一种汽车环保隔音板材复合工艺的制作方法
1.本发明涉及汽车环保隔音板材生产用设备,具体涉及一种汽车环保隔音板材复合工艺。
背景技术:
2.现有技术中,能够通过挤塑机将pa膜、pe膜以及pet膜挤压出来,pa膜、pe膜粘附在一起形成pape膜。
3.汽车环保隔音板材包括:pape膜和pet膜,一般汽车环保隔音板材上仅仅包括pape膜,为了实现气味阻隔因此需要增加一层pet膜,常规设备不能实现将pape膜和pet膜粘接在一起。
技术实现要素:
4.本发明要提供一种汽车环保隔音板材复合工艺,解决现有技术中不能实现将pape膜和pet膜复合在一起的问题。
5.为实现上述目的,本发明采用了如下的技术方案:
6.本发明公开了一种汽车环保隔音板材复合工艺,包括如下步骤:
7.s1、生产pape膜卷;
8.s2、安装pape膜卷并牵拉pape膜;
9.s3、挤塑机挤出pet膜前段,并安装pet膜前段;
10.s4、使用端头夹紧装置夹紧pape膜端头和pet膜端头;
11.s5、旋转胀紧轮,绷紧pape膜;
12.s6、启动升降驱动机构,上滚压轮和下滚压轮夹紧pape膜端头和pet膜端头,并将pet膜前段绷紧;
13.s7、启动旋转驱动装置、挤塑机以及喷胶机,生产得到复合板成品。
14.优选的是,步骤s1包括如下步骤:
15.s11、使用挤塑机挤出pa膜以及pe膜;
16.s12、将pa膜以及pe膜粘接在一起,形成pape膜;
17.s13、将pape膜卷成pape膜卷。
18.优选的是,步骤s2包括如下步骤:
19.s21、将pape膜卷安装在汽车环保隔音板材复合设备的安装座上;
20.s22、将pape膜从pape膜卷上拉出;
21.s23、将pape膜穿过上滚轮和下滚轮;
22.s24、将pape膜穿过上滚压轮与下滚压轮之间间隙;
23.s25、将pape膜端头延伸至端头夹紧装置。
24.优选的是,步骤s4括如下步骤:
25.s41、调节第二限转机构后,转动旋转罩,打开旋转辊以及固定辊;
26.s42、转动旋转辊,使得旋转辊处于与固定辊配合夹紧pape膜端头以及pet膜端头。
27.优选的是,在执行步骤s6后,且在执行步骤s7之前,需要执行的步骤为:
28.s61、调节第二限转机构后,转动旋转罩,关闭旋转辊以及固定辊;
29.s62、位置传感器检测旋转罩的位置,判断旋转罩是否处于关闭旋转辊以及固定辊,若是,则进行步骤s7;若否,则不进行步骤s7。
30.相比于现有技术,本发明具有如下有益效果:
31.工作时,上滚压轮和下滚压轮均向着中间缝隙旋转,上滚压轮和下滚压轮均通过摩擦带动复合膜向着背离挤塑机方向移动,将pape膜和刚刚挤出的pet膜拉出,由于刚刚挤出的pet膜没有完全冷却,pet膜的忍让性大,有粘附性,因此当上滚压轮和上滚压轮压紧两层膜的时候,能够将pet膜滚压在pape膜上,粘付效果好,在下滚压轮与挤塑机之间安装有喷胶机,喷胶机将胶水喷涂在pet膜上,从而保证两层膜膜的粘附力度,实现双层复合膜的生产。上述步骤中,pet膜被挤塑成型后,直接牵拉至上滚压轮与下滚压轮之间,既提高了生产效率,又保证了pet膜有一定的温度,实现将pet膜压紧在pape膜上后的粘附力度,实现了不仅是依靠胶水的粘附力,pet膜与pape膜表面层的一定程度的相互熔融,进一步保证了粘附力,使得产品质量更加可靠,提高产品的市场竞争力。
32.本发明的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本发明的研究和实践而为本领域的技术人员所理解。
附图说明
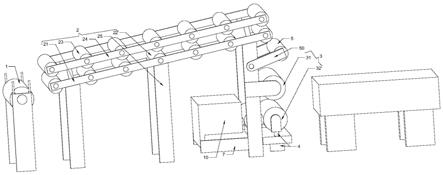
33.图1为汽车环保隔音板材复合设备的结构示意图;
34.图2为端头夹紧装置的结构示意图;
35.图3为端头夹紧装置的结构示意图;
36.图4为安装座的结构示意图;
37.图5为旋转罩与第一限转机构处的结构示意图。
38.附图标记:安放座1、底座11、上盖座12、螺杆13、螺母14、压紧架2、底架21、下滚轮22、上滚轮23、上架24、支撑架25、滚压成型装置3、上滚压轮31、下滚压轮32、升降驱动机构4、胀紧轮5、安装臂50、端头夹紧装置6、固定辊61、旋转辊62、安装座7、倾斜弧形面72、第一限转机构8、限转臂82、连接臂83、第一弹簧84、滚球85、第二限转机构9、卡紧臂91、齿环92、拨动块93、第二弹簧94、旋转罩10。
具体实施方式
39.为了使本发明实现的技术手段、创作特征、达成目的与作用更加清楚及易于了解,下面结合附图和具体实施方式对本发明作进一步阐述:
40.如图1至图5所示,本发明公开了一种汽车环保隔音板材复合设备,包括:安放座1,其用于安放pape膜卷;压紧架2,其包括:底架21、下滚轮22、上滚轮23以及上架24,底架21安装在安放座1旁,底架21上安装有下滚轮22,在底架21上方盖有上架24,上架24与底架21之间夹紧pape膜,上滚轮23与下滚轮22均与与pape膜卷平行;挤塑机,其用于挤塑成型pet膜,挤塑机安装在底架21背离安放座1一侧;以及滚压成型装置3,其包括:上滚压轮31、下滚压轮32以及旋转驱动装置(图中未示),在底架21背离安放座1一侧上安装有相互间隔的上滚
压轮31和下滚压轮32,上滚压轮31位于下滚压轮32上方,旋转驱动装置用于驱动上滚压轮31和下滚压轮32旋转,上滚压轮31与下滚压轮32之间供pape膜和pet膜插入。
41.安放座1包括:底座11、上盖座12、螺杆13以及螺母14,底座11与上盖座12之间夹紧pape膜卷两端的旋转轴,底座11上安装有螺杆13,螺杆13穿过上盖座12,螺杆13螺纹连接螺母14,螺母14与底座11配合夹紧上盖座12。通过设置底座11与上盖座12可拆卸配合,方便安装pape膜卷,且安装后pape膜卷能够转动,方便将膜拉出。
42.底架21由支撑架25支撑在地面上,滚压成型装置3安装在支撑架25上。实现了底架21的安装,为滚压成型装置3的安装提供了条件。
43.底架21与上架24平行,底架21与水平方向之间的夹角为锐角,底架21靠近安装座7的端部所在位置高于底架21靠近挤塑机的端部所在位置。将底架21以及上架24设置为倾斜状态,方便了将pape膜胀紧,避免因没有胀紧而导致很多褶皱出现,保证产品的质量。
44.在支撑架25上安装有胀紧轮5,胀紧轮5位于底架21高端与滚压装置之间。通过设置胀紧轮5,胀紧轮5通过安装臂50安装在支撑架25上,安装臂50能够旋转,安装臂50与支撑架25之间连接有螺钉,螺钉用于限制胀紧轮5在胀紧工位上。方便在pape膜拉出后,且pape膜端部被夹紧后,方便把胀紧pape膜。
45.旋转驱动装置包括:旋转电机以及齿轮组,旋转电机驱动齿轮组旋转,在上滚压轮31上安装有第一齿轮,在下滚压轮32上安装有第二齿轮,第一齿轮和第二齿轮均与与齿轮组啮合。实现了驱动上滚压轮31和下滚压轮32。
46.下滚压轮32能相对支撑架25升降,在支撑架25上安装有升降驱动机构4,升降驱动机构4用于驱动下滚压轮32升降。升降驱动机构4的使用,实现了下滚压轮32的升降,手动插入pape膜和pet膜的时候,下滚压轮32处于较低的位置,方便将pape膜和pet膜插入。
47.在支撑架25上安装有安装座7,安装座7上安装有端头夹紧装置6,端头夹紧装置6用于夹紧pape膜和pet膜的端头。
48.端头夹紧装置6包括:固定辊61以及旋转辊62,固定辊61与旋转辊62配合夹紧pape膜和pet膜的端头,固定辊61相对安装座7固定,旋转辊62能相对安装座7旋转,在旋转辊62的铰接处安装有第一限转机构8,第一限转机构8限制旋转辊62旋转。
49.在安装座7背离下滚压轮32的一侧安装有能转动的旋转罩10,旋转罩10用于盖住固定辊61以及旋转辊62。避免了在旋转辊62自动偏转的时候夹手。
50.在旋转罩10与安装座7的铰接处安装有第二限转机构9,第二限转机构9用于限制旋转罩10旋转。
51.第一限转机构8包括:限转臂82、连接臂83以及第一弹簧84,旋转辊62安装在能相对安装座7旋转的旋转臂上,限转臂82用于插入至旋转臂开设的限转孔内,限转臂82连接至连接臂83内,连接臂83以及限转臂82能相对安装臂50在与旋转臂旋转围绕的中心线平行的方向上运动,连接臂83通过第一弹簧84连接至安装座7内壁,在第一弹簧84弹力下能保持限转臂82插入至限转孔内,当旋转辊62位于夹紧pape膜和pet膜端头的工位时才能插入至限转孔内,旋转臂侧面凹陷形成弧形槽,弧形槽形成导向内壁,导向内壁用于将限转臂82导向至限转孔内。
52.连接臂83连接有一滚球85,在旋转罩10侧面上形成有倾斜弧形面72,倾斜弧形面72与滚球85相切,倾斜弧形面72用于通过挤压滚球85使得限转臂82与限转孔脱离,当旋转
罩10处于盖住固定辊61和旋转辊62的位置时倾斜弧形面72挤压滚球85使得限转臂82与限转孔脱离。
53.第二限转机构9包括:卡紧臂91、齿环92、拨动块93以及第二弹簧94,旋转罩10铰接至一铰接轴,铰接轴与安装座7固定,铰接轴上固定齿环92,齿环92能与卡紧臂91啮合,卡紧臂91安装在旋转罩10上,卡紧臂91能相对的旋转罩10在铰接轴的径向上运动,卡紧臂91连接有一伸出旋转罩10外的拨动块93,拨动块93通过第二弹簧94固定至得旋转罩10内壁,在旋转罩10上开设有供拨动块93移动的滑槽,在第二弹簧94弹力下能保持卡紧臂91与齿环92啮合。
54.本实施例还公开了本发明公开了一种汽车环保隔音板材复合工艺,包括如下步骤:
55.s1、生产pape膜卷;
56.s2、安装pape膜卷并牵拉pape膜;
57.s3、挤塑机挤出pet膜前段,并安装pet膜前段;
58.s4、使用端头夹紧装置6夹紧pape膜端头和pet膜端头;
59.s5、旋转胀紧轮5,绷紧pape膜;
60.s6、启动升降驱动机构4,上滚压轮31和下滚压轮32夹紧pape膜端头和pet膜端头,并将pet膜前段绷紧;
61.s7、启动旋转驱动装置、挤塑机以及喷胶机,生产得到复合板成品。
62.步骤s1包括如下步骤:s11、使用挤塑机挤出pa膜以及pe膜;s12、将pa膜以及pe膜粘接在一起,形成pape膜;s13、将pape膜卷成pape膜卷。
63.步骤s2包括如下步骤:s21、将pape膜卷安装在汽车环保隔音板材复合设备的安装座7上;s22、将pape膜从pape膜卷上拉出;s23、将pape膜穿过上滚轮23和下滚轮22;s24、将pape膜穿过上滚压轮31与下滚压轮32之间间隙;s25、将pape膜端头延伸至端头夹紧装置6。
64.步骤s4括如下步骤:s41、调节第二限转机构9后,转动旋转罩10,打开旋转辊62以及固定辊61;s42、转动旋转辊62,使得旋转辊62处于与固定辊61配合夹紧pape膜端头以及pet膜端头。
65.在执行步骤s6后,且在执行步骤s7之前,需要执行的步骤为:s61、调节第二限转机构9后,转动旋转罩10,关闭旋转辊62以及固定辊61;s62、位置传感器检测旋转罩10的位置,判断旋转罩10是否处于关闭旋转辊62以及固定辊61,若是,则进行步骤s7;若否,则不进行步骤s7。
66.在执行完步骤s6后,上滚压轮31以及下滚压轮32已经压紧且绷紧pape膜和pet膜,采用端头夹紧装置6,实现了将pape膜端头和pet膜端头预夹紧,避免了手伸入到上滚压轮31以及下滚压轮32之间保持pape膜和pet膜绷紧,避免升降驱动机构4突然驱动而导致手被夹伤,实现了端头夹紧装置6替代手动夹紧的状态,提高了安全防护性。转动旋转罩10,使得固定辊61以及旋转辊62被罩起来,旋转罩10罩住固定辊61以及旋转辊62的同时,也挡住上滚压轮31和下滚压轮32一侧,进一步提高安全防护。同时,转动旋转罩10到罩住固定辊61以及旋转辊62的位置时,就可以使得第一限转机构8释放旋转臂,旋转臂就可以偏倒,由于旋转罩10到上滚压轮31以及下滚压轮32之间有距离,可以将成品段拉出,方便后续卷积等操作。
67.最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1