一种碳纤维自行车产品单点加热固化的方法与流程
1.本发明涉及一种碳纤维自行车产品的生产的制备技术,特别是一种碳纤维自行车产品单点加热固化的方法。
背景技术:
2.以碳纤维复合材料为代表的先进树脂基复合材料具有传统材料无法比拟的高比强度、高比模量及轻质化等优点,受到各种领域的青睐。而碳纤维制品
‑‑
自行车在进行部件的组合时,连接方式通常为胶接等。而胶接能最大限度的维持纤维的连续性,一般的胶粘剂固化有常温固化和加温固化两种模式。常温固化胶连剂有一个较为难以克服的困难就是效率低下,通常胶连剂涂抹完成后,最小需要72小时才能达到设计强度,时间成本非常高昂。采用加热固化的胶粘剂,对碳纤维自行车产品的整体造形,加温的条件有着较高的要求,当产品或工件较大时,加温设施的选择和加温的能效问题会受到较大限制;当需要差异化加温时,对加温设施的要求就更高了;如果要在以固化成型的产品上进行二次辅贴固化时,普通的整体加温装置根本无法实现,或者会损坏原产品,造成二次或多次返修。而要同时实现以上三种条件,更加难上加难。
技术实现要素:
3.本发明要解决的技术问题是针对现有技术的不足,提出了一种加热效率高效,能耗低的碳纤维自行车产品单点加热固化的方法。
4.本发明要解决的技术问题是通过以下技术方案来实现的,一种碳纤维自行车产品单点加热固化的方法,其特点是:包含如下步骤:1)粗化:将碳纤维自行车产品需要进行粘接的部件进行粘接部位的打磨粗化去杂物;2)清洁:对产品部件进行清洁,对粗化表面进行清洁;3)干燥:当清洁完成后,需进行充分的干燥;4)涂胶:将完全干燥的产品的粘接部位进行胶粘剂涂抹,在涂抹过程中,要注意涂抹方式,不能有气泡存在于胶沾剂中,且涂抹均匀无遗露;涂抹厚度要大于胶厚理论厚度,面积不能小于粘接实际面积。
5.5)拼接:将涂抹完胶粘剂的产品相互拼接,拼接时要平直,防止胶粘剂的流失;6)固定:将拼接完成的产品固定在固定架上,在固定时,尽可能的保证拼接产品的稳定,防止粘接部位的胶粘剂流失;7)清洁:使用干净的棉布将接合部位的溢胶擦除干净;8)隔离:使用耐温的塑料隔离薄膜,将粘接接合部位完全防护隔离;9)加温装置安装:将含有传感器的定点加热薄片,包裹于粘接位置隔离薄膜外面,加热薄片的包裹面积要大于粘接面积;
10)固定:通过固定装置将加热薄片固定,防止加热薄片在加热过程中脱落;11)保温:选用保温棉将包括固定装置在内的需定点加热部位完全包裹并固定,防止热量的损失,影响加热效果与时间;12)加热固化:接通电源,使用温度控制器进行温度调整和控制,使用计算机进行加热过程监控,监控加热温度与加热时间,直至加热固化完成;13)去除:将加热完成后的整个装置按照保温棉
‑
固定装置
‑
加热薄片
‑
隔离薄膜
‑
固定架的顺序将产品从固定架上拆除,完成整个单点加热固化过程。
6.本发明要解决的技术问题还可以通过以下技术方案来进一步实现,所述粘接部位包括自行车前三角与后上叉的接合部位、前三角与后下叉的接合部位、后上叉与后下叉的接合部位以及前三角与五通铝件接合部位。
7.本发明要解决的技术问题还可以通过以下技术方案来进一步实现,对于自行车前三角与后上叉的接合部位、前三角与后下叉的接合部位、后上叉与后下叉的接合部位的加温固化方式为:在5~8分钟内匀速升温至150℃,然后保温25~30分钟,对前三角与五通铝件接合部位的加温固化方式为:在8~10分钟内匀速升温至150℃,然后保温30~35分钟。
8.本发明要解决的技术问题还可以通过以下技术方案来进一步实现,所述粗化方式为喷砂或研磨。
9.本发明要解决的技术问题还可以通过以下技术方案来进一步实现,使用酒精或丙酮对粗化表面进行清洁。
10.与现有技术相比,通过单点固化方式对碳纤维自行车产品进行加热固化定型。当单点加热固化装置组装好后开始升温时,发热片也是由电能转换为热能,而加热片与产品为直接接触,当加热片升温式,产品也会跟随着升温,所以当加热片升温到150度时,产品本身也达到了150度,胶层的温度也接接近150度,这样就大大减少了胶层的升温过程,缩短了加热时间,降低了能耗。可以通过多点温度控制器进行温度差异化控制,通过传感器和计算机显像装置进行温度的实时显像。控制器可以有效的控制加温的速度;计算机实时显像可以非常精准的对温度上升曲线和有效加温时间进行控制跟踪,避免了传统的空气加温的盲点加温,无法实时有效的跟踪加温点的加温温度和加温时间。加热过程不会受加热产品的尺寸过大,或产品无法整体加热的限制。
11.本发明的有益效果是:工艺简单、低成本、效率高,本发明能较好的解决现有碳纤维自行车产品在采用加温固化工艺时,加热空间受限,差异化加热,重复加热的问题。本发明操作简单,可视化程度高,追溯性强,生产容错率高。
附图说明
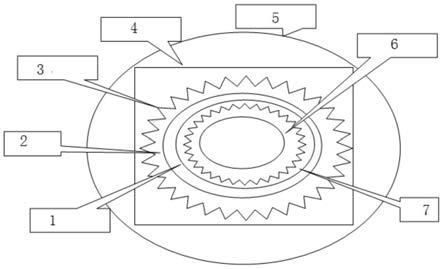
12.图1为本发明单点加热固化的示意图;图2为主要流程示意图。
13.图中:1粘接部件a、2隔离薄膜、3加热薄片、4加热薄片固定装置、5保温层、6粘接部件b、7胶层、8自行车固定架、9连接线缆a、10温度控制器、11连接线缆b、12计算机。
具体实施方式
14.以下进一步描述本发明的具体技术方案,为使本发明实施例的目的、技术方案和优点更加清楚,以便于本领域的技术人员进一步地理解本发明,下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例,而不构成对其权利的限制。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
15.一种碳纤维自行车产品单点加热固化的方法,包含如下步骤:1)粗化:将碳纤维自行车产品需要进行粘接的部件进行粘接部位的打磨粗化去杂物;可选用喷砂,研磨方式进行,粗化时需注意将整个粘接面粗化彻底,不能有遗漏。
16.2)清洁:对产品部件进行清洁,对粗化表面进行清洁;可使用酒精,丙酮等溶液对粗化表面进行清洁,选用工具可使用毛刷,干净棉布等不易被清洁溶液腐蚀,烧蚀的物品。
17.3)干燥:当清洁完成后,需进行充分的干燥;可使用吹风机加热,自然晾干等方式进行。在干燥过程中,防护己清洁的部位,不能有二次污染。
18.4)涂胶:将完全干燥的产品的粘接部位进行胶粘剂涂抹,在涂抹过程中,要注意涂抹方式,不能有气泡存在于胶沾剂中,且涂抹均匀无遗露;涂抹厚度要大于胶厚理论厚度,面积不能小于粘接实际面积。
19.5)拼接:将涂抹完胶粘剂的产品相互拼接,拼接时要平直,防止胶粘剂的流失。
20.6)固定:将拼接完成的产品固定在固定架上,在固定时,尽可能的保证拼接产品的稳定,防止粘接部位的胶粘剂流失。
21.7)清洁:使用干净的棉布将接合部位的溢胶擦除干净;防止多余的胶粘剂影响加温装置。
22.8)隔离:使用耐温的塑料隔离薄膜,将粘接接合部位完全防护隔离;防止胶粘剂被加温装置污染,影响粘接效果。
23.9)加温装置安装:将含有传感器的定点加热薄片,包裹于粘接位置隔离薄膜外面,加热薄片的包裹面积要大于粘接面积。
24.10)固定:通过固定装置将加热薄片固定,防止加热薄片在加热过程中脱落。
25.11)保温:选用保温棉将包括固定装置在内的需定点加热部位完全包裹并固定,防止热量的损失,影响加热效果与时间。
26.12)加热固化:接通电源,使用温度控制器进行温度调整和控制,使用计算机进行加热过程监控,监控加热温度与加热时间,直至加热固化完成。
27.13)去除:将加热完成后的整个装置按照保温棉
‑
固定装置
‑
加热薄片
‑
隔离薄膜
‑
固定架的顺序将产品从固定架上拆除,完成整个单点加热固化过程。
28.所述粘接部位包括自行车前三角与后上叉的接合部位、前三角与后下叉的接合部位、后上叉与后下叉的接合部位以及前三角与五通铝件接合部位。
29.对于自行车前三角与后上叉的接合部位、前三角与后下叉的接合部位、后上叉与后下叉的接合部位的加温固化方式为:在5~8分钟内匀速升温至150℃,然后保温25~30分钟,对前三角与五通铝件接合部位的加温固化方式为:在8~10分钟内匀速升温至150℃,然后保温30~35分钟。
30.可以通过多点温度控制器进行温度差异化控制,通过传感器和计算机显像装置进行温度的实时显像。控制器可以有效的控制加温的速度;计算机实时显像可以非常精准的对温度上升曲线和有效加温时间进行控制跟踪,避免了传统的空气加温的盲点加温,无法实时有效的跟踪加温点的加温温度和加温时间。加热过程不会受加热产品的尺寸过大,或产品无法整体加热的限制。
31.当产品的胶接点需要进行差异化加热时,可以利用温度控制器和计算机进行不同加温点的升温极限值,加温时间来实现差异化加温。无需采用传统的梯次加温或多次加温的方法来进行差异化加温固化。
32.当产品需要二次铺贴加温固化时,只需将加热装置采用单点加热的方式进行加热固化即可,所述的加温固化结构可以是任意的碳纤维自行车胶粘结构,包括对接,搭接,插接,阶梯搭接或不限于这四种的任意胶接方式。
33.本发明就能实现不受加热工件的大小,加热温度的差异化,己固化成型产品或工件进行二次辅贴固化成或局部返修铺贴固化种不同条件的限制,并能实现以上三种限制条件同时存在的情况下完成加热固化的操作,达到原有产品或工件的设计要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1