一种铝合金制作产品外壳的成型方法及其对应的成型品与流程
【】本发明涉及电子产品外壳成型,具体是一种铝合金制作产品外壳的成型方法及其对应的成型品。
背景技术
0、
背景技术:
1、在现今电子设备与电子产品飞速发展的情况下,人们追求更加便携的电子产品,目前市场上强烈要求开发出薄型且轻质的产品,在做到外壳部件薄壁以外,还需做到高强度、高刚性,因此,铝合金材料以其高强度、质轻、易成型等优点广泛应用于电子产品,并早已在计算机生产领域大规模应用。但是由于其材料特性,铝合金会对信号形成屏蔽,影响讯号接收,尤其是5g信号普遍应用的情况下,更不容忽视。
2、目前,笔记本计算机的铝合金件大多数在信号接收处采用热塑材料成型,但其表面温度很高,烘烤温度达150℃~180℃,经过高温容易收缩变形,导致开裂,且普通的热塑材料容易被腐蚀损坏。
3、有鉴于此,实有必要发明一种铝合金制作产品外壳的成型方法及其对应的成型品来解决上述问题。
技术实现思路
0、
技术实现要素:
1、本发明要解决的技术问题是:解决现有技术中,为了不影响信号接收而采用热塑材料,但又由于热塑材料性质,导致其结合处容易开裂的情况,本发明一种铝合金制作产品外壳的成型方法及其对应的成型品来解决上述问题。
2、本发明解决问题的技术方案是:
3、一种铝合金制作产品外壳的成型方法,其特征之处在于,包括以下步骤:
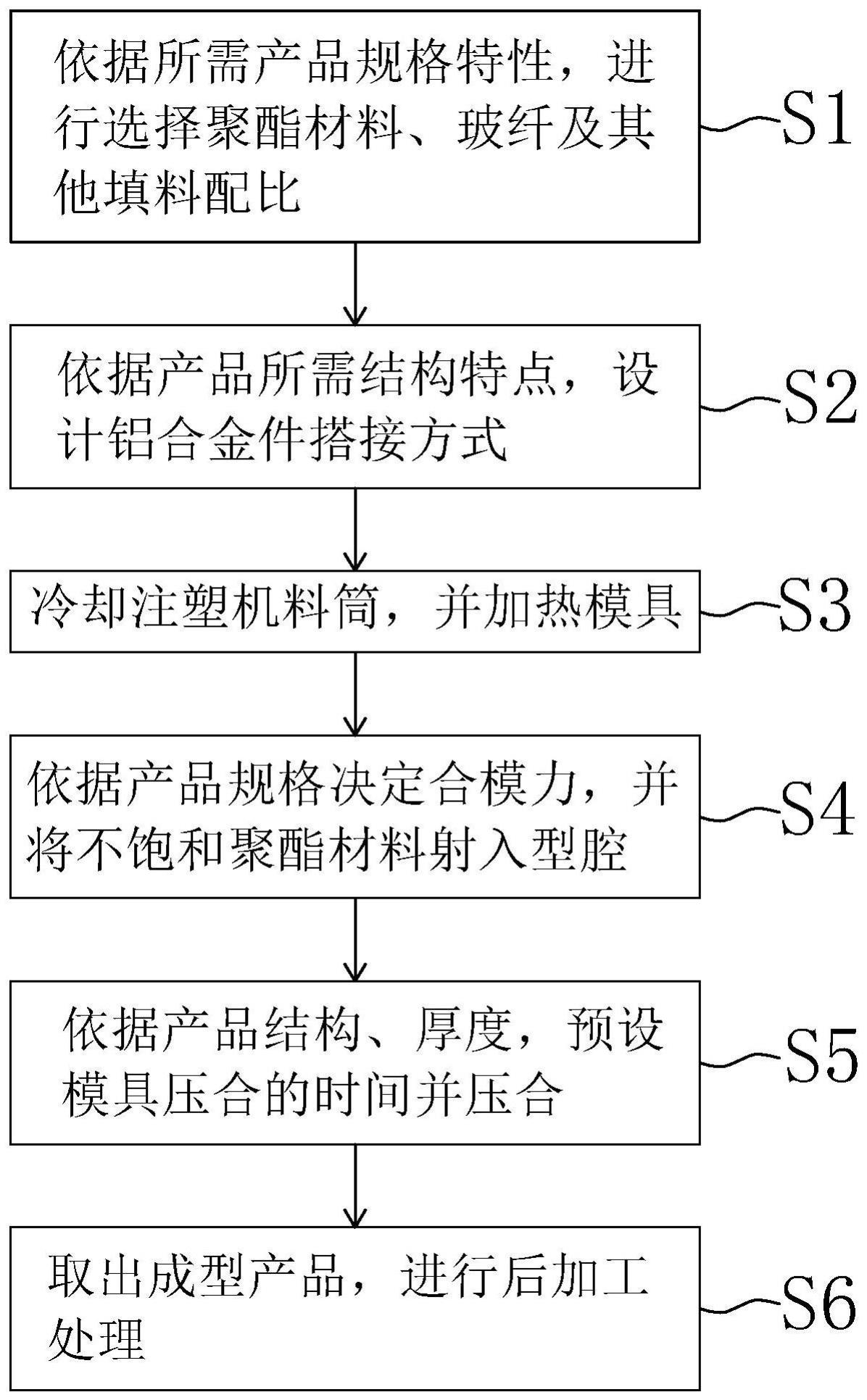
4、s1:依据所需产品的规格特性,进行选择聚酯材料、玻纤以及其他填料的配比并加热固化成型;
5、s2:依据产品所需的结构特点,设计铝合金件的搭接方式;
6、s3:冷却注塑机料筒,并将热压模具机台加热至产品成型所需要的温度范围内;
7、s4:热压模具合模锁高压,将铝合金件放入型腔中,依据目标产品的规格尺寸决定合模压力,并将不饱和聚酯材料由注塑机射入模具型腔中;
8、s5:依据目标产品的结构与厚度,预先设定热压模具机台合模压合的时间并进行压合;
9、s6:产品完全固化成型后,取出成型产品,进行后加工处理。
10、所述步骤s2中,其搭接方式有燕尾槽搭接或孔洞搭接。
11、所述步骤s3中,注塑机料筒温度冷却至60℃以下,所述热压模具的加热温度为120℃~180℃。
12、所述步骤s4中的合模压力为50kgf/cm2~150kgf/cm2。
13、所述步骤s6中的后加工处理操作包括,cnc加工、磨抛、化成/mao微弧氧化、阳极氧化以及喷涂等步骤。
14、基于此工艺流程,还提供了一种玻纤增强的不饱和聚酯材料,其主要原料为up(不饱和树脂)、gf(短切玻璃纤维)、md(填料碳酸钙)等材料经充分混合而成的料团状预浸料,所述不饱和聚酯材料的成型温度为120℃~180℃。
15、所述不饱和聚酯材料,其介电常数可达到4.5,密度为1.8g/cm3,其线胀系数为(1.3~3.0)*10-5,热变形温度为200℃~280℃,所述不饱和聚酯材料的固化成型周期小于3min。
16、一种成型品,其特征在于,所述成型品为权利要求1至7中所述任一项铝合金制作外壳的成型方法制作后所产生的成型品。
17、本发明的有益效果是,在解决了电子产品信号接收问题的前提下,解决了电子产品外壳在成型工艺中,发生的开裂、缩痕等情况。
技术特征:
1.一种铝合金制作产品外壳的成型方法,其特征之处在于,包括以下步骤:
2.根据权利要求1所述的一种铝合金制作产品外壳的成型方法,其特征在于:所述步骤s2中,其搭接方式有燕尾槽搭接或孔洞搭接。
3.根据权利要求1所述的一种铝合金制作产品外壳的成型方法,其特征在于:所述步骤s3中,注塑机料筒温度冷却至60℃以下,所述热压模具的加热温度为120℃~180℃。
4.根据权利要求1所述的一种铝合金制作产品外壳的成型方法,其特征在于:所述步骤s4中的合模压力为50kgf/cm2~150kgf/cm2。
5.根据权利要求1所述的一种铝合金制作产品外壳的成型方法,其特征在于:所述步骤s6中的后加工处理操作包括,cnc加工、磨抛、化成/mao微弧氧化、阳极氧化以及喷涂等步骤。
6.根据权利要求1所述的一种铝合金制作产品外壳的成型方法,其特征在于:基于此工艺流程,还提供了一种玻纤增强的不饱和聚酯材料,其主要原料为up(不饱和树脂)、gf(短切玻璃纤维)、md(填料碳酸钙)等材料经充分混合而成的料团状预浸料,所述不饱和聚酯材料的成型温度为120℃~180℃。
7.根据权利要求1所述的一种铝合金制作产品外壳的成型方法,其特征在于:所述不饱和聚酯材料,其介电常数可达到4.5,密度为1.8g/cm3,其线胀系数为(1.3~3.0)*10-5,热变形温度为200℃~280℃,所述不饱和聚酯材料的固化成型周期小于3min。
8.一种成型品,其特征在于,所述成型品为权利要求1至7中所述任一项铝合金制作产品外壳的成型方法制作后所产生的成型品。
技术总结
本发明提供了一种铝合金制作外壳的成型方法及其对应的成型品,所述成型方法包括以下步骤:依据所需产品的规格特性,进行选择聚酯材料、玻纤及其它填料的配比;依据产品所需结构,设计铝合金件的搭接方式;将注塑机料筒冷却,并将热压模具加热至所需温度;依据目标产品的尺寸规格设定模具压合的压力,并将不饱和聚酯材料射入型腔;依据产品结构设定压合时间并高压恒温压合;取出成型产品,进行后加工处理;基于此工艺流程,还提供了由玻璃纤维增强的不饱和聚酯材料,本发明的工艺流程方法,在不影响信号通讯的情况下,解决了生产中电子产品外壳的结合处开裂、缩痕的情况。
技术研发人员:高峰
受保护的技术使用者:汉达精密电子(昆山)有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!