一种用于轻型运动飞机的复合材料整体快速连接工艺的制作方法
1.本发明涉及鲨鱼飞机技术领域,具体为一种用于轻型运动飞机的复合材料整体快速连接工艺。
背景技术:
2.众所周知,鲨鱼飞机外形设计超酷流线,应用鲨鱼仿生学,拥有了出色的气动性能。
3.但现今的鲨鱼飞机采用了诸多金属材质,而金属材质具有重量重,易腐蚀、容易受金属疲劳强度和金属裂纹扩展的影响。
4.现今的鲨鱼飞机已逐步采用复合材料进行加工,其复合材料相比金属更轻,不易腐蚀,不受金属疲劳和金属裂纹扩展的影响,非常光滑、复合弯曲的复合材料的空气动力学构件能减少阻力,使飞机获得极佳性能。鲨鱼飞机因为使用整机复合材料结构的鲨鱼仿生设计,从而拥有极佳的气动性能,在俯冲时能够达到333km/h,在同类型飞机保持着最大飞行记录,但现今的符合材料的连接工艺存在容易出现连接不稳定等问题。
技术实现要素:
5.(一)解决的技术问题
6.针对现有技术的不足,本发明提供了一种用于轻型运动飞机的复合材料整体快速连接工艺。
7.(二)技术方案
8.为实现上述目的,本发明提供如下技术方案:一种用于轻型运动飞机的复合材料整体快速连接工艺,包括手糊成型工艺、真空袋辅助树脂注入成型工艺、真空袋压法成型和模压成型工艺,所述手糊成型工艺包括如下步骤:
9.s1、首先,在工作台上铺平根据图纸裁剪好的纤维织物;
10.s2、涂刷环氧树脂混合物;
11.s3、用刷子、滚筒刷或塑料刮刀压积纤维布,使其均匀浸胶并排出气泡;
12.s4、根据模板剪裁浸透树脂的纤维布并放入模具,再依次涂刷树脂混合物和铺贴其它纤维织物;
13.s5、放入模具然后在室温下固化,脱模然后修剪部件;
14.所述真空袋辅助树脂注入成型工艺包括如下步骤:
15.s1、首先使用自喷胶固定住纤维布位置;
16.s2、根据图纸要求铺层,然后进行抽真空程序,把部件内气泡排空,然后接入定量的树脂和固化剂的混合物,在另一端接入模具,一端依然接入真空系统,直到树脂混合物从另一端流出,并没有气泡产生后,切断树脂注入和真空系统两端管路,然后在室温下固化;
17.s3、脱模后得到与模具接触面非常光滑的部件,然后再进行修剪;
18.所述真空袋压法成型包括如下步骤:
19.s1、在手糊工艺的制品上,使用有孔膜、吸胶布、橡胶密封胶固定真空袋材料,进行抽真空程序;
20.s2、部件在常温下固化以后,进行脱模工作,然后对外形进行修剪;
21.所述模压成型工艺包括如下步骤:
22.s1、首先,在工作台上铺平根据图纸裁剪好的纤维织物;
23.s2、涂刷环氧树脂混合物;
24.s3、把浸入环氧树脂的纤维布铺在模具上面,并把纤维布层结合表面的气泡赶出;
25.s4、合模后对模具进行加压,使多余的树脂和气泡流出,然后在室温下进行固化;固化完毕,脱模后进行修剪。
26.为了增加固化效果,本发明的改进有,室温控制在15
‑
30度之间。
27.为了方便进行切断,本发明的改进有,所述真空袋辅助树脂注入成型工艺在切断树脂注入和真空系统两端管路时采用大力钳进行切断。
28.为了防止在切断管路时空气进入管路,本发明的改进有,所述真空袋辅助树脂注入成型工艺在切断树脂注入和真空系统两端管路之前需要封闭树脂注入和真空系统两端管路。
29.为了使模具的加压更加的方便,同时方便调整加压强度,本发明的改进有,所述模压成型工艺中对模具进行加压的加压方式采用螺纹夹进行夹持。
30.为了使脱模更加的方便,同时使多余的气泡更容易流出,本发明的改进有,所述模压成型工艺的模具为上下模具。
31.(三)有益效果
32.与现有技术相比,本发明提供了一种用于轻型运动飞机的复合材料整体快速连接工艺,具备以下有益效果:
33.该用于轻型运动飞机的复合材料整体快速连接工艺,通过于鲨鱼飞机不同的区域采用不同的连接工艺,使鲨鱼飞机的连接更加的稳定可靠,增加连接的稳定性。
附图说明
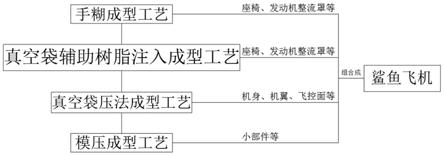
34.图1为本发明的工艺框图示意图。
具体实施方式
35.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
36.请参阅图1,本发明的一种用于轻型运动飞机的复合材料整体快速连接工艺,包括手糊成型工艺、真空袋辅助树脂注入成型工艺、真空袋压法成型和模压成型工艺,真空袋辅助树脂注入成型工艺制作的部件与模具结合的表面非常光滑,没有小的孔隙,适合鲨鱼飞机的座椅,发动机整流罩等使用此工艺,真空袋压法成型工艺更适用于鲨鱼飞机的机身、机翼、飞控面等都是采用此工艺成型,模压成型工艺更适用于对于表面光洁度有要求的小部件,并且鲨鱼飞机采用了简单的模压成型工艺,通过于鲨鱼飞机不同的区域采用不同的连
接工艺,使鲨鱼飞机的连接更加的稳定可靠,增加连接的稳定性,所述手糊成型工艺包括如下步骤:
37.s1、首先,在工作台上铺平根据图纸裁剪好的纤维织物;
38.s2、涂刷环氧树脂混合物;
39.s3、用刷子、滚筒刷或塑料刮刀压积纤维布,使其均匀浸胶并排出气泡;
40.s4、根据模板剪裁浸透树脂的纤维布并放入模具,再依次涂刷树脂混合物和铺贴其它纤维织物;
41.s5、放入模具然后在室温下固化,脱模然后修剪部件;
42.所述真空袋辅助树脂注入成型工艺包括如下步骤:
43.s1、首先使用自喷胶固定住纤维布位置;
44.s2、根据图纸要求铺层,然后进行抽真空程序,把部件内气泡排空,然后接入定量的树脂和固化剂的混合物,在另一端接入模具,一端依然接入真空系统,直到树脂混合物从另一端流出,并没有气泡产生后,切断树脂注入和真空系统两端管路,然后在室温下固化;
45.s3、脱模后得到与模具接触面非常光滑的部件,然后再进行修剪;
46.所述真空袋压法成型包括如下步骤:
47.s1、在手糊工艺的制品上,使用有孔膜、吸胶布、橡胶密封胶固定真空袋材料,进行抽真空程序;
48.s2、部件在常温下固化以后,进行脱模工作,然后对外形进行修剪;
49.所述模压成型工艺包括如下步骤:
50.s1、首先,在工作台上铺平根据图纸裁剪好的纤维织物;
51.s2、涂刷环氧树脂混合物;
52.s3、把浸入环氧树脂的纤维布铺在模具上面,并把纤维布层结合表面的气泡赶出;
53.s4、合模后对模具进行加压,使多余的树脂和气泡流出,然后在室温下进行固化;固化完毕,脱模后进行修剪。
54.还需要说明的有,室温控制在15
‑
30度之间,增加固化效果,所述真空袋辅助树脂注入成型工艺在切断树脂注入和真空系统两端管路时采用大力钳进行切断,方便进行切断,所述真空袋辅助树脂注入成型工艺在切断树脂注入和真空系统两端管路之前需要封闭树脂注入和真空系统两端管路,防止在切断管路时空气进入管路,所述模压成型工艺中对模具进行加压的加压方式采用螺纹夹进行夹持,使模具的加压更加的方便,同时方便调整加压强度,所述模压成型工艺的模具为上下模具,使脱模更加的方便,同时使多余的气泡更容易流出。
55.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1