用于非金属油管的制造模具的制作方法
1.本发明涉及非金属油管制造技术领域,特别是涉及一种用于非金属油管的制造模具。
背景技术:
2.目前油气田是上绝大部分使用的是金属油管。这种金属油管一般由无缝钢管加工而成。各根油管间通过接箍实现连接与密封。在油管的使用过程中,油管容易因击打、碰撞等不可避免的情况而发生损伤。同时,抽油杆柱的不断的往复移动还会带动油管进行不断的往复移动,使其与外层套管之间产生摩擦。在长期作业过程中,这会导致油管产生严重磨损。此外,由于油管长期处于恶劣的工作环境中,容易受到腐蚀性气体、细菌等的腐蚀作用,所以油管表面还会出现锈斑等,导致油管的力学性能大大降低,甚至不能满足正常的生产要求。这些现象都会导致频繁修井,从而降低生产效率,导致生产成本大幅增加。
3.目前降低油管磨损和腐蚀的方法一般为,在金属油管的内外壁进行喷涂非金属涂层的处理,以增加油管的耐磨性能和耐腐蚀性能。然而,随着使用时间的增加,涂层的附着能力会逐渐降低,最终导致涂层剥落、脱离,从而仍旧导致金属油管暴露于上述问题中。
4.考虑到非金属材料的耐腐蚀性和耐磨性能优异,目前在本领域中也开始考虑使用非金属的油管。这种非金属的油管一般通过挤出成型的技术来得到。然而,现有的管材挤出模具制造出的非金属油管在管材的力学性能和表面质量方面仍不能满足要求。这严重限制了非金属油管的应用和发展。
5.经发明人研究分析,非金属油管的力学性能和表面质量受到成型的聚合物的粘度和温度的重要影响。因此,上述非金属油管的问题主要是因为现有模具内用于成型的聚合物的粘度和温度难以控制。一方面,这是因为对于温度和粘度的检测和控制都处于聚合物进入挤出机的定型通道之前。另一方面,这是因为挤出机为了实现较好的材料均匀程度而会设置较长的定型通道。基于这两方面,在挤出机中的聚合物材料成型的过程中,聚合物的温度和粘度可能早已脱离控制,远离预期水平。
技术实现要素:
6.针对上述问题,本发明提出了一种用于非金属油管的制造模具。通过这种制造模具可以有效对成型材料的粘度和温度进行控制,并因此得到力学性能和表面质量较好的非金属油管。
7.根据本发明提出了一种用于非金属油管的制造模具,包括口模以及套设在所述口模内的芯模,在所述口模和芯模之间形成供成型材料通过的成型通道,其中,所述制造模具包括设置在所述成型通道附近的检测机构,所述检测机构构造为用于对通过所述成型通道的成型材料的粘度和/或温度进行检测。
8.在上述制造模具中,可在于成型通道相对应的位置,凭借检测机构对流过成型通道的成型材料的温度和/或粘度进行检测。借此,可以明确得知处于成型通道内的成型材料
的温度和/或粘度。基于此,可以根据需要来调整成型材料的温度,例如在成型通道之前,或者如下文所述地在成型通道附近,或者也可通过其他方式来进行相应的调节。在这种情况下,可以通过本发明的制造模具而得到力学性能和表面质量相对有所提高的非金属油管。
9.在一个实施例中,所述检测机构包括设置在所述口模和/或芯模内的多个检测器,所述多个检测器在周向上均匀间隔开分布。
10.在一个实施例中,所述多个检测器包括彼此交替布置的温度传感器和粘度传感器。
11.在一个实施例中,所述制造模具还包括设控制机构,所述控制机构包括设置在所述口模和/或芯模内的多个温度控制单元,所述多个温度控制单元在周向上均匀间隔开分布。
12.在一个实施例中,单个温度控制单元包括:容纳腔,所述容纳腔沿所述成型通道的延伸方向延伸;温控流体管路,所述温控流体管路分布在所述容纳腔内,有流体在所述温控流体管路内循环流动;以及温度控制器,所述温度控制器与所述温度流体管路相接合,所述温度控制器构造为用于在所述温控流体管路中的流体流动经过所述温度控制器时使所述流体发生温度变化。
13.在一个实施例中,单个温度控制单元中的温度控制器为加热器或冷却器。
14.在一个实施例中,所述温度控制单元至少部分地设置在所述容纳腔内,所述容纳腔从所述口模的后端的端面处轴向向内延伸。
15.所述温度控制单元中的温度控制器设置在所述容纳腔内,或者设置在容纳腔之外。
16.在一个实施例中,所述多个温度控制单元包括用于加热的温度控制单元以及用于冷却的控制单元,用于加热的温度控制单元与用于冷却的温度控制单元在周向上交替布置。
17.在一个实施例中,所述控制机构还构造为能基于对通过所述成型通道的成型材料的粘度和/或温度进行检测来调节所述成型材料的挤出速度。
附图说明
18.在下文中参考附图来对本发明进行更详细的描述。其中:
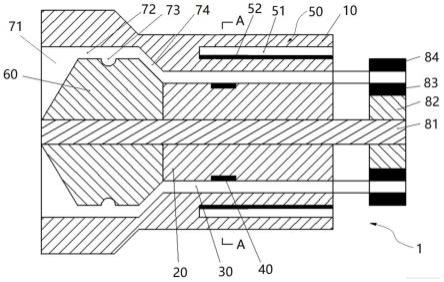
19.图1显示了根据本发明的一个实施例的用于非金属油管的制造模具;
20.图2显示了图1中a-a处的截面图。
21.在附图中,相同的部件使用相同的附图标记。附图并未按照实际的比例绘制。
具体实施方式
22.下面将结合附图对本发明作进一步说明。
23.在本文中,用语“前”、“后”是针对成型材料的流动方向而言的。在图1中,左侧为前侧,而右侧为后侧。
24.图1显示了根据本发明的用于非金属油管的制造模具1的一个实施例,其可以是挤出机的一部分。该制造模具1主要包括中空的口模10,以及相对于口模10同轴地套设在其中的芯模20。口模10大体上形成为圆筒式的结构,从而能在口模10与芯模20之间形成环形的
成型通道30。该成型通道30大体上沿口模10和芯模20的轴向方向延伸。流体形态的成型材料可以通过成型通道30,并在通过过程中固化而形成油管。
25.制造模具1还包括检测机构40。在图1和图2所示的实施例中,该检测机构40形成为嵌设在芯模20的外侧壁上的多个(例如,8个)检测器。如图2所示,这些检测器在周向上均匀间隔开分布。这些检测器分为用于测量粘度的粘度传感器40a,以及用于测量温度的温度传感器40b。粘度传感器40a和温度传感器40b交替布置。由此,可以对于整个环形的成型通道30内的成型材料的温度和粘度进行有效检测。
26.制造模具1还可包括控制机构50。在图1和图2所示的实施例中,该控制机构50包括嵌设在口模10内的多个(例如,8个)温度控制单元。该多个温度控制单元在周向上均匀间隔开分布。多个温度控制单元可以包括用于加热的温度控制单元50a,以及用于冷却的控制单元50b。用于加热的温度控制单元50a与用于冷却的控制单元50b在周向上交替布置。由此,这些温度控制单元可用于有效地对邻近的成型通道30内的成型材料进行温度调节。
27.对于单个温度控制单元来说,其包括设置在口模10内的容纳腔51,布置在该容纳腔51内的温控流体管路52,以及与该温控流体管路52相接合的温度控制器(未显示)。容纳腔51可以从口模10的后端的端面处开始在口模10内沿轴向方向延伸,即,沿成型通道30的延伸方向延伸。温控流体管路52以尽可能均匀的形式分布在该容纳腔51内。由此,使得温控流体管路52尽可能覆盖整个成型通道30。
28.在温度控制单元为用于加热的温度控制单元50a时,温度控制器为加热器,例如电子加热元件(如,电阻)。当温控流体管路52内的流体流经温度控制器52时,从其中获得热量而使流体升温。升温后的流体在容纳腔51内循环流动,从而可以为附近的成型通道30内的成型材料加热。该加热器可以设置在容纳腔51内,也可设置在容纳腔51之外。
29.在温度控制单元为用于冷却的温度控制单元50b时,温度控制器为冷却器,例如为水泵。当当温控流体管路52内的流体流经温度控制器时,受到冷却。冷却后的流体在容纳腔51内循环流动,从而可以为附近的成型通道30内的成型材料降温。在冷却器为水泵的情况下,考虑到水泵的体积可以将其设置在容纳腔51外。然而,应当理解的是,根据实际情况,也可将冷却器设置在容纳腔51之内。
30.在图1所示的实施例中,控制机构50设置在口模10中,而检测机构40与其相对地设置在芯模20内。一方面,这样能提高控制机构50覆盖成型通道30的表面积。另一方面,检测机构40能够对理论上最容易偏离预期温度和粘度的位置处的成型材料进行检测。由此,一旦检测机构40检测到温度和粘度不在预期范围内,控制机构50就可以进行相应的温度控制操作,且控制的效率和准确性较高。
31.制造模具1还可连接到计算机。操作人员可以在计算机上设置成型材料的预期的温度范围和粘度范围。当成型通道30周围的温度传感器40b和粘度传感器40a检测到聚合物材料的温度和/或粘度不在预期范围内时,可以通过控制机构50中的用于加热的温度控制单元50a或用于冷却的温度控制单元50b进行相应的温度调节。该调节可由监控系统结合pid模糊算法来进行控制,使得各个温度控制单元可以根据附近局部检测到的温度和/或粘度结果而进行相应的调整。这种调整是快速、准确的,能有效确保成型通道30内的成型材料具有均匀且符合预期的温度和粘度。这对于成型得到的油管的力学性能和表面质量有着重要的影响。
32.此外,控制机构50还可以对挤出机的螺杆转速进行控制,以调节制造模具1中成型材料的挤出速度。这有利于使成型的油管保持均匀且稳定。
33.应当理解的是,尽管聚合物材料的温度和粘度具备一定的关联性,然而优选地对聚合物材料的温度和粘度均进行测量。这是因为本发明发现在挤出成型的动态过程中,温度和粘度的关联性会受到削弱,因此有可能会存在粘度适当但粘度超出预期的情况。此时,成型得到的油管会因内应力的作用而变得强度不足,易于疲劳。因此,对温度和粘度都进行检测是较为有利的,并且在发现粘度超出预期的情况下,可以对温度和挤出速度进行调节。一方面可以将粘度调整到适当的范围内。另一方面可有效确保成型得到的油管具有足够的强度。
34.另外,制造模具1还包括连接在芯模20的前侧的导流器60。导流器60也套设在口模10内,从而能在导流器60与口模10之间形成与上述成型通道30相连通的另外的流动空间。如图1所示,导流体60的中部径向向外膨胀,前端和后端都形成锥形的轮廓。导流体60的后端在其直径与芯模20的直径相等的位置与芯模20直接连接。由此,在导流体60的前端与口模10之间、中部与口模10之间以及后端与口模10之间分别形成了依次连通的第一流动通道71、第二流动通道72和第三流动通道74。第三流动通道74与成型通道30直接连通。如图1所示,通过第一流动通道71、第二流动通道72和第三流动通道74形成了流动方向和流通直径变化的流动空间。当流体形态的成型材料流动通过该流动空间时,成型材料能够实现更加均匀的混合。这有利于提高所生产的油管的表面质量和力学性能。
35.另外,在图1所示的优选实施例中,在导流体60的中部的外侧壁上构造有凹口73。凹口73可以具有图中所示的半圆形截面,或者也可以具有其他任意适当的截面。通过该凹口73的设置,更加有利于流体在此处发生均匀混合。
36.此外,制造模具1还包括与上述芯模20对中地在芯模20中沿轴向延伸的芯轴1。该芯轴1还可以延伸到导流体60内,以利于导流体60与芯模20之间的对中安装。另外,芯轴1向后延伸至超出芯模20一段距离。在该芯轴1延伸出去的后端连接有相对于该芯轴1径向向外延伸的珩磨轮基体82。在该珩磨轮基体82的外侧依次设置有内珩磨轮83和外珩磨轮84。外珩磨轮84与内珩磨轮83之间形成间隙。该间隙与上述成型通道30相对。由此,离开成型通道30的油管会进入到该间隙内,并在外珩磨轮84与内珩磨轮83的作用下进行表面处理,以降低油管表面的摩擦力。这有利于流体的传输,使油管符合现场应用需求。另外,这还可以实现尺寸矫正的作用。
37.尽管在图1和图2所示的优选实施例中,检测机构40和控制机构50分别设置在芯模20和口模10中,然而应当理解的是,根据需要,检测机构40和控制机构50也可采用其他的布置方式,只要它们处于成型通道30附近并能对其中的成型材料进行参数检测和控制即可。
38.虽然已经参考优选实施例对本发明进行了描述,但在不脱离本发明的范围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件。尤其是,只要不存在结构冲突,各个实施例中所提到的各项技术特征均可以任意方式组合起来。本发明并不局限于文中公开的特定实施例,而是包括落入权利要求的范围内的所有技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1