三维造型物的制造装置的制作方法
1.本发明涉及一种三维造型物的制造装置。
背景技术:
2.一直以来,使用了各种各样的三维造型物的制造装置。其中,有一种三维造型物的制造装置,其通过形成粉末层,并从头部的喷嘴向该粉末层的三维造型物的造型区域喷出液体,来制造三维造型物。例如,在专利文献1中,公开了一种三维造型装置,其利用粉末材料形成层,并从行式头的喷嘴向该层喷出固化液来制造三维造型物。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开2019
‑
1010号公报。
6.然而,如专利文献1所记载的三维造型装置那样,在从头部向粉末层喷出液体来制造三维造型物的三维造型物的制造装置中,形成粉末层的粉末有时会从喷嘴进入头部内。若这样的粉末进入头部内,则有时会使液体增稠,从而有时会导致液体的喷出不良。
技术实现要素:
7.用于解决上述课题的本发明的三维造型物的制造装置的特征在于,具备:造型工作台;层形成部,其在所述造型工作台上形成粉末层;头部,其向所述粉末层的三维造型物的造型区域喷出含有粘合剂的液体;液体供给系统,其向所述头部供给所述液体;和移动系统,其使所述头部相对于所述造型工作台相对移动,所述头部具备:喷嘴,其喷出所述液体;压力室,其与所述喷嘴连通;供给流路,其在所述液体的供给方向的上游侧与所述压力室相通;和循环流路,其在所述供给方向的下游侧与所述压力室相通,所述循环流路具备第一过滤器,所述第一过滤器的孔径比形成所述粉末层的粉末的粒径大。
附图说明
8.图1是示出实施例1所涉及的本发明的三维造型物的制造装置的概略结构图。
9.图2是示出图1的三维造型物的制造装置的液体供给系统的概略图。
10.图3是用于说明使用图1的三维造型物的制造装置进行的三维造型物的制造方法的概略图。
11.图4是示出使用图1的三维造型物的制造装置进行的三维造型物的制造方法的一例的流程图。
12.图5是示出图1的三维造型物的制造装置的头部的立体图。
13.图6是表示图1的三维造型物的制造装置的头部的从底面侧观察到的、用图5的单点划线a剖切的剖视图,并且是透视并用虚线示出一部分的结构部件的图。
14.图7是表示图1的三维造型物的制造装置的头部的、用图5的单点划线b剖切的侧视剖视图。
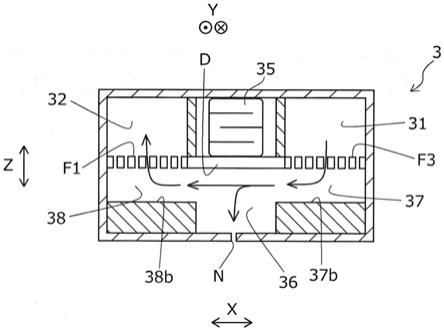
15.图8是示出实施例2所涉及的本发明的三维造型物的制造装置的头部的侧视剖视图。
16.符号说明
17.1、三维造型物的制造装置;2、造型材料供给部(层形成部);2a、造型材料供给部(层形成部);2b、造型材料供给部(层形成部);3、头部;3a、头部;3b、头部;4、紫外线照射部;5、液体接收部;5a、液体接收部;5b、液体接收部;6、辊(层形成部);6a、辊(层形成部);6b、辊(层形成部);7、温度传感器;8、供给单元(移动系统);9、造型工作台;9a、造型面;10、工作台单元(移动系统);10a、上面部;11、导杆;12、控制部;20、外部装置;31、供给液室(供给流路);32、循环液室(循环流路);33、供给口;34、排出口;35、压电元件;36、压力室;37、独立供给流路(供给流路);37a、底面;38、独立循环流路(循环流路);38b、底面;40、液体供给系统;41、循环部;42、补充部;43a、加压控制用液体罐;43b、减压控制用液体罐;43c、液体盒;44a、加压控制用泵;44b、减压控制用泵;44c、流动用泵;44d、流动用泵;45a、供给流路;45b、第一循环流路(共同循环流路);45c、第二循环流路;45d、液体补充流路;46、流量传感器;500、层(粉末层);501、502、503、
……
50n、层;d、振动板;f1、过滤器(第一过滤器);f2、过滤器(第二过滤器);f3、过滤器(第三过滤器);n、喷嘴;p、造型区域;s、构造体;v1、电磁阀;v2、电磁阀。
具体实施方式
18.首先,概略地说明本发明。
19.用于解决上述课题的本发明的第一技术方案的三维造型物的制造装置的特征在于,具备:造型工作台;层形成部,其在所述造型工作台上形成粉末层;头部,其向所述粉末层的三维造型物的造型区域喷出含有粘合剂的液体;液体供给系统,其向所述头部供给所述液体;移动系统,其使所述头部相对于所述造型工作台相对移动,所述头部具备:喷嘴,其喷出所述液体;压力室,其与所述喷嘴连通;供给流路,其在所述液体的供给方向的上游侧与所述压力室相通;循环流路,其在所述供给方向的下游侧与所述压力室相通,所述循环流路具备第一过滤器,所述第一过滤器的孔径比形成所述粉末层的粉末的粒径大。
20.在头部进行制造时等,伴随该头部进行制造而产生的异物有时会从循环流路向压力室逆流,从而使头部的性能下降,但如本技术方案那样,通过在循环流路上具备第一过滤器,能抑制伴随头部进行制造而产生的异物从循环流路向压力室逆流的情况。另外,根据本技术方案,第一过滤器的孔径比形成粉末层的粉末的粒径大。因此,能抑制从喷嘴进入头部内的粉末无法通过第一过滤器而逐个滞留于头部内,从而使液体在喷嘴与第一过滤器之间逐渐增稠的情况。因此,能抑制头部内的液体增稠,从而能抑制液体的喷出不良。
21.在所述第一技术方案的基础上,本发明的第二技术方案的三维造型物的制造装置的特征在于,所述喷嘴的内径比所述第一过滤器的孔径大。
22.根据本技术方案,喷嘴的内径比第一过滤器的孔径大。因此,即使粉末从喷嘴进入了头部内,也能使该粉末通过喷嘴被再次排出。
23.在所述第一技术方案或第二技术方案的基础上,本发明的第三技术方案的三维造型物的制造装置的特征在于,在比所述第一过滤器靠所述供给方向的下游侧的位置,具备第二过滤器。
24.根据本技术方案,在比第一过滤器靠供给方向的下游侧的位置具备第二过滤器。
因此,能提高从循环流路返回到供给流路的液体中所含的异物的捕捉性能。
25.在所述第三技术方案的基础上,本发明的第四技术方案的三维造型物的制造装置的特征在于,所述第二过滤器的孔径比形成所述粉末层的粉末的粒径小。
26.根据本技术方案,第二过滤器的孔径比形成粉末层的粉末的粒径小。因此,能利用第二过滤器来捕捉从喷嘴进入头部内并通过第一过滤器的粉末。
27.在所述第三技术方案或第四技术方案的基础上,本发明的第五技术方案的三维造型物的制造装置的特征在于,所述第二过滤器可更换。
28.根据本技术方案,第二过滤器可更换。因此,在第二过滤器发生堵塞等而作为过滤器的性能下降等情况下,能简单地恢复到最初的状态。
29.在所述第五技术方案的基础上,本发明的第六技术方案的三维造型物的制造装置的特征在于,在所述循环流路上的比所述第二过滤器靠所述供给方向的下游侧的位置具备所述液体的流量传感器,在通过所述流量传感器检测到所述液体的流量为阈值以下的流量的情况下,其输出所述第二过滤器的更换信息。
30.根据本技术方案,具备液体的流量传感器,在通过流量传感器检测出液体的流量为阈值以下的流量的情况下,其输出第二过滤器的更换信息。因此,使用者能简单地识别第二过滤器的最佳的更换时期。
31.在所述第一技术方案至第六技术方案中的任一项的技术方案的基础上,本发明的第七技术方案的三维造型物的制造装置的特征在于,在所述供给流路上,具备孔径比形成所述粉末层的粉末的粒径小的第三过滤器。
32.根据本技术方案,在供给流路上具备孔径比形成粉末层的粉末的粒径小的第三过滤器。因此,能抑制从喷嘴进入头部内的粉末在供给流路上发生逆流的情况。
33.在所述第一技术方案至第七技术方案中的任一项的技术方案的基础上,本发明的第八技术方案的三维造型物的制造装置的特征在于,所述循环流路的与所述压力室相邻的区域的底面被配置于比所述供给流路的与所述压力室相邻的区域的底面靠重力方向上的下侧的位置。
34.根据本技术方案,循环流路的与压力室相邻的区域的底面被配置于比供给流路的与压力室相邻的区域的底面靠重力方向上的下侧的位置。由于从喷嘴进入头部内的粉末受到重力的影响而容易向更低的一侧流动,因此相比向供给流路侧逆流而使该粉末易于向循环流路侧流动。从而,能抑制从喷嘴进入头部内的粉末在供给流路上发生逆流的情况。
35.以下,参照附图来说明本发明所涉及的实施方式。
36.实施例1
37.首先,参照图1来说明实施例1的三维造型物的制造装置1的概要。在此,图1和后述的各图的图中的x方向为水平方向且对应于供给单元8的往复移动方向,其中,x1方向对应于往方向,x2方向对应于复方向。另外,y方向为水平方向并且为与x方向正交的方向,对应于辊6的旋转轴的延伸方向。另外,z方向为铅垂方向,对应于层500的层叠方向。
38.此外,本说明书中的“三维造型”是表示形成所谓的立体造型物,例如,也包括形成即使为平板状,所谓的二维形状也具有厚度的形状。
39.本实施例的三维造型物的制造装置1为通过层叠由层501、层502、层503、
……
层50n构成的层500来制造三维造型物的三维造型物的制造装置。而且,如图1所示,本实施例
的三维造型物的制造装置1具备:工作台单元10,其具有造型工作台9;供给单元8,其向造型工作台9供给三维造型物的造型材料;控制部12,其对工作台单元10和供给单元8的动作进行控制。此外,三维造型物的制造装置1与个人计算机等外部装置20电连接,成为能经由外部装置20接受来自使用者的指示的结构。
40.造型工作台9构成能通过控制部12的控制而在z方向上移动。将造型工作台9的造型面9a配置于相对于工作台单元10的上面部10a在z方向上低预定距离的位置,并从供给单元8向造型面9a供给三维造型物的造型材料,从而形成层500的一层。然后,重复进行造型工作台9向下方移动预定距离和从供给单元8供给三维造型物的造型材料,由此来进行层叠。图1示出重复进行层501、层502、层503和层504之四个层的层形成,而在造型面9a上形成了三维造型物的构造体s的状态。
41.供给单元8构成能沿着导杆11在x方向上移动。另外,供给单元8具备向造型工作台9供给包含金属、陶瓷、树脂等粉末的造型材料的造型材料供给部2。此外,作为造型材料供给部2,具备形成于x1方向的前端侧端部的造型材料供给部2a和形成于x2方向的前端侧端部的造型材料供给部2b。
42.另外,供给单元8具备能对供给到造型工作台9的造型材料进行压缩并使其均匀的辊6。此外,作为辊6,具备在x方向上的造型材料供给部2a的旁边所形成的辊6a和在x方向上的造型材料供给部2b的旁边所形成的辊6b。在此,由造型材料供给部2和辊6构成在造型工作台9上形成作为粉末层的层500的层形成部。此外,供给单元8也可以代替辊6而具备能使供给到造型工作台9的造型材料均匀的刮板。
43.另外,供给单元8具备将包含粘合剂的液体向三维造型物的造型区域p喷出的头部3,其中,所述粘合剂用于粘结从造型材料供给部2供给的造型材料所包含的粉末。此外,作为头部3,具备在x方向上的辊6a的旁边所形成的头部3a和在x方向上的辊6b的旁边所形成的头部3b。关于头部3的详细结构以及用于向该头部3供给液体的由图2所示的液体供给系统40的结构的细节将在后面进行说明。此外,从头部3喷出的液体并不一定必须包含粘合剂,也可以构成为使从造型材料供给部2供给的造型材料中包含粘合剂。
44.在此,从头部3a和头部3b喷出的液体为相同的液体,均为含有紫外线固化树脂作为粘合剂的液体。但是,并不限制于这样的液体,也可以使用包含热固化树脂作为粘合剂的液体、作为粘合剂的固体的树脂溶解于挥发性的溶剂中的状态的液体等。另外,在供给单元8中,与头部3a及头部3b对应地设置有用于检测头部3的喷嘴的温度的温度传感器7。
45.而且,在x方向上的头部3a与头部3b之间具备用于照射能使紫外线固化树脂固化的紫外线的紫外线照射部4。此外,本实施例的供给单元8为具备一个紫外线照射部4的结构,但也可以为具备2个以上紫外线照射部4的结构、根据使用的液体的种类等而不具备紫外线照射部4的结构、代替紫外线照射部4而具备用于使热固化树脂固化或者用于使溶剂挥发的加热器的结构等。
46.如图1所示,本实施例的供给单元8的结构部件的形状在x方向上形成对称。因此,本实施例的三维造型物的制造装置1能边使供给单元8在x1方向上移动边执行三维造型物的造型动作,并且能边使供给单元8在x2方向上移动边执行三维造型物的造型动作。
47.另外,如图1所示,本实施例的三维造型物的制造装置1在工作台单元10上设置有液体接收部5,能在与液体接收部5相对的位置,使液体从头部3喷出而执行冲洗动作。即,与
液体接收部5相对的位置为冲洗位置,因此,冲洗位置当然位于与三维造型物的造型区域p不同的位置。此外,作为液体接收部5,具备液体接收部5a和液体接收部5b。
48.这样,本实施例的三维造型物的制造装置1具备:造型工作台9;作为层形成部的造型材料供给部2和辊6,其在造型工作台9上形成作为粉末层的层500;头部3,其从喷嘴向作为层500的三维造型物的造型区域p喷出包含粘合剂的液体;作为移动系统的供给单元8和工作台单元10,其使头部3相对于造型工作台9移动;控制部12,其对头部3相对于造型工作台9的移动和通过施加电压而进行的头部3的驱动进行控制。另外,具备向头部3供给液体的液体供给系统40。
49.以下,参照图2来详细地说明液体供给系统40。图2所示的液体供给系统40由包括用于向头部3供给液体的供给流路45a的循环部41和包括用于向循环部41补充液体的液体补充流路45d的补充部42构成。
50.循环部41具有头部3、加压控制用液体罐43a、减压控制用液体罐43b、加压控制用泵44a、减压控制用泵44b、流动用泵44c和电磁阀v1。另外,循环部41具有连结加压控制用液体罐43a和头部3的供给流路45a、连结头部3和减压控制用液体罐43b的第一循环流路45b、连结加压控制用液体罐43a和减压控制用液体罐43b的第二循环流路45c。在此,在第一循环流路45b上设置有过滤器f2和对在第一循环流路45b中流动的液体的流量进行检测的流量传感器46。
51.通过加压控制用液体罐43a、加压控制用泵44a、减压控制用液体罐43b、减压控制用泵44b,以向图6所示的头部3的喷嘴n施加略低于大气压的负压的方式进行压差控制。
52.在使液体从作为减压用罐的减压控制用液体罐43b向作为加压用罐的加压控制用液体罐43a流动的第二循环流路45c中,设置有流动用泵44c和电磁阀v1。在执行头部3的液体喷出动作时,当向头部3供给液体时,打开电磁阀v1,使流动用泵44c动作,从而使液体在供给流路45a、第一循环流路45b和第二循环流路45c中循环。
53.补充部42具有收装液体的可更换的液体盒43c、流动用泵44d和电磁阀v2。另外,补充部42具有连结加压控制用液体罐43a和液体盒43c的液体补充流路45d。当从液体盒43c向加压控制用液体罐43a补充液体时,打开电磁阀v2,使流动用泵44d动作,从而使液体在液体补充流路45d中流动。
54.在此,在本实施例的三维造型物的制造装置1中,构成为分别在头部3a和头部3b上各设置有1个液体供给系统40的结构。然而,例如也可以使头部3a经由头部3b而与第一循环流路45b连接等,由1个液体供给系统兼作头部3a和头部3b双方的液体供给系统的结构。即,也可以为使1个液体供给系统对应于多个头部的结构。此时,后述的头部3b的供给口33与后述的头部3a的排出口34连接。在这样的结构中,能抑制从头部3a的喷嘴进入头部内的粉末侵入头部3b的情况。
55.接下来,针对能用于本实施例的三维造型物的制造装置1的构成作为粉末层的层500的造型材料的具体例进行说明。作为能在造型材料中含有的金属粉末,例如可以使用镁(mg)、铁(fe)、钴(co)、铬(cr)、铝(al)、钛(ti)、铜(cu)、镍(ni)的单质粉末、或者含有1种以上这些金属的合金(马氏体时效钢、不锈钢(sus)、钴铬钼、钛合金、镍合金、铝合金、钴合金、钴铬合金)的粉末、它们的混合粉末。
56.另外,作为能在造型材料中含有的陶瓷粉末,例如可优选使用二氧化硅、二氧化
钛、氧化铝、氧化锆、氮化硅等。
57.另外,作为能在造型材料中含有的树脂粉末、或者从头部3喷出的液体中含有的粘合剂,例如可优选使用pmma(丙烯酸)、abs(丙烯腈
‑
丁二烯
‑
丙烯酸酯)、asa(丙烯腈
‑
苯乙烯
‑
丙烯酸酯)、pla(聚乳酸)、pei(聚醚酰亚胺)、pc(聚碳酸酯)、pp(聚丙烯)、pe(聚乙烯)、pa(聚酰胺)、ep(环氧树脂)、pps(聚苯硫醚)、ps(聚苯乙烯)、石蜡、pva(聚乙烯醇)、羧甲基纤维素、聚甲醛、聚甲基丙烯酸甲酯等。另外,例如可以单独或者组合使用丙烯酸树脂、环氧树脂、硅树脂、纤维素系树脂或其他的合成树脂等。而且,也可以使用如热塑性树脂、丙烯酸等那样的使用不饱和双键的自由基聚合的类型或环氧等使用阳离子聚合的类型的紫外线固化性树脂。
58.另外,作为从头部3喷出的液体中含有的溶剂,例如可列举出:水;乙二醇单甲醚、乙二醇单乙醚、丙二醇单甲醚、丙二醇单乙醚等(聚)烷二醇单烷基醚类;乙酸乙酯、乙酸正丙酯、乙酸异丙酯、乙酸正丁酯、乙酸异丁酯等乙酸酯类;苯、甲苯、二甲苯等芳香族烃类;甲基乙基酮、丙酮、甲基异丁基酮、乙基正丁基酮、二异丙基酮、乙酰丙酮等酮类;乙醇、丙醇、丁醇等醇类;四烷基乙酸铵类;二甲基亚砜、二乙基亚砜等亚砜系溶剂;吡啶、4
‑
甲基吡啶、2,6
‑
二甲基吡啶等吡啶系溶剂;四烷基乙酸铵(例如,四丁基乙酸铵等)等离子液体等,可以组合使用选自它们中的1种或2种以上。
59.接下来,一边参照图3,一边使用图4的流程图来说明能使用三维造型物的制造装置1来执行的三维造型物的制造方法的一例。图4的流程图所示的本实施例的三维造型物的制造方法通过控制部12来进行供给单元8、造型工作台9等三维造型物的制造装置1的各结构部件的控制。此外,图3示出形成层500中的层502时的一例。
60.在本实施例的三维造型物的制造方法中,如图4所示,首先,在步骤s110的造型数据输入工序中,输入所制造的三维造型物的造型数据。三维造型物的造型数据的输入源没有特别限制,可以使用外部装置20将造型数据输入到三维造型物的制造装置1。
61.接下来,在步骤s120的造型前冲洗工序中,进行头部3的造型前冲洗。在此,在沿x1方向移动供给单元8而形成层500时,在与液体接收部5b相对的位置进行头部3a的造型前冲洗。另一方面,在沿x2方向移动供给单元8而形成层500时,在与液体接收部5a相对的位置,进行头部3b的造型前冲洗。此外,也可以省略本步骤s120的造型前冲洗工序。
62.接下来,在步骤s130的层形成工序中,通过从造型材料供给部2将造型材料供给至造型工作台9的造型面9a,并且用辊6压缩造型材料并使其均匀,从而形成层500。图3的最上方的状态表示沿x1方向移动供给单元8而形成层502的状态。在此,在沿x1方向移动供给单元8而形成层500的情况下,通过从造型材料供给部2a供给造型材料,并且用辊6a压缩造型材料并使其均匀,从而形成层500。另一方面,在沿x2方向移动供给单元8而形成层500的情况下,通过从造型材料供给部2b供给造型材料,并且用辊6b压缩造型材料并使其均匀,从而形成层500。
63.接下来,在步骤s140的液体喷出工序中,将包含粘合剂的液体从头部3的喷嘴n向层500的三维造型物的造型区域p喷出。图3的正数第二状态表示边沿x1方向移动供给单元8,边从头部3的喷嘴n向层502的造型区域p喷出液体的状态。在此,在沿x1方向移动供给单元8而形成层500的情况下,从头部3a喷出液体。另一方面,在沿x2方向移动供给单元8而形成层500的情况下,从头部3b喷出液体。
64.接下来,在步骤s150的紫外线照射工序中,从紫外线照射部4向层500的三维造型物的造型区域p照射紫外线。图3的最下方的状态表示边沿x1方向移动供给单元8边从紫外线照射部4向层502的三维造型物的造型区域p照射紫外线的状态。
65.接下来,在步骤s160的冲洗工序中,进行头部3的冲洗。在此,在沿x1方向移动供给单元8而形成层500时,在与液体接收部5a相对的位置进行头部3a的冲洗。另一方面,在沿x2方向移动供给单元8而形成层500时,在与液体接收部5b相对的位置进行头部3b的冲洗。
66.然后,在步骤s170的造型数据结束有无判断工序中,由三维造型物的制造装置1的控制部12根据在步骤s110中输入的造型数据来判断层500的形成是否全部结束。在判断为层500的形成没有完全结束的情况下,返回步骤s120的造型前冲洗工序,形成下一层500。另一方面,在判断为层500的形成完全结束的情况下,进入步骤s180的脱脂工序。
67.在步骤s180的脱脂工序中,使用外部装置等使粘合剂等通过重复从步骤s120的造型前冲洗工序至步骤s170的造型数据结束有无判断工序而制造成的构造体s的树脂成分脱脂。此外,脱脂的方法有通过加热而使树脂成分挥发的方法、在溶剂中浸渍构造体s而使树脂成分溶解的方法等,但没有特别限制。此外,在制造树脂制的三维造型物等情况下,也可以根据所制造的三维造型物的种类等省略本步骤s180的脱脂工序。
68.然后,在步骤s190的烧结工序中,使用外部装置等对在步骤s180的脱脂工序中进行了脱脂的构造体s进行加热,从而对造型材料进行烧结。此外,即使在执行了步骤s180的脱脂工序之后还残留有构造体s的粘合剂等树脂成分的情况下,伴随本步骤s190的烧结工序的执行来去除该树脂成分。然后,伴随本步骤s190的烧结工序的结束,本实施例的三维造型物的制造方法结束。此外,与步骤s180的脱脂工序相同,也可以根据所制造的三维造型物的种类等省略本步骤s190的烧结工序。
69.接下来,参照图5至图7来说明头部3的详细结构。在此,头部3a和头部3b具有相同的构造。因此,以下的说明对应于头部3a和头部3b双方。此外,图7中实线的箭头表示液体在头部3的内部流动的方向。
70.如图5所示,头部3与供给流路45a及第一循环流路45b连接。向头部3的内部供给液体的作为供给流路的供给流路45a、以及将头部3的内部的液体暂时向外部排出并使其循环的作为循环流路的第一循环流路45b可以被视为构成了头部3的一部分。若变换表现,则头部3具备供给流路45a及第一循环流路45b。供给流路45a与供给口33连接,第一循环流路45b与排出口34连接。
71.如图5至图7所示,头部3具有供给液室31,该供给液室31具有供给口33,液体从供给流路45a经由供给口33被送至供给液室31。另外,如图6和图7所示,头部3具有经由过滤器f3而与供给液室31相通的独立供给流路37,向供给液室31供给的液体被送至独立供给流路37。
72.如图5和图7所示,头部3具有通过施加电压而沿z方向变形的压电元件35,压电元件35在z方向上隔着振动板d而被配置于与压力室36相反侧的空间。如图6和图7所示,压力室36与独立供给流路37相通,液体被从独立供给流路37送至压力室36。另外,喷嘴n与压力室36连通,通过压电元件35变形而使压力室36的容积收缩,压力室36中的液体被加压,由此液体从喷嘴n喷出。此外,图7中的下方为铅垂下方,从喷嘴n喷出液体的喷出方向为对应于重力方向的铅垂下方。
73.此外,如上所述,本实施例的三维造型物的制造装置1具备图2所示的液体供给系统40,循环供给向头部3供给的液体。因此,为了使一度被送至压力室36的液体循环,除了独立供给流路37以外,压力室36也与独立循环流路38相通。独立循环流路38经由过滤器f1而与具有排出口34的循环液室32相通。本实施例的三维造型物的制造装置1通过使液体在头部3的内部的供给流路45a、供给液室31、独立供给流路37、压力室36、独立循环流路38、循环液室32、第一循环流路45b中流动,从而使该液体循环。
74.这样,头部3具备:喷嘴n,其喷出液体;压力室36,其与喷嘴n连通;作为供给流路的供给流路45a、供给液室31及独立供给流路37,其在液体的供给方向上的上游侧与压力室36相通;作为循环流路的独立循环流路38、循环液室32及第一循环流路45b,其在液体的供给方向上的下游侧与压力室36相通。另外,在该循环流路上具备作为第一过滤器的过滤器f1,该过滤器f1使用其孔径比形成粉末层的粉末的粒径大的过滤器。此外,“液体的供给方向”是指除了液体从供给流路45a侧向压力室36侧流动的方向以外,还包括液体从压力室36侧向第一循环流路45b侧流动的方向的意思。即,液体的供给方向对应于循环部41中的液体的循环方向。另外,“孔径”例如可以为孔的最大直径,并且可以采用过滤器的商品目录值等。另外,“粒径”例如可以为粉末的最大粒径等,并且可以采用通过激光衍射、散射法等测量的值等。除此以外,也可以采用通过电子显微镜观察该粉末而测量的值等。
75.头部3进行制造时等,伴随该头部3进行制造而产生的异物有时会从循环流路向压力室36逆流,从而使头部3的性能下降,但如本实施例的三维造型物的制造装置1那样,通过在循环流路上设置过滤器f1,能抑制伴随头部3进行制造而产生的异物从循环流路向压力室36逆流的情况。另外,如本实施例的三维造型物的制造装置1那样,在形成粉末层,并从头部3的喷嘴n向该粉末层喷出液体的结构中,形成粉末层的粉末有时会从喷嘴n进入头部3的内部。若粉末进入头部3的内部,则有可能产生液体的增稠,从而使液体的喷出不良。然而,本实施例的三维造型物的制造装置1在循环流路上具备过滤器f1,该过滤器f1的孔径比形成粉末层的粉末的粒径大。因此,本实施例的三维造型物的制造装置1能抑制从喷嘴n进入头部3内的粉末无法通过过滤器f1而逐个滞留于头部3内,从而使液体在喷嘴n与过滤器f1之间逐渐增稠的情况。因此,本实施例的三维造型物的制造装置1能抑制头部3内的液体增稠,从而抑制液体的喷出不良。
76.在此,喷嘴n的内径比过滤器f1的孔径大。因此,对于本实施例的三维造型物的制造装置1而言,即使粉末从喷嘴n进入到头部3内,也可以在造型前冲洗工序、液体喷出工序、冲洗工序等中,使该粉末通过喷嘴n被再次排出。
77.另外,如图2所示,本实施例的三维造型物的制造装置1在第一循环流路45b上设置有过滤器f2。若变换表现,则本实施例的三维造型物的制造装置1在比过滤器f1靠液体的供给方向的下游侧的位置,具备作为第二过滤器的过滤器f2。因此,提高了对从循环流路返回到供给流路的液体中所含的异物的捕捉性能。此外,如上所述,在本实施例的三维造型物的制造装置1中,在循环流路中的作为比过滤器f1靠液体的供给方向的下游侧的位置的第一循环流路45b上具备过滤器f2。但是,并不限制于这样的结构,例如也可以在第二循环流路45c、加压控制用液体罐43a或减压控制用液体罐43b上具备过滤器f2。
78.在此,过滤器f2的孔径比形成粉末层的粉末的粒径小。因此,本实施例的三维造型物的制造装置1成为能通过过滤器f2捕捉从喷嘴n进入头部3内并通过了过滤器f1的粉末的
结构。
79.此外,过滤器f2能从第一循环流路45b拆下,使用者能将其简单地更换为新的过滤器f2。因此,在过滤器f2发生堵塞等而作为过滤器的性能下降等情况下,使用者能将其简单地恢复到最初的状态。
80.在此,如图2所示,本实施例的三维造型物的制造装置1在第一循环流路45b上具备流量传感器46。详细而言,在第一循环流路45b的比过滤器f2靠液体的供给方向的下游侧的位置上,具备该流量传感器46。而且,在由流量传感器46检测到液体的流量为预先设定的阈值以下的流量的情况下,控制部12将过滤器f2的更换信息向作为外部装置20的pc等输出。因此,使用本实施例的三维造型物的制造装置1的使用者能简单地识别过滤器f2的最佳的更换时期。
81.另外,如图7所示,本实施例的三维造型物的制造装置1在共同构成供给流路的供给液室31与独立供给流路37之间的位置上,具备作为第三过滤器的过滤器f3。在此,过滤器f3的孔径比形成粉末层的粉末的粒径小。这样,由于本实施例的三维造型物的制造装置1在供给流路上具备比形成粉末层的粉末的粒径小的孔径的过滤器f3,因此能抑制从喷嘴n进入到头部3内的粉末在供给流路上发生逆流的情况。
82.实施例2
83.以下,参照图8来说明实施例2的三维造型物的制造装置1。此外,图8是与实施例1的三维造型物的制造装置1的图7相对应的图,图8中实线的箭头表示液体在头部3的内部流动的方向。在图8中与上述实施例1共同的结构部件由相同的符号表示,并省略详细的说明。
84.在此,在本实施例的三维造型物的制造装置1中,除了头部3以外的结构为与实施例的三维造型物的制造装置1相同的结构。另外,本实施例的头部3与实施例1的头部3同样地具有供给液室31,该供给液室31具有供给口33,液体从供给流路45a经由供给口33被送至供给液室31。而且,本实施例的头部3与实施例1的头部3同样地,具有经由过滤器f3而与供给液室31相通的独立供给流路37,向供给液室31供给的液体被送至独立供给流路37。
85.如图8所示,本实施例的头部3与实施例1的头部3同样地,具有通过施加电压而沿z方向变形的压电元件35,在z方向上与压电元件35相对的位置上,隔着振动板d而形成有压力室36。如图8所示,压力室36与独立供给流路37相通,液体从独立供给流路37被送至压力室36。另外,喷嘴n与压力室36连通,通过压电元件35变形,压力室36被振动板d以压力室36中的液体被挤压的方式加压,由此液体从喷嘴n喷出。此外,图8中的下方为铅垂下方,从喷嘴n喷出的液体的喷出方向为对应于重力方向的铅垂下方。
86.此外,与实施例1的三维造型物的制造装置1同样地,本实施例的三维造型物的制造装置1具备图2所示的液体供给系统40,循环供给向头部3供给的液体。因此,为了使一度被送至压力室36的液体循环,除了独立供给流路37以外,压力室36也与独立循环流路38相通。独立循环流路38经由过滤器f1而与具有排出口34的循环液室32相通。即,本实施例的三维造型物的制造装置1与实施例1的三维造型物的制造装置1同样地,通过使液体在头部3的内部的供给流路45a、供给液室31、独立供给流路37、压力室36、独立循环流路38、循环液室32、第一循环流路45b中流动,从而使该液体循环。
87.如图7所示,实施例1的头部3的z方向上的独立供给流路37的底面37b的位置与独立循环流路38的底面38b的位置大致位于相同的位置。另一方面,如图8所示,相比本实施例
的头部3的z方向上的独立供给流路37的底面37b的位置,z方向上的独立循环流路38的底面38b的位置位于较低的位置。
88.若变换表现,则在本实施例的三维造型物的制造装置1中,循环流路的与压力室36相邻的区域的独立循环流路38的底面38b被配置于比供给流路的与压力室36相邻的区域的独立供给流路37的底面37b靠重力方向上的下侧的位置。在此,从喷嘴n进入头部3内的粉末受到重力的影响而容易向更低的一侧流动。因此,通过这样的结构,相比向供给流路侧逆流而使从喷嘴n进入头部3内的粉末易于向循环流路侧流动。因此,本实施例的三维造型物的制造装置1能抑制从喷嘴n进入头部3内的粉末在供给流路上发生逆流的情况。
89.本发明并不限于上述的实施例,在不脱离其主旨的范围内能以各种结构来实现。例如,对于与发明的概要栏中记载的各技术方案中的技术特征对应的实施例中的技术特征而言,为了解决上述的技术问题的一部分或全部,或者为了实现上述效果的一部分或全部,能适当地进行替换、组合。另外,如果该技术特征没有作为本说明书中必须的特征进行说明,则可以适当地删除。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1