滚动压膜装置、膜材贴合设备和膜材贴合方法与流程
1.本发明涉及膜材贴合技术领域,特别是涉及一种滚动压膜装置、膜材贴合设备和膜材贴合方法。
背景技术:
2.显示面板中具有许多像素点,通过这些像素点颜色的排列分布能够展示非常丰富的画面信息,已经成为了当下生活不可或缺的一部分。像素点本身较容易受到自然界水氧环境的侵蚀发生老化,因此在实际的显示面板制备工艺线中,不仅需要制备显示面板的像素点部分,还需要在后续多个制程段中贴附功能型膜材,包括阻水膜、偏光片、支撑膜和临时保护膜等。贴附膜材的过程需要使用对应类型的贴膜设备,贴膜设备通常由上料膜盒、载膜平台、离型膜撕除机构、基板平台及清洗机构等部件。
3.利用上述贴膜设备进行贴膜时通常包括如下步骤。首先需要将膜材放置于上料膜盒中,再采用吸盘等器具吸取上料膜盒中的膜材并运动至载膜平台上方,将膜材置于载膜平台上;再采用离型膜撕除机构去除膜材上原本的离型膜;于此同时,显示面板被转运到基板平台上;基板平台与载膜平台对位设置之后开始贴膜;最后采用胶辊沿膜材的一侧向另一侧进行辊压,并于此同时去除载膜平台,完成贴膜过程。尽管这样的贴膜方式能够实现自动贴膜,但是却仍旧存在一些影响产品良率的问题。具体来说,在将膜材贴附至显示面板上的过程中,载膜平台沿膜材平面滑移暴露出膜材,压辊将该部分膜材向上压合至显示面板上,压辊与载膜平台同步移动以将整张膜材从载膜平台无气泡地、无皱褶地转移到显示面板上。采用这种贴膜方式在柔性显示面板表面贴附膜材之后,制备所得的柔性显示器件往往会发生卷曲的情况,进而使得器件受到损伤。
技术实现要素:
4.基于此,有必要提供一种能够弱化或消除贴合后器件的卷曲情况的滚动压膜装置,进一步地,提供一种对应的膜材贴合设备及膜材贴合方法。
5.根据本发明的一个实施例,一种滚动压膜装置,其包括:
6.滚轮支架;
7.贴合滚轮,所述贴合滚轮连接于所述滚轮支架,所述贴合滚轮具有用于支撑膜材的支撑端;
8.支撑机构,所述支撑机构具有两个用于支撑所述膜材的支撑位点,且两个所述支撑位点间隔设置于所述贴合滚轮的同侧;
9.移动机构,所述移动机构用于带动所述滚轮支架和所述支撑机构同步移动。
10.在其中一个实施例中,两个所述支撑位点之间的间距≥40mm;和/或
11.靠近所述贴合滚轮的支撑位点距所述贴合滚轮的支撑端之间的间距≥5mm;和/或
12.两个所述支撑位点与所述贴合滚轮的支撑位点位于同一平面。
13.在其中一个实施例中,两个所述支撑位点的间距≤200mm;和/或
14.靠近所述贴合滚轮的支撑位点距所述贴合滚轮的支撑端之间的间距≤100mm。
15.在其中一个实施例中,所述支撑机构包括:
16.第一支撑滚轮和第二支撑滚轮,所述第一支撑滚轮与所述第二支撑滚轮均可转动连接于所述滚轮支架,所述第一支撑滚轮设置于所述贴合滚轮与所述第二支撑滚轮之间,所述第一支撑滚轮与所述贴合滚轮间隔设置,所述第一支撑滚轮用于与所述膜材相切的支撑端与所述第二支撑滚轮用于与所述膜材相切的支撑端分别为所述支撑机构中的两个所述支撑位点。
17.在其中一个实施例中,所述支撑机构还包括:
18.传动带,所述传动带套设于所述第一支撑滚轮与所述第二支撑滚轮上,所述第一支撑滚轮与所述第二支撑滚轮通过所述传动带传动连接。
19.在其中一个实施例中,所述贴合滚轮的直径为20mm~100mm;和/或
20.所述第一支撑滚轮的直径为20mm~100mm;和/或
21.所述第二支撑滚轮的直径为20mm~100mm。
22.进一步地,一种膜材贴合设备,其包括:
23.载膜平台,所述载膜平台用于承载膜材;
24.如上述任一实施例所述的滚动压膜装置,所述滚动压膜装置设置在所述载膜平台的端部,所述支撑机构靠近所述载膜平台设置,并用于支撑自所述载膜平台上移动分离出的所述膜材以将所述膜材转运至所述贴合滚轮,所述贴合滚轮用于将所述膜材压合至待贴膜工件的表面上。
25.在其中一个实施例中,还包括:
26.定位块,所述定位块设置于所述贴合滚轮远离所述载膜平台一侧,所述定位块用于支撑自所述贴合滚轮上移动出的所述膜材,所述定位块与所述载膜平台之间的距离可调,且所述定位块与所述载膜平台之间的最小可调距离大于所述贴合滚轮与所述支撑机构之间的最远距离。
27.在其中一个实施例中,所述定位块与所述载膜平台之间的最小可调距离≥120mm;和/或
28.所述载膜平台的承载面与所述定位块的承载面位于同一平面。
29.进一步地,本发明还提供了一种根据上述任一实施例所述的膜材贴合设备在柔性显示面板中的应用。
30.具体地,一种膜材贴合方法,其采用根据上述任一实施例所述的膜材贴合设备将膜材贴合至柔性显示面板表面,包括如下步骤:
31.将膜材设置在所述载膜平台上,调节所述载膜平台的位置,以使得所述膜材的起始端对位接触所述待贴膜工件的的起始端,并使得所述膜材相对于所述待贴膜工件倾斜设置,其中,所述膜材倾斜设置时,所述膜材的起始端为朝向所述支撑机构的一端且靠近所述待贴膜工件的一端;
32.使所述膜材由所述膜材的起始端至相对的终末端方向上依次移动并暴露于所述载膜平台之外,控制所述支撑机构、所述贴合滚轮依次支撑暴露于所述载膜平台之外的所述膜材;
33.控制所述支撑机构与所述贴合滚轮同步沿所述膜材的起始端至所述终末端方向
移动,以将所述膜材依次对位压合至所述待贴膜工件的表面;
34.其中,在控制所述支撑机构与所述贴合滚轮移动的过程中,控制所述载膜平台沿所述膜材表面由所述膜材的起始端至终末端移动。
35.对于传统的贴膜设备及方法来说,在实际的贴膜过程中,膜材被压合的部位同时受到载膜平台的吸附力、与载膜平台分离时的滑移拉扯力、被胶辊压合至显示面板上的压力,综合之后会对膜材本身产生沿膜材表面的较大拉扯应力。拉扯应力会留存于膜材与基板之间的界面处,这部分应力会在柔性显示面板从硬质的载体基板上剥离之后作用于柔性显示面板整体,使柔性显示面板发生翘曲。
36.而上述滚动压膜装置,则采用了在贴合滚轮的一侧额外设置第一支撑滚轮和第二支撑滚轮。在实际应用于膜材贴合的过程中,贴合滚轮与第一支撑滚轮之间具有空隙,空隙段的膜材分别受到贴合滚轮与第一支撑滚轮的支撑,并不受到载膜平台的吸附力,因而被压合至面板上的膜材基本不产生拉扯应力。虽然载膜平台与膜材之间的滑移分离相对运动会对膜材表面具有滑移拉扯力,但是由于第二支撑滚轮仅起到输运膜材和支撑膜材的作用,并未对膜材施加压合力,这使得在第二支撑滚轮之前的部分膜材上也基本不产生拉扯应力。因此上述滚动压膜装置能够较好地消除膜材在贴合过程中产生的拉扯应力,进而弱化或消除贴合后器件的卷曲情况。
附图说明
37.图1为传统贴膜方法的具体过程示意图;
38.图2为传统贴膜方法贴附膜材之后柔性显示面板卷曲的表面形貌图;
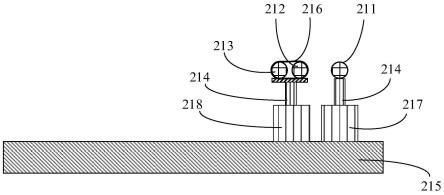
39.图3为滚动压膜装置的示意图;
40.图4为膜材贴合设备的示意图;
41.图5为膜材贴合方法的具体过程示意图;
42.图6为采用图4的膜材贴合方法贴合膜材的柔性显示面板的表面形貌图;
43.其中,各附图标记及其具体含义如下:
44.111、胶辊;120、载膜平台;130、膜材;140、显示面板;150、基板平台;211、贴合滚轮;212、第一支撑滚轮;213、第二支撑滚轮;214、滚轮支架;215、移动机构;216、传动带;217、贴合滚轮升降气缸;218、支撑机构升降气缸;220、载膜平台;221、定位块;230、膜材;240、显示面板;250、基板平台。
具体实施方式
45.为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
46.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。本文所使用的“多”包括两个和多于两个的项目。本
文所使用的“某数以上”应当理解为某数及大于某数的范围。
47.传统的贴膜设备最初设计用于将膜材贴合至硬质基板上,例如传统的以玻璃为基材的硬质显示面板,但是在应用至柔性显示面板时,会使柔性显示面板表面发生卷曲,因而难以适用于质软的柔性显示面板。本发明对传统的贴膜设备进行了相应改进,以克服上述使柔性显示面板表面发生卷曲的问题。
48.为了便于理解传统的贴膜设备在贴附过程中与本发明的滚动压膜装置在贴附过程中的具体区别,请先参照图1,其示出了一种传统的贴膜方法的具体示意图。其中,胶辊111设置于载膜平台120的一侧,依图中的方位该侧为右侧。载膜平台120上设置有膜材130,载膜平台120相对膜材130向左侧滑移,并暴露出部分膜材130,胶辊111将该部分膜材130向位于上方的显示面板140压合,显示面板140被吸附于基板平台150。如图1中示出的,在载膜平台120最右侧与膜材130交界处,膜材130主要受到三个力的影响,即胶辊111对膜材130向上的压合力f1、载膜平台120对膜材130向右下方的吸附力f2、载膜平台120相对膜材130滑移时对膜材130表面产生的朝向左下方的拉力f3。在这三个力的共同作用下,被压合到显示面板140表面之后,膜材130与显示面板140之间的界面将会产生较大的拉扯应力,这个拉扯应力积存于膜材130与显示面板140之间的界面中,并会迫使膜材130与显示面板140整体发生卷曲形变。具体地,请参照图2示出的上述贴膜方法贴附膜材之后柔性显示面板的表面形貌图。
49.本发明提供了一种滚动压膜装置,根据本发明的一个实施例,其包括:滚轮支架、贴合滚轮、支撑机构以及移动机构。贴合滚轮连接于滚轮支架,贴合滚轮具有用于支撑膜材的支撑端;支撑机构具有两个用于支撑膜材的支撑位点,且两个支撑位点间隔设置于所述贴合滚轮的同侧;移动机构用于带动滚轮支架和支撑机构同步移动。
50.在其中一个具体示例中,两个支撑位点之间的间距≥40mm。
51.在其中一个具体示例中,靠近贴合滚轮的支撑位点距贴合滚轮的支撑端之间的间距≥5mm。进一步的,靠近贴合滚轮的支撑位点距贴合滚轮的支撑端之间的间距≥40mm。
52.在其中一个具体示例中,两个支撑位点与贴合滚轮的支撑位点位于同一平面。
53.在其中一个具体示例中,两个支撑位点的间距≤200mm。
54.在其中一个具体示例中,靠近贴合滚轮的支撑位点距贴合滚轮的支撑端之间的间距≤100mm。
55.在其中一个具体示例中,支撑机构包括第一支撑滚轮和第二支撑滚轮;第一支撑滚轮与第二支撑滚轮均可转动连接于滚轮支架;第一支撑滚轮与第二支撑滚轮均具有用于支撑膜材的支撑端,第一支撑滚轮的支撑端、第二支撑滚轮的支撑端分别为支撑机构中的两个支撑位点。
56.对于传统的贴膜设备及方法来说,在实际的贴膜过程中,膜材被压合的部位同时受到载膜平台的吸附力、与载膜平台分离时的滑移拉扯力、被胶辊压合至显示面板上的压力,综合之后会对膜材本身产生沿膜材表面的较大拉扯应力。拉扯应力会留存于膜材与基板之间的界面处,这部分应力会在柔性显示面板从硬质的载体基板上剥离之后作用于柔性显示面板整体,使柔性显示面板发生翘曲。上述滚动压膜装置,则采用了在贴合滚轮的一侧额外设置的支撑机构。具体地,该支撑机构可以是第一支撑滚轮和第二支撑滚轮。在实际应用于膜材贴合的过程中,贴合滚轮与第一支撑滚轮之间具有空隙,空隙段的膜材分别受到
贴合滚轮与第一支撑滚轮的支撑,并不受到载膜平台的吸附力,因而被压合至面板上的膜材基本不产生拉扯应力。虽然载膜平台于膜材之间的滑移分离相对运动会对膜材表面具有滑移拉扯力,但是由于第二支撑滚轮仅起到输运膜材和支撑膜材的作用,并未对膜材施加压合力,这使得在第二支撑滚轮之前的部分膜材上也基本不产生拉扯应力。因此上述滚动压膜装置能够较好地消除膜材在贴合过程中产生的拉扯应力,进而弱化或消除贴合后器件的卷曲情况。可以理解,为了便于说明其实际作用情况,在上述具体示例中引入了第一支撑滚轮和第二支撑滚轮,但上述支撑机构还具有其他的可实现形式,例如履带,其表面也可用于支撑待贴合的膜材。
57.为了便于理解本发明提供的上述滚动压膜装置210,请同时参照图3,一种滚筒压膜装置,其包括滚轮支架、贴合滚轮211、第一支撑滚轮212、第二支撑滚轮213和移动机构215。其中,第一支撑滚轮212与第二支撑滚轮213共同参与构成支撑机构。
58.其中,贴合滚轮211可转动连接于滚轮支架214;第一支撑滚轮212可转动连接于滚轮支架214,并且第一支撑滚轮212设置于贴合滚轮211的一侧且与贴合滚轮211间隔设置,依图3中的方位为左侧。第二支撑滚轮213可转动连接于滚轮支架214,第二支撑滚轮213设置于第一支撑滚轮212远离贴合滚轮211的一侧,且第二支撑滚轮213的支撑端、第一支撑滚轮212的支撑端与贴合滚轮211的支撑端并排设置。其中,支撑端表示在实际使用时与膜材230接触的一端,依图3示出的方位,各滚轮的顶端为支撑端,各支撑端并排设置指的是,各滚轮的顶端在同一个面上。
59.贴合滚轮211与第二支撑滚轮213之间间隔设置,二者之间预留的间隙用于分隔在第二支撑滚轮213两侧的膜材230,在第二支撑滚轮213靠近贴合滚轮211一侧的膜材230并不会受到载膜平台220的真空吸附力,因而当贴合滚轮211将膜材230压合时,被压合的膜材230基本不会存在拉扯应力。在其中一个具体示例中,贴合滚轮211与第一支撑滚轮212之间的间隙为1cm~3cm。控制间隙在该范围内,能够较好地在保持膜材230形状不发生较大变化的情况下,有效消除被压合部位膜材230的应力。
60.在其中一个具体示例中,第一支撑滚轮212与第二支撑滚轮213同步运动,能够尽可能减少两个滚轮之间的凹陷孔隙,避免贴附过程中膜材230出现不平稳的问题。
61.进一步地,在其中一个优选的具体示例中,支撑机构还包括传动带216,传动带216套设于第一支撑滚轮212与第二支撑滚轮213上,第一支撑滚轮212与第二支撑滚轮213通过传动带216传动连接。通过传动带216可以确保两个滚轮保持同步运动,并且两个滚轮之间的凹陷空隙可以变成平坦的表面,更有利于贴附时保持膜材230的平稳,避免出现皱褶或气泡。具体地,传动带216可以是皮带。
62.其中,滚轮支架214可以是一个整体支架,也可以是分别连接于贴合滚轮211和支撑机构的两部分支架。例如图3示出的,滚轮支架214包括两部分,其中一部分连接于贴合滚轮211,另一部分连接于第一支撑滚轮212、第二支撑滚轮213和传动带216构成的支撑机构整体。
63.进一步地,滚轮支架214包括两部分,连接于贴合滚轮211的部分还连接有贴合滚轮升降气缸217,贴合滚轮升降气缸217用于调节贴合滚轮211的高度。连接于支撑机构的部分还连接有支撑机构升降气缸218,支撑机构升降气缸218用于调节支撑机构整体的高度。通过调节贴合滚轮升降气缸217和支撑机构升降气缸218,能够分别控制贴合滚轮211和支
撑机构紧靠待贴合膜材。
64.可以理解,贴合滚轮升降气缸217和支撑机构升降气缸218还分别连接于移动机构215上,以便于移动机构215带动贴合滚轮211和支撑机构整体移动。
65.在其中一个具体示例中,可选地,贴合滚轮211的直径为20mm~100mm。例如,贴合滚轮211的直径为20mm~30mm、40mm~60mm或70mm~90mm。可选地,第一支撑滚轮212的直径为20mm~100mm。例如,第一支撑滚轮212的直径为20mm~30mm、40mm~60mm或70mm~90mm。可选地,第二支撑滚轮213的直径为20mm~100mm。例如,第二支撑滚轮213的直径为20mm~30mm、40mm~60mm或70mm~90mm。控制各滚轮在该范围内,较为适用于大尺寸柔性显示屏幕上膜材230的贴附。例如,对于31inch的显示屏,其所用的膜材230尺寸通常为688.48mm
×
400.48mm。
66.在其中一个具体示例中,第一支撑滚轮212与第二支撑滚轮213的直径相同。控制第一支撑滚轮212与第二支撑滚轮213直径相同,可以使得两个滚轮在传统过程中更为平稳,减少由于额外增加的滚轮可能对膜材230表面造成的形变。
67.进一步地,本发明还提供了一种膜材贴合设备。为了便于理解,请参照图4,一种膜材贴合设备,其包括载膜平台220和根据上述任一实施例的滚动压膜装置210,其中,载膜平台220用于承载膜材230,支撑机构靠近载膜平台220设置,用于支撑自载膜平台220上滑移分离出的膜材230并将其转运至贴合滚轮211,贴合滚轮211用于将膜材230压合至待贴膜的工件上。
68.其中,滚动压膜装置210设置在载膜平台220的端部,可选地,滚动压膜装置210可以抵接于载膜平台220的端部,也可以在载膜平台220的一端与载膜平台220间隔设置。
69.在其中一个具体示例中,还包括设置于载膜平台220一侧的定位块221。定位块221用于支撑自贴合滚轮211上移动出的膜材。
70.其中,定位块221与载膜平台220之间的距离可调,且定位块221与载膜平台220之间的最大可调距离大于贴合滚轮211与第一支撑滚轮212之间的最远距离。如此设置,定位块221的作用在于限制贴合滚轮211、第一支撑滚轮212与第二支撑滚轮213。具体来说,在辊压膜材230之前,定位块221可以靠近载膜平台220,以限制贴合滚轮211、第一支撑滚轮212与第二支撑滚轮213伸入载膜平台220侧边。在需要辊压膜材230的时候,调节定位块221与载膜平台220之间的距离,以使得贴合滚轮211、第一支撑滚轮212与第二支撑滚轮213伸入载膜平台220侧边,并将膜材230压合到待贴合的基材上。
71.在其中一个具体示例中,定位块221与载膜平台220之间的最大可调距离≥120mm。
72.在其中一个具体示例中,载膜平台220的承载面与定位块221的承载面位于同一平面。进一步地,在装配使用的过程中,载膜平台220的承载面、定位块221的承载面、滚动压膜装置210中的两个支撑位点、贴合滚轮211的支撑端位于同一平面上。
73.进一步地,本发明还提供了一种膜材贴合设备在柔性显示面板中的应用。
74.一种膜材贴合方法,其采用根据上述实施例的膜材贴合设备将膜材贴合至柔性显示面板表面,包括如下步骤:
75.将膜材设置在所述载膜平台上,调节所述载膜平台的位置,以使得所述膜材的起始端对位接触所述待贴膜工件的的起始端,并使得所述膜材相对于所述待贴膜工件倾斜设置,其中,所述膜材倾斜设置时,所述膜材的起始端为朝向所述支撑机构的一端且靠近所述
待贴膜工件的一端;
76.使所述膜材由所述膜材的起始端至相对的终末端方向上依次移动并暴露于所述载膜平台之外,控制所述支撑机构、所述贴合滚轮依次支撑暴露于所述载膜平台之外的所述膜材;
77.控制所述支撑机构与所述贴合滚轮同步沿所述膜材的起始端至所述终末端方向移动,以将所述膜材依次对位压合至所述待贴膜工件的表面;
78.其中,在控制所述支撑机构与所述贴合滚轮移动的过程中,控制所述载膜平台沿所述膜材表面由所述膜材的起始端至终末端移动。其中,可选地,控制载膜平台沿所述膜材表面由所述膜材的起始端至终末端滑移。
79.进一步地,在其中一个具体示例中,在将膜材逐渐对位压合至待贴膜工件的表面的过程中,控制载膜平台与支撑机构间隔设置。
80.进一步地,在将膜材逐渐对位压合至待贴膜工件的表面的过程中,控制载膜平台与支撑机构的移动速度相同,以保持载膜平台与支撑机构的相对位置不变。
81.在其中一个具体示例中,待贴膜工件是柔性显示面板。
82.具体来说,一种膜材230贴合方法,其采用根据上述实施例的膜材230贴合设备将膜材230贴合至柔性显示面板240表面,包括如下步骤:
83.将膜材230贴附于载膜平台220上,控制载膜平台220移动,以使得膜材230的始端对位接触待贴合的显示器件的始端,及使得膜材230相对于显示面板240倾斜设置;
84.使部分靠近始端的膜材230暴露于载膜平台220之外,控制贴合滚轮211、第一支撑滚轮212与第二支撑滚轮213均贴合于该部分膜材230上;
85.控制贴合滚轮211、第一支撑滚轮212及第二支撑滚轮213均向膜材230的末端移动,将膜材230逐渐对位压合至显示器件表面;在控制贴合滚轮211移动的过程中,同时控制载膜平台220沿膜材230表面向膜材230的末端滑移。
86.在其中一个具体示例中,在将膜材230逐渐对位压合至显示器件表面的过程中,控制载膜平台220的侧面与第二支撑滚轮213之间的距离为1cm~3cm。
87.在其中一个具体示例中,使部分靠近始端的膜材230暴露于载膜平台220之外的方法具体为,控制载膜平台220相对于膜材230沿二者之间的界面滑移以暴露部分靠近始端的膜材230。
88.可以理解,其中“始端”在图中为膜材230的最右端,在实际的制备过程中,首先贴合于显示面板240的一端膜材230为始端,与之相对的,最终贴合于显示面板240的一端膜材230为末端,末端通常与始端相对,但始端并不特定指膜材230具体的一端。
89.为了便于具体实施上述膜材230贴合方法,请同时参照图5,一种采用上述膜材230贴合设备进行膜材230贴合的具体过程,其包括如下步骤。在图5中,为了便于表示实际的制备过程,仅示出了贴合滚轮211、第一支撑滚轮212和第二支撑滚轮213的具体位置,该滚轮具体连接的滚轮支架等期间并未示出。
90.步骤s1,预处理:其中,待贴合的膜材230通过真空吸附的方式附着于载膜平台220上,显示面板240通过真空吸附的方式附着于基板平台250上,基板平台250朝下设置使得显示面板240倒悬于基板平台250表面,载膜平台220正对于基板平台250,使得膜材230与显示面板240对位设置。载膜平台220的右侧具有定位块,定位块221依靠驱动气缸实现与载膜平
台220之间的距离可调。定位块221的正下方安装有贴合滚轮211、第一支撑滚轮212与第二支撑滚轮213,贴合滚轮211、第一支撑滚轮212与第二支撑滚轮213依靠滚轮支架214进行z轴方向的升降,贴合滚轮211、第一支撑滚轮212与第二支撑滚轮213之间的位置保持相对固定,当定位块221与载膜平台220之间的距离调节至预设距离之后,贴合滚轮211、第一支撑滚轮212与第二支撑滚轮213共同伸入定位块221与载膜平台220之间的缝隙中以固定在载膜平台220一侧。当贴合滚轮211、第一支撑滚轮212与第二支撑滚轮213共同固定在载膜平台220一侧之后,第二支撑滚轮213最靠近载膜平台220的一端与载膜平台220之间具有1cm的间隙,贴合滚轮211最靠近第一支撑滚轮212的一端与第一支撑滚轮212最靠近贴合滚轮211的一端之间具有1cm的间隙。
91.步骤s2,调节位置:待膜材230与显示面板240安放到位之后,采用机载ccd采集显示面板240的坐标信息,微调载膜平台220与基板平台250进行精确对位。贴合时载膜平台220先向上竖直移动至基板平台250下方预设位置,倾斜载膜平台220设置有贴合滚轮211的一侧使膜材230的始端对位接触至显示面板240的始端。
92.步骤s3,贴附:控制载膜平台220相对膜材230滑移,暴露出靠近膜材230始端的部分,控制贴合滚轮211、第一支撑滚轮212与第二支撑滚轮213均移动并贴合至该部分膜材230上,并从膜材230接触显示面板240的始端开始沿y轴向膜材230的末端(如图5所示的左端)移动,贴合滚轮211移动的过程中,载膜平台220同时后退以与膜材230分离,并将分离的膜材230压合于显示面板240上。待贴合滚轮211移动至与最初一侧相对的另一侧时,整张膜材230已经被平稳地贴附于显示面板240上。
93.在上述贴合方法中,由于贴合滚轮211与第一支撑滚轮212之间具有空隙,空隙段的膜材230分别受到贴合滚轮211与第一支撑滚轮212的支撑,并不受到载膜平台220的吸附力,因而被压合至面板上的膜材230基本不产生拉扯应力。虽然载膜平台220与膜材230之间的滑移分离相对运动会对膜材230表面具有滑移拉扯力,但是由于第二支撑滚轮213仅起到输运膜材230和支撑膜材230的作用,并未对膜材230施加压合力,这使得在第二支撑滚轮213之前的部分膜材230上也基本不产生拉扯应力。因此上述滚动压膜装置210能够较好地消除膜材230在贴合过程中产生的拉扯应力,进而弱化或消除贴合后器件的卷曲情况。请参照图6,其示出了一个采用上述实施例将膜材230贴合于柔性显示面板240上之后的示意图,显然,在贴合了膜材230之后,柔性显示面板240并未发生明显的卷曲情况,因而采用上述膜材230贴合设备及对应的膜材230贴合方法能够有效提高柔性显示器件在贴膜制程段的良率。
94.以上实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
95.以上实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1