.该目的通过一种具有权利要求1的特征的用于诊断成型机的至少 一个构件的状
态的方法、具有权利要求11的特征的成型机以及具有权 利要求14的特征的计算机程序产品来实现。
12.根据本发明规定,通过成型机的驱动单元如下地进行设置在成型 机上的至少一个可运动的元件的加速和/或减速(或制动, abbremsen),使得激励在预定的频率范围内的振动。然后可以测量该 振动,并且基于在成型机上测得的该振动,可以确定成型机的至少一 个构件的状态。
13.通过根据本发明的在预定的频率范围内的有针对性的、即有选择 的振动激励创造了产生与成型机的至少一个构件相匹配的振动的可能 性,其中,即使在整个成型机振动的情况下也可以通过振动分析评估 来有针对性地分析确定的构件(更准确地说,确定的构件的状态)。
14.因为基本上成型机的每个构件都具有不同的固有频率范围,所以 即使在整个成型机振动的情况下,也可以通过在一定的频率范围内有 目的地激励来在振动分析中针对至少一个构件。
15.因此,例如创造了将成型机上已经存在的测量装置用于振动测量 的可能性。因此例如成型机上的现有传感器可以用于测量振动并且已 经存在的驱动系统可以用于激励。
16.本发明可以以简单的方式和方法实现,通过根据本发明的方法诊 断已经存在的系统,优选地无需通过附加的测量系统进行扩展。
17.通过本发明,测量装置(更准确地说,其传感器)不再必须设置 在成型机的完全确定的位置上,因为振动测量由于预定的频率范围已 经可以有目的地与至少一个构件相协调,并且不附加地需要消除在待 诊断的构件处的振动,因为整个成型机的振动已经提供了有关该至少 一个构件的状态的消息。
18.此外,通过在预定的频率范围内的激励可能的是,获得关于成型 机的至少一个构件的状态的更精确的消息。因为用于诊断的振动被限 制在一定的频率范围内(该频率范围与所关注的构件相匹配),因此成 型机的其余构件对诊断的影响很小,所以与持续运行的激励(在所述 激励下由于其频率范围的振动与特定的构件不匹配)相比,至少一个 构件的状态可以更精确地确定,因为适合于至少一个构件的振动与成 型机的其他构件的相互作用相对较小。
19.成型机可以理解为例如注塑机(尤其是塑料注塑机)、压铸机、压 力机等。
20.在从属权利要求中定义了本发明的有利实施形式。
21.可以规定,选择预定的频率范围,使得至少一个待诊断的构件的 至少一个固有频率位于所述预定的频率范围内。特别地,在激励如下 频率范围时,其中待诊断的至少一个构件的至少一个固有频率在该频 率范围内,得到特别有效力的振动激励的特别的优点,所述特别有效 力的振动激励允许得到有关至少一个构件的状态的结论。优选规定的 是,预定的频率范围紧密地围绕至少一个固有频率设置,从而避免了 与感兴趣的构件不同的其他构件的固有频率的不期望的激励。
22.同时,例如可以通过有限元程序以简单的方式和方法确定构件的 固有频率。然而替代地,固有频率也可以通过试验来确定。
23.在本发明的过程中,选择相对于可能的“背景噪声”相区别的并 且优选地与其他构件的固有频率不同的固有频率例如有利于诊断(因 为各构件通常具有明显多于一个的
固有频率)。
24.背景噪声应理解为成型机的振动,所述振动在没有附加激励的情 况下已经通过成型机传播,并且可能被环境例如由位于附近的其他成 型机激励。
25.优选地,确定用于要在本发明过程中使用的频率范围的一个绝对 下限,因为较低频率的振动会淹没在由始终存在的各种不同的振动组 成的本底噪声中,并且因此不再能被单义地识别。
26.优选地规定,预定的频率范围由固有频率的围绕至少一个待诊断 的构件的固有频率的+/
‑
5%的宽度(以hz
‑
赫兹为单位)来定义。
27.优选地规定,成型机和/或至少一个可运动的元件和/或至少一个 待诊断的构件的振动作为振动被激励。
28.可以规定,在定义预定的频率范围时考虑至少一个环境条件。
29.这样的环境条件可以例如是温度、润滑或成型机上的引导件的污 染。示例提及的这些环境因素对成型机的振动具有决定性的影响,因 为这些环境因素在成型机的阻尼性能中占有很大的份额,其中,在该 阻尼性能变化时,振动或振动曲线当然也会大大地改变。
30.通过在定义频率范围时已经考虑到这一点,可以预先已经考虑环 境条件的变化,并且可以预先已经最小化或排除由于该环境变化而导 致的测量结果的歪曲。
31.优选规定,将成型机的可运动的模具压紧板用作可运动的元件, 所述可运动的模具压紧板通过(优选具有肘形杆机构的)关闭单元来 加速和/或减速。
32.然而,也可以考虑实施变型,其中例如通过驱动单元使成型机的 顶出器包和/或成型机的塑化单元加速和/或减速,以激励振动。
33.在本文件的过程中,当谈到板时,不必假定是平的、平坦的板。 该板也可具有凹陷和隆起。由此也完全可以考虑带有肋以用于稳定或 产生一定变形行为的实施形式。
34.基本上在此适用的是,成型机上的任何运动的部件都可以用于激 励成型机上的振动。但是,出于物理原因应该注意的是,可运动的元 件的质量越大,成型机上的振动激励就越容易实施。
35.可以规定,使用成型机的测量装置来测量振动。如已经提到的, 通过本发明能够实现,使用成型机的已经存在的测量装置来测量振动。
36.通过在一定定义的频率范围内的激励能够实现,通过整个成型机 的振动以高精度诊断至少一个确定的构件,这使得有必要在待诊断的 构件上设置附加的测量装置。
37.现有的用于振动检测的任何类型的传感器例如都可以用作成型机 的测量装置,其中,可以优选使用加速度传感器、位置传感器等。
38.可以规定,多次地(优选地5到10次)实施对通过激励导致的在 预定的频率范围内的振动的测量,并且该测量的在统计评估的计算变 量中的结果(例如作为平均值)被用于诊断。通过这种多次测量和结 果确定的过程,可以考虑随机散布并可以减少其对测量结果的影响。 该多次的测量例如可以在测试周期内进行,其中,通过至少一个元件 多次前后相继地激励振动。
39.优选规定,将所测得的振动的频率与待诊断的至少一个构件在预 定义状态下的固有频率进行比较,以用于诊断。
40.待诊断的至少一个构件在预定义状态下的固有频率例如可以是该 构件的最佳状
态,其相应于材料技术方面的最佳(例如没有空隙和材 料污染)和/或没有磨损(例如尚未形成发丝裂纹)和/或处于最佳运 行条件(例如最佳预加载)。
41.可以规定,在所测得的振动的频率与待诊断的至少一个构件在预 定义的状态下的固有频率的偏差大于/等于预定的偏差时,确定所述至 少一个构件的损坏和/或缺陷和/或设定错误,其中,优选输出错误报 告。
42.关于偏差,例如可以定义公差范围,使得考虑到至少一个构件的 可接受的磨损。
43.错误报告可以例如限于向操作员输出听觉和/或视觉的警告信号。 但是也可以规定,通过响应于错误报告自动停止生产和/或使成型机自 动进入静止状态。
44.可以规定,以特意设置的诊断周期进行诊断,所述诊断周期例如 可以由操作员启动或者在工厂预定义的运行时间后自动执行,以便能 够例如确定维护工作的要求。
45.此外可以规定,将测量结果或者甚至诊断结果通过数据传输连接 装置传输给成型机的制造商或者成型机的维护服务商。
46.数据传输连接装置可以优选地构造为远程数据传输连接装置。可 以通过lan(局域网)、wlan(无线局域网)、wan(广域网)和/ 或各种(internet)协议来实现远程数据传输连接。
47.但是也可以通过存储介质(usb、硬盘驱动器)手动地实现将数 据传输和转发给制造商或维护服务商,所述存储介质直接与成型机的 控制或调节单元连接。
48.还寻求保护一种成型机,其包括:
49.——至少一个可运动的元件,其中,驱动单元构造用于使所述至 少一个可运动的元件加速和/或减速,
50.——至少一个测量装置,用于测量成型机的振动,以及
51.——至少一个控制或调节单元,所述至少一个控制或调节单元构 造用于执行根据所讨论的实施例之一的根据本发明的方法。
52.可以将控制或调节单元理解为成型机的允许操控促动器、驱动器 和/或驱动调节器的部件,这尤其是包括所谓的“可编程逻辑控制器
”ꢀ
(sps)。这也可以包括接收传感器数据并执行用于控制过程的计算过 程,这可以根据控制方案实时进行。
53.可以规定,成型机的控制或调节单元由成型机的中央机器控制器 来实施或接管其任务。
54.优选地,驱动单元构造为旋转驱动器,该旋转驱动器经由至少一 个传动带(riemen)将旋转运动传递给成型机。
55.可以规定,驱动单元具有至少一个编码器,所述编码器构造为测 量装置的传感器,用于测量振动。
56.此外,寻求保护一种计算机程序产品,该计算机程序产品包括指 令,在由计算机执行程序时,所述指令使计算机执行根据本发明的方 法。
附图说明
57.在附图和下面的附图说明中可以看到本发明的其他示例性优点和 细节。在此示出:
58.图1示出了成型机的实施例的示意图,
59.图2示出了根据本发明的示例性方法的示意性流程,
60.图3a、图3b示出了用于激励振动的关闭单元的速度曲线的示例 性轮廓动态,以及
61.图4示出了示例性的频率分析。
具体实施方式
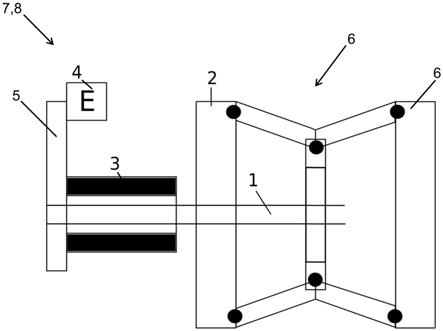
62.图1示出了根据本发明的成型机7的实施例的示意图。在此更精 确地,在图1中示出了成型机7的关闭单元8,在所述成型机中,可 运动的模具夹紧板9可以借助于支撑在端板2上的肘形杆机构6运动。 没有示出本身已知的塑化和注射单元以及可能的外围设备。
63.在该实施例中,肘形杆机构6通过空心轴1由驱动单元3驱动, 其中,该驱动单元3在该特殊的实施例中构造为主轴驱动器。
64.驱动单元3通过传动带5与编码器4连接。通过传动带5与编码 器4连接的驱动单元3的该构型是现有技术已知的,并且用于通过编 码器4确定驱动单元3和/或关闭单元8的位置。
65.图2示出了根据本发明的示例性方法的示意性流程。为了启动用 于诊断成型机7的至少一个构件的状态的方法,首先通过相应地开环 控制或闭环控制驱动单元3来加速或减速设置在成型机7上的至少一 个可运动元件(例如可运动的模具夹紧板9),激励在预先给定的频率 范围内的振动11。
66.根据振动11的期望频率范围,可以通过驱动单元3改变该激励。
67.然后可以通过成型机7的测量装置10(例如编码器4)确定振动 11。然后,由测量装置10测得的振动11可以被传递给成型机的控制 或调节单元12。
68.预定频率范围内的振动11的激励和测量装置10的测量可以通过 控制或调节单元12重复n次(其中,n大于或等于1,优选设定重复 5到10次),以便通过平均测量结果能够考虑可能存在的、不可预见 的异常值。
69.成型机的控制或调节单元12可以在测量过程完成之后评估结果 并且在振动11的频率相对于待诊断的构件的预先定义的固有频率的 偏差大于规定的偏差时输出错误报告13。
70.该错误报告13可以被成型机7的操作者识别为听觉的和/或视觉 的信号。然而,也可替代地或附加地设置成,成型机7通过控制或调 节单元12自动进入静止状态。
71.附加地如图2中的虚线链所示,可以规定,测量装置10的信号通 过控制或调节单元12借助于数据传输连接装置14传输给外部存储介 质和/或计算介质15。
72.也可以在该外部存储介质和/或计算介质15中进行振动11的频率 相对于待诊断的构件的固有频率的偏差的计算,其中,该偏差或诊断 结果可以转发给外部人员或外部公司16。
73.外部人员或外部公司16可以例如是通过远程监控来监控或控制 成型机7的生产的公司的所有者或其他人。维修公司或成型机制造商 的访问也是完全可以想象的。
74.在关闭单元8借助于可运动的模具夹紧板9的关闭和/或打开运行 以激励振动11的示例中,得出以下用于改变频率范围的特征变量:
75.——驱动行程
76.——速度,
77.——建立的关闭力,以及
78.——轮廓动态。
79.图3a和3b以示例的方式示出了可以如何改变关闭单元8的速度 曲线的轮廓动态,以便激励待诊断的构件和/或关闭单元8和/或整个 成型机7至在定义的频率范围内的振动11。y轴在此以任意单位再现 加速度。
80.在此,图3a示出了关闭单元8的速度曲线的轮廓动态,更确切地 说是可运动的模具夹紧板9在正常生产周期中的速度曲线,其中,在 左侧示出了打开运动,而在右侧示出了关闭运动。
81.图3b示出了用于激励振动11的经调整的轮廓动态,其中,又在 左侧示出了打开运动,而在右侧示出了关闭运动。
82.从图3a与3b的直接比较中可以看出,如何通过轮廓动态调整创 造激励在一定的频率范围内的振动11的非常好的可能性,即使运动自 由度很小(例如可运动的模具夹紧板9的行程)。
83.现在,图4示出了示例性的频率分析,其中,成型机7已被激励 至振动,所述振动作为实线示出。
84.然后通过在成型机7上的测量装置10进行测量,其中,所测得的 振动11由虚线表示。
85.可以看出,在x的频率范围内,发生所测得的振动11的振幅的 偏移,所述偏移提供了关于至少一个待诊断的构件的状态的直接消息。
86.因为现在在最佳情况下,至少一个待诊断的构件的固有频率由y 定义,因此可以确定振动的大约z的频率偏差,其中,从试验中确定, 从偏差小于z起就已经应假定至少一个待诊断的构件存在缺陷。
87.因此,在这种情况下,可以通过控制或调节单元12输出错误报告 13。
88.附图标记列表
89.1 空心轴
90.2 端板
91.3 驱动单元
92.4 编码器
93.5 传动带
94.6 肘形杆机构
95.7 成型机
96.8 关闭单元
97.9 可运动的模具压紧板
98.10 测量装置
99.11 振动
100.12 控制或调节单元
101.13 错误报告
102.14 数据传输连接装置
103.15 外部存储介质和/或计算介质
104.16 外部人员或外部公司
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1