供逐层成型机使用的多道带束的制作方法
1.本公开涉及制造领域,并且具体地,涉及使用复合材料的制造。
背景技术:
2.逐层(pbp)成型机(也称为“单层成型机”)施加将复合材料的未硬化层(未固化或未固结的层)压实到芯轴上的力,以便制造复合材料零件的预制件。压实确保了使层与下层的预制件在物理上是一体的,还确保了预制件在其硬化(例如,固化或固结)成复合材料零件之前符合期望的形状和尺寸标准。
3.供pbp成型机使用的层可以是从连续纤维增强材料的阔幅片材上切割的。从阔幅片材上切割层导致在每个阔幅片材中浪费了不期望量的材料。该问题在航空航天工业中尤其值得注意,因为热固性材料的购买、储存和维护特别贵。此外,诸如航空航天工业中发现的复合材料零件这样的复合材料零件的复杂轮廓可能进一步增加浪费量。
4.与pbp成型技术相关的另一个问题是,在压实期间,pbp成型机施加将层压制成一定形状的剪切力。根据纤维在层内的取向,剪切力有可能不期望地拉伸或扭曲层。如果出现的扭矩或拉伸超过预定公差,则整个预制件可能被丢弃或返工。此外,因为纤维取向是由设计约束规定的,所以不期望改变层的纤维取向来解决这个制造问题。
5.pbp成型的另一个问题是它特别慢。pbp成型需要大量的劳力来支持层配备、层分选和传送、将层放置在载体或成型芯轴上并执行膜去除。这造成pbp成型作为复合材料零件的制造技术是特别贵的,这是不期望的。例如,目前从阔幅件上切割材料的方法以及缺乏有效的技术制造层并将它们传送到预制件或成型芯轴需要大量的人机互动。
6.另外,在制造期间,航空器的翼板可以在一个单元处组装,然后可以被输送到一个新的单元,在该新的单元处将桁条安装到翼板上。虽然以上讨论的制造过程是可靠的,但当翼板的特定部分处的工作比预期更慢地完成时,遭遇延迟。例如,如果在翼板上放置桁条预制件的特定方面比预期花费时间长,则翼板在工作完成之前不能进入下一个单元。另选地,桁条预制件的放置可以在翼板前进至下一个单元之后完成,但这种离位工作需要将专门的工具移动到位并进行操作,以便执行缺失桁条的放置。该工作必然妨碍针对下一个单元计划的部分或全部工作。因此,桁条放置的延迟通常致使翼板在桁条放置单元中停留得比期望的长,这可能阻碍装配流水线上的进度。
7.专利文献ep 3 112 137 a1根据其摘要阐明了:通过如下手段来生产诸如桁条这样的复合材料结构:在铺设工位铺设复合装料;将装料卷绕在辊上;并将辊输送到成型工位,在成型工位处,装料被展开并成型为桁条的个体部件。然后,将部件传送到组装工位,在组装工位处,将部件组装在一起并进行真空装袋以准备进行固化。
8.因此,将期望有至少考虑以上所讨论问题中的至少一些以及其他可能问题的方法和设备。
技术实现要素:
9.本文中描述的实施方式用多道的未硬化纤维增强复合材料制造带束。这些道并排放置以形成多道带束,多道带束包括多段的单独铺设的纤维增强材料。这不再需要从材料的阔幅片材上切下全部层并减少了浪费,从而降低了“采购质量与飞行质量(buy to fly)”的成本。抵着多道带束放置脱模膜。脱模膜承受了pbp机器所施加的剪应力,并增强了多道带束承受负荷的能力。本文中描述的实施方式还可以在在多道带束处堆铺设,以形成具有多个层的多道带束。一个优点是稳定多道带束的物理结构,以增加其对在pbp成型期间施加的剪切力的抵抗力。对堆层的pbp成型也增加了机器的生产量,因为制造复合材料零件所需的成型步骤较少。
10.一个实施方式是一种制备用于硬化成复合材料零件的预制件的方法。该方法包括以第一角度分配第一组道,使得所述第一组道相对于彼此并排布置,从而形成多道带束的第一层,其中,每条道都包括纤维增强材料带束。该方法还包括:施加与多道带束直接接触的膜,所述膜抵抗施加到多道带束的剪切力;将多道带束输送到芯轴;并经由设置在芯轴处的逐层(pbp)机压实多道带束。该方法还包括从多道带束中去除膜。
11.其他实施方式是一种包含程序指令的非暂态计算机可读介质,所述程序指令在由处理器执行时能进行操作,以执行制备用于硬化成复合材料零件的预制件的方法。该方法包括以第一角度分配第一组道,使得所述第一组道相对于彼此并排布置,从而形成多道带束的第一层,其中,每条道都包括纤维增强材料带束。该方法还包括:施加与多道带束直接接触的膜,所述膜抵抗施加到多道带束的剪切力;将多道带束输送到芯轴;并经由设置在芯轴处的逐层(pbp)机器压实多道带束。该方法还包括从多道带束中去除膜。
12.其他实施方式是一种制备用于硬化成复合材料零件的预制件的设备。该设备包括:多个带分配头,每个带分配头都分配纤维增强材料带束,以形成多道带束;末端执行器,其施加与所述多道带束直接接触的膜;拾取-放置(pnp)机器,其输送所述多道带束;以及逐层(pbp)机器,其将所述多道带束压实在预制件上。
13.本文中描述的实施方式还提供了在组装环境中桁条预制件在翼板预制件上的增强布置。
14.一个实施方式是一种用于将桁条预制件放置在翼板预制件上的方法。该方法包括:在铺设芯轴上形成翼板预制;并在单个批次放置中向所述翼板预制件施加多个桁条预制件。
15.另一实施方式是一种用于将桁条预制件放置在翼板预制件上的方法。所述方法包括:在铺设芯轴上形成翼板预制件;形成均包括叶片的桁条预制件;并且将每个桁条预制件放置到翼板预制件上,同时保持叶片之间共享的恒定的一致角度。
16.另一实施方式是一种用于将桁条预制件放置在翼板预制件上的方法。所述方法包括:在铺设芯轴上形成翼板预制件;使翼板预制件脉动通过一系列工位;并且在翼板预制件前进通过工位的同时在每个工位处向翼板预制件施加桁条预制件。
17.其他实施方式是一种用于拼接桁条预制件的方法。该方法包括:在铺设芯轴上形成翼板预制件;形成桁条预制件段;将第一桁条预制件段放置在翼板预制件上;并且将第二桁条预制件段拼接到第一桁条预制件段。
18.其他实施方式是一种用于航空器组件的设备。所述设备包括:翼板预制件;以及第
一桁条预制件段,其在所述翼板预制件上拼接到第二桁条预制件段。
19.又一实施方式是一种用于将桁条预制件放置在翼板预制件上的方法。所述方法包括:在铺设芯轴上形成所述翼板预制件;在处理方向上推进所述翼板预制件;在第一工位处向所述翼板预制件施加第一桁条预制件;在所述处理方向上进一步前进带有所述第一桁条预制件的所述翼板预制件;并且在第二工位处向所述翼板预制件施加第二桁条预制件段。
20.又一实施方式是一种用于将桁条预制件放置在翼板预制件上的方法。所述方法包括:在铺设芯轴上形成翼板预制件;在处理方向上推进所述翼板预制件;在第一工位处向所述翼板预制件施加多个第一桁条预制件段;在所述处理方向上进一步推进带有所述多个第一桁条预制件段的所述翼板预制件;并且在第二工位处向所述翼板预制件施加多个第二桁条预制件段。
21.下面,可描述其他例示性实施方式(例如,与前述实施方式相关的方法、设备和计算机可读介质)。已讨论的特征、功能和优点可在各种实施方式中独立地实现或者可在其他实施方式组合,可参照以下描述和附图发现这些方面的其他细节。
附图说明
22.现在,只以举例方式参考附图来描述本公开的一些实施方式。在所有附图上,相同的附图标记表示相同的元件或相同类型的元件。
23.图1是例示性实施方式中的制造环境的框图。
24.图1a是例示性实施方式中的制造环境的框图。
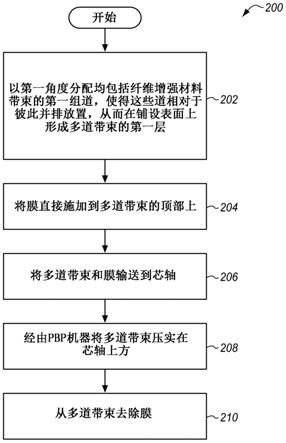
25.图2是例示了例示性实施方式中的用于形成多道带束并将多道带束用于pbp机器的方法的流程图。
26.图2a是例示了例示性实施方式中的用于形成多道带束并将多道带束用于pbp机器的方法的流程图。
27.图3至图10是例示性实施方式中的多道带束的铺设和输送的端视图。
28.图11a、图11b和图11c是例示性实施方式中的多道带束的流水线制造环境的框图。
29.图12是例示性实施方式中的多道带束的制造的立体图。
30.图13是例示性实施方式中的制造出的供pbp机器使用的多道带束的俯视图。
31.图14是例示性实施方式中的用于压实多道带束的pbp机器的前视图。
32.图15至图22例示了例示性实施方式中的桁条的预制件的制造。
33.图23至图29例示了其他例示性实施方式中的桁条的预制件的制造。
34.图30至图36例示了其他例示性实施方式中的桁条的预制件的制造。
35.图37至图43例示了其他例示性实施方式中的桁条的预制件的制造。
36.图44至图50例示了其他例示性实施方式中的桁条的预制件的制造。
37.图51描绘了例示性实施方式中的将预制件制造成c通道的形状的芯轴。
38.图52例示了例示性实施方式中的制造倒圆帽形桁条的预制件的芯轴。
39.图53例示了例示性实施方式中的制造梯形帽形桁条的预制件的芯轴。
40.图54例示了例示性实施方式中的布置,其中,工位将预制件放置在翼板预制件的从内侧到外侧分离的部分处。
41.图55、图55a和图55b例示了例示性实施方式中的布置,其中,工位进行操作以将桁
条预制件放置在翼板预制件上。
42.图56、图56a和图56b描绘了例示性实施方式中的用于拾取和放置桁条预制件的方法。
43.图57是例示了例示性实施方式中的一次放置多批次的桁条预制件的端视图。
44.图58广义例示了例示性实施方式中的连续制造流水线的生产系统的控制部件。
45.图59例示了例示性实施方式中的移动流水线的示例,该移动流水线合并了在生产复合材料零件时可能需要的各种操作。
46.图59a至图59d描绘了例示性实施方式中的用于将桁条预制件放置在翼板预制件上的其他方法。
47.图60是例示性实施方式中的航空器制造和检修方法的流程图。
48.图61是例示性实施方式中的航空器的框图。
具体实施方式
49.附图和以下描述提供了本公开的特定例示性实施方式。因此,将理解,本领域的技术人员将能够设计出尽管未在本文中明确描述或示出但实施本公开的原理并且被包括在本公开的范围内的各种布置。此外,本文中描述的任何示例旨在帮助理解本公开的原理,并且将被解释为不限于这种具体阐述的示例和条件。结果,本公开不限于下述的特定实施方式或示例,而是由权利要求书及其等同物限定。
50.诸如碳纤维增强聚合物(cfrp)零件这样的复合材料零件铺设成多个层,这多个层一起被称为预制件。预制件的每层内的个体纤维彼此平行对准,但不同层可以表现出不同的纤维取向,以便增加最终复合材料零件的沿着不同维度的强度。预制件可以包括粘性树脂,该粘性树脂固化以便将预制件硬化成复合材料零件(例如,以便用在航空器中)。用未固化的热固性树脂或热塑性树脂浸渍的碳纤维被称为“预浸料”。其他类型的碳纤维包括“干纤维”,它没有被用热固性树脂浸渍,但可以包括增粘剂或粘结剂。可以用树脂注入干纤维,之后进行硬化或固化。对于热固性树脂,硬化是被称为固化的单向过程,而对于热塑性树脂,如果树脂被重新加热,则它可以达到粘性形式。
51.图1是例示性实施方式中的制造环境100的框图。制造环境100包括制造系统110,制造系统110经由带分配阵列120形成多道带束152,经由拾取-放置(pnp)机器130将多道带束152放置到芯轴160(或预制件170)上,并经由pbp机器140(在本文中也被称为“pbp成型机器”或“单层成型机器”)将多道带束152压实到位。这里,术语“带束”(tow)是指可以被卷绕和分配以进行自动化放置的任何宽度的未硬化复合材料。根据复合材料零件的应用和设计,带束的宽度可以在从八分之一英寸直至六英寸或更大的范围内变化。
52.在该实施方式中,带分配阵列120包括储存连续长度的单向纤维增强材料的线轴126。其他纤维增强材料形式可以包括织造纤维织物或不连续纤维垫。筒124调整头122相对于铺设表面156的角度,并且头122从线轴126物理地分配纤维增强材料道(lane)151,以在铺设表面156上形成多道带束152。在这些例示性示例中,各个道151由带分配阵列120的不同头铺设。控制器128管理带分配阵列120的操作(例如,以控制筒124并调整头122的角度),还可以协调往复运动件150相对于带分配阵列120的运动。在一些例示性示例中,控制器128指示带分配头122以第一角度分配第一组道151,使得道151相对于彼此并排放置,从而形成
多道带束152的第一层。由于带分配阵列120用多个纤维增强材料道制成多道带束152,因此不需要从纤维增强材料的阔幅片材上切割层,并且减少了制造中牵涉到的浪费量。此外,因为存在用于执行铺设的多个头122(例如,每个道一个头),所以有益地增加了制造速度。
53.pnp机器130将膜154(例如,氟化乙丙烯(fep)层、乙烯四氟乙烯(etfe)层等)分配到多道带束152上,并可以物理地拾取多道带束152并将其放置到预制件170的层172上或芯轴160上。在该实施方式中,pnp机器130包括末端执行器132和真空系统134,末端执行器132和真空系统134按照来自存储在控制器136的存储器中的数控(nc)程序的指令一起操作。膜154包括接触多道带束152并有助于粘到多道带束152的工程表面(engineered surface)155(例如,带纹理表面),并还包括在压实期间接触pbp机器140的工程表面153(例如,光滑表面)。工程表面153有助于pbp机器140的元件148(或鼻形工件或气囊)沿着膜154滑动。
54.膜154可以包括在由pnp机器130输送期间接触多道带束152并粘附到多道带束152的工程表面155以及在压实期间接触pbp机器140的工程表面153。
55.在该实施方式中,pbp机器140包括伸展臂142,伸展臂142将元件148一起拉动紧靠在预制件170上,以将预制件170压实到芯轴160上,同时支脚144将预制件170的中心部分保持到位,以防止预制件170平移。在一些例示性示例中,支脚144被称为“跺脚(stomp feet)”。由pbp机器140执行的动作由控制器146管理。
56.在其他实施方式中,pbp机器140包括鼻形工件或气囊,鼻形工件或气囊被控制成从跺脚到零件的边缘遵循预制件或芯轴形状。该操作类似于将人的手跨表面滑动来抚平床单的操作执行。因此,通过将元件148沿着从跺脚开始向外沿着表面滑动来张紧预制件170,使任何褶皱都被抚平。该动作在物理上形成抵着预制件或芯轴的层。
57.在其他实施方式中,可以利用不同类型的pbp机器140。另外,在其他实施方式中,pbp机器140包括鼻形工件或气囊,鼻形工件或气囊被控制成从跺脚到预制件的边缘遵循预制件或芯轴形状。该操作类似于将人的手跨表面滑动来抚平床单的操作执行。该动作在物理上将层成型为期望的形状。
58.图1a示出了其他例示性实施方式中的制造环境100a的框图。在该实施方式中,pnp机器130首先将膜154(例如,氟化乙丙烯(fep)层、乙烯四氟乙烯(etfe)层等)分配到往复运动件150的铺设表面156上。膜154被分配,使得工程表面153被向下定位并接触往复运动件150,并且工程表面155被向上定位,以便后续分配纤维增强材料。
59.在该实施方式中,筒124调整头122相对于铺设表面156的角度,并且头122从线轴126物理地分配纤维增强材料道151,以在膜154的工程表面155上形成多道带束152。控制器128管理带分配阵列120的操作(例如,以控制筒124并调整头122的角度),还可以协调往复运动件150相对于带分配阵列120的运动。
60.将针对图2和图2a讨论制造环境100和100a的操作的例示性细节。假定对于这些实施方式,芯轴160等待接收多道带束152,多道带束152将被压实在一起以得到预制件170。
61.图2是例示了例示性实施方式中的用于形成多道带束并将多道带束用于pbp机器140的方法200的流程图。参考图1的制造系统110描述方法200中的步骤,但本领域的技术人员将理解,可以在其他系统中执行方法200。本文中描述的流程图中的步骤并没有都被包括在内,可以包括未示出的其他步骤。也可以按替代顺序执行本文中描述的步骤。
62.在步骤202中,控制器128操作带分配阵列120,以分配单向纤维增强材料的第一组
道151。第一组道以第一角度设置,使得它们相对于彼此并排放置,从而形成多道带束152的第一层。如本文中使用的,“并排”放置的道被设置为使得它们的侧面(即,在分配期间既不是前缘也不是后缘的边缘)彼此接触或包括标称间隙,但并不重叠。
63.在其他实施方式中,多道带束152可以经由往复运动件150沿着其长度往复运动,并且第二组道151可以以第二角度分配在第一层的顶部上,使得第二组道相对于彼此并排放置。这形成了第二层的多道带束152,第二层具有与第一层相同或不同的纤维取向。包括具有各种纤维取向的多层的多道带束152在压实期间抵抗由pbp机器140施加的剪切力时可以特别有弹性。
64.在步骤204中,控制器136操作pnp机器130,以施加与多道带束152直接接触并具体地在多道带束152的顶部上的膜154。这可以包括将工程表面155抵着多道带束152放置,并将膜154压制到位。膜154在pnp操作期间增强了多道带束152的物理一体性,并进一步抵抗了在pbp成型期间施加的剪切力。另外,该膜可以有助于元件148跨多道带束152滑动。
65.在步骤206中,控制器136操作pnp机器130,以将多道带束152和膜154输送到芯轴160(例如,经由真空系统134与末端执行器132结合的动作)。这可以包括经由吸力夹持膜154和多道带束152,从而将这些部件移动到芯轴160,并释放这些部件。在一些例示性示例中,预制件170的至少一个层172已经存在于芯轴160上。在一些例示性示例中,多道带束152是输送到芯轴160的第一层。在芯轴160处设置逐层(pbp)机器140。在步骤206中的一些例示性示例中,控制器136操作pnp机器130,以将多道带束152和膜154输送到pbp机器140(例如,经由真空系统134与末端执行器132结合的动作)。这可以包括经由吸力夹持膜154和多道带束152,将这些部件移动到预制件170,并释放这些部件。
66.在步骤208中,pbp机器140压实芯轴160上方的多道带束152,以形成预制件170的层172。经由设置在芯轴160处的逐层(pbp)机器140压实多道带束152。在一些例示性示例中,多道带束152是芯轴160上的预制件170的第一层。在一些其他例示性示例中,预制件170的至少一个层172已经存在于芯轴160上,并且压实芯轴160上方的多道带束152将多道带束152压实到预制件170上。在一些例示性示例中,在步骤208中,pbp机器140将多道带束152压实到预制件170上。在一个实施方式中,pbp机器140通过在支脚144(例如可以是跺脚114)将预制件170和多道带束152保持到位的同时将伸展臂142伸展来执行该任务。该动作将元件148(例如,罩、鼻形工件或气囊)压靠在多道带束152上,从而将多道带束152压实成期望形状并使多道带束152与预制件170成一体。在其他实施方式中,pbp机器140的鼻形工件或气囊执行类似的作用。在压实期间,设置在元件148和多道带束152之间的膜154承受经由元件148施加的剪切应力。在pnp和pbp操作期间,膜154还将多道带束152保持在一起,从而作为背衬材料操作。
67.根据芯轴160的形状,由pbp机器140执行的压实处理可以得到具有任何期望横截面形状的桁条。这种形状的示例包括角形(l或类似的横截面)、帽形(例如,倒圆或梯形帽形)、c形和其他。
68.在步骤210中,pnp机器130例如通过从多道带束152拉下膜154来从多道带束152去除膜154。因为多道带束152被压实到预制件170上,所以从多道带束152去除膜154所需的力小于从预制件170去除多道带束152所需的力。可以通过从端部或角部剥离膜154来去除膜154。
69.可以根据需要重复步骤202至210。例如,分配、施加、输送、压实和去除的步骤可以被迭代地执行,以在预制件170上制造、放置和压实多个多道带束152,以增加预制件的尺寸(例如,厚度或长度或二者)。
70.图2a是例示了例示性实施方式中的用于形成多道带束152以及将多道带束152用于pbp机器140的方法200a的其他实施方式的流程图。参考图1a的制造系统110描述方法200a中的步骤,但本领域的技术人员将理解,可以在其他系统中执行方法200a。本文中描述的流程图中的步骤并没有都被包括在内,可以包括未示出的其他步骤。也可以按替代顺序执行本文中描述的步骤。
71.在步骤202a中,控制器136操作pnp机器130,以将膜154施加到往复运动件150的铺设表面156。这可以包括将膜154的工程表面154抵着往复运动件150的铺设表面156放置,并将膜154压制到位。膜154将在pnp操作期间与多道带束152直接接触并将增强多道带束152的物理一体性,并进一步抵抗了在pbp成型期间施加的剪切力。另外,该膜可以有助于元件148跨多道带束152滑动。
72.在步骤204a中,控制器128操作带分配阵列120,以将单向纤维增强材料的第一组道151分配到膜153的工程表面155上。第一组道以第一角度设置,使得它们相对于彼此并排放置,从而形成多道带束152的第一层。如本文中使用的,“并排”放置的道被设置为使得它们的侧面(即,在分配期间既不是前缘也不是后缘的边缘)彼此接触或包括标称间隙,但并不重叠。
73.在其他实施方式中,多道带束152可以经由往复运动件150沿着其长度往复运动,并且第二组道151可以以第二角度分配在第一层的顶部上,使得第二组道相对于彼此并排放置。这形成了多道带束的第二层,第二层具有与第一层相同或不同的纤维取向。包括具有各种纤维取向的多层的多道带束152在压实期间抵抗由pbp机器施加的剪切力时可以特别有弹性。
74.在步骤206a中,控制器136操作pnp机器130,以将多道带束152和膜154输送到pbp机器140(例如,经由真空系统134与末端执行器132结合的动作)。这可以包括经由吸力夹持膜154和多道带束152,将这些部件移动到预制件170,并释放这些部件。在该实施方式中,膜154和多道带束152可以被翻转、倒置或以其他方式设置,使得多道带束152在pnp机器130处与预制件170保持接触。
75.在步骤208a中,在一些例示性示例中,pbp机器140压实芯轴160上方的多道带束152。在一些例示性示例中,多道带束152是芯轴160上的预制件170的第一层。在一些其他例示性示例中,预制件170的至少一个层172已经存在于芯轴160上,并且压实芯轴160上方的多道带束152将多道带束152压实到预制件170上。在步骤208a的一些例示性示例中,pbp机器140将多道带束152压实到预制件170上。在一个实施方式中,pbp机器140通过在支脚144将预制件170和多道带束152保持到位的同时将伸展臂142伸展来执行该任务。该动作将元件148(例如,罩、鼻形工件或气囊)压靠在多道带束152上,从而将多道带束152压实成期望形状并使多道带束152与预制件170成一体。在其他实施方式中,pbp机器140的鼻形工件或气囊执行类似的作用。在压实期间,设置在元件148和多道带束152之间的膜154承受经由元件148施加的剪切应力。在pnp和pbp操作期间,膜154还将多道带束152保持在一起,从而作为背衬材料操作。
76.根据芯轴160的形状,由pbp机器140执行的压实处理可以得到具有任何期望横截面形状的桁条。这种形状的示例包括角形(l或类似的横截面)、帽形(例如,倒圆或梯形帽形)、c形和其他。
77.在步骤210a中,pnp机器130例如通过从多道带束152拉下膜154来从多道带束152去除膜154。因为多道带束152被压实到预制件170上,所以从多道带束152去除膜154所需的力小于从预制件170去除多道带束152所需的力。可以通过从端部或角部剥离膜154来去除膜154。
78.可以根据需要重复步骤202a至210a。例如,分配、施加、输送、压实和去除的步骤可以被迭代地执行,以在预制件上制造、放置和压实多个多道带束,以增加预制件的尺寸(例如,厚度或长度或二者)。
79.方法200和200a提供了优于现有系统的实质性技术益处,因为它的多道带束使得浪费更少,制造速度提高并且劳动力减少。此外,膜154的使用有助于确保各多道带束152保持在一起并能够抵抗由pbp机器140施加的剪切力,至少因为该膜承受了由pbp机器140的罩、鼻形工件部件或气囊施加的剪切力。因此,即使多段带束预计会遭遇与背景技术中提到的扭曲或拉伸相关的问题,膜(和/或多层)的使用也使得多道带束能够承受剪切力,同时符合设计要求。
80.图3至图10是例示性实施方式中的多道带束152的铺设和输送的端视图。具体地,图3至图6例示了多道带束152的铺设,并且图7至图10例示了多道带束152的输送。
81.根据图3,氟化乙烯丙烯(fep)的穿孔层330放置在设置在铺设芯轴310处的真空压板320的顶部上。真空压板320施加将穿孔层330保持到位的吸力。然后,可以使真空压板320沿着轨道移动到新的工位。在一些例示性示例中,真空压板320和铺设芯轴310是图1的往复运动件150的实现方式的示例。在一些例示性示例中,真空压板320和铺设芯轴310可以被称为往复运动件。
82.在图4中,自动带铺设机器(atlm)头410(头410可移动地附接到框架420,框架420转位到铺设芯轴310)铺设包括一个或更多个层的多道带束430。然后,真空压板320可以前进至切割工位。在其他实施方式中,根据需要,在拾取和放置(pnp)操作之前可以旋转压板和/或带束。
83.在图5中,刀头510(刀头510可移动地附接到框架520,框架520转位到铺设芯轴310)从多道带束430切割多余的材料。在一个实施方式中,使用超声刀执行切割,以使得能够将预制件制造为期望的设计制造形状或者满足设计制造要求。在当前实施方式中,例示了在铺设多道带束430之后的切割。然而,在其他实施方式中,该动作在膜施加到多道带束之后在多道带束拾取和放置到预制件或芯轴之前发生。在图6中,抽吸头610(抽吸头610可移动地附接到框架620,框架620转位到铺设芯轴310)拾取并去除多余的材料(例如,通过施加比真空压板320更大的吸力,或者通过在真空压板320关闭时向多余的材料施加吸力)。在该时间点,多道带束430被铺设并切割成期望的形状,并准备输送到pbp机器。因此,真空压板320可以前进至pnp工位。
84.图7至图10例示了铺设的多道带束的输运。在图7中,膜730被施加到多道带束430的顶部上,并且pnp头710(pnp头710可移动地附接到框架720,框架720转位到铺设芯轴310)与多道带束430对准。在图8中,pnp头710向下移动,以接触膜730。真空压板320释放所施加
的吸力,并且pnp头710向膜730施加吸力,从而如图9中所示以受传感器或照相机900监视的受控制方式向上提升。在图10中,pnp头710设置在具有固结芯轴1010的基座1000上方,并且多道带束430分配到固结芯轴1010的顶部上并形成为期望的形状。固结芯轴1010的形状和长度根据正被制造的零件的类型而变化。
85.图3至图10中例示的步骤提供了当制造诸如桁条这样的预制件的纵向部分时可以如何执行多道带束430的初始铺设和放置的一个实施方式。在其他实施方式中,膜730被省略,并且层330(优选地穿孔层330)随多道带束430输送到固结芯轴1010。在该实施方式中,pnp头710可以接纳翻转、倒置或以其他方式定位的膜730和多道带束430,使得多道带束430保持与预制件或固结芯轴1010的表面直接接触。
86.图11a、图11b和图11c是例示性实施方式中的多道带束的流水线制造环境的框图。在图11a中,流水线制造环境1100包括轨道1110,推车1112沿着轨道1110重复循环。推车1112从铺设工位1116前进至修剪和去除工位1118,在铺设工位1116处推车1112接纳多道带束1114的铺设,修剪和去除工位1118将多道带束1114切割成期望的尺寸并去除多余的材料。然后,推车1112前进至pnp工位1120,pnp工位1120将多道带束以交替方式布置到用于两个邻近成型工位的芯轴1134上。对于每个成型工位1140,推车1132沿着轨道1130前进。推车1132承载芯轴1134,具有期望长度(例如,数十英尺)的预制件1136被铺设在芯轴1134上。芯轴1134的形状和长度根据正被制造的零件的类型而变化。
87.预制件1136由多道带束组成。推车1132在方向1199(也标记为“p”)上以小的量(例如,多道带束的宽度)脉动,以便使得成型工位1140能够将多道带束1114成型为与芯轴1134相符。图11a中示出的配置因在成型工位1140比铺设工位1116更慢操作的情况下增加生产量而提供了技术益处。
88.在图11b中,流水线制造环境1100包括沿着分离的轨道1110制造多道带束1114的两个单独的铺设工位。单个修剪和去除工位1118修剪两个铺设工位1116的多道带束,并且pnp工位120的不同实例将多道带束1114提供到两个单独的成型工位。图11b中示出的配置因在修剪和去除工位1118以比铺设工位1116更快的速率操作的环境下增加生产量而提供了益处。
89.在图11c中,铺设工位1116与两个pnp工位1120配对。在该实施方式中,多道带束1114交替地放置在预制件1136的第一层上(在区域1152中)以及预制件1136的第二层上(在区域1154中)。每个层由成型工位1140形成,并且不同层中的多道带束1114可以呈现不同的纤维取向。第二层中的带束放置在第一层中的带束顶部上,以便增加预制件1136的厚度。就像图11a中一样,图11c中示出的配置因在成型工位1140比铺设工位1116更慢操作的情况下增加生产量而提供了技术益处。
90.图11a、图11b和图11c只是例示了无数实施方式中的几个,经由所述实施方式可以实现预制件的流水线组装。在其他实施方式中,可以考虑到生产标准(例如,各个工位的操作速度)来实现轨道、工位和机械的任何合适组合。
91.图12是例示性实施方式中的用于制造多道带束的层压系统1200的立体图。层压系统1200可以包括平行材料分配头的阵列,如美国专利8,336,596中描述的。在该实施方式中,层压系统1200包括轨道1240,往复运动件1220在轨道1240上移动。多道带束1230由头1210分配到往复运动件1220上/铺设在往复运动件1220上。通过使头1210围绕锚固件1214
forming a composite part(用于递增地形成复合部件的系统和方法)”的美国专利公开2017/0021534中讨论的系统执行的。
98.图15至图22例示了例示性实施方式中的包括桁条的未硬化部分的预制件的制造。具体地,图15至图22例示了经由以上提供的图11a、图11b或图11c和图14的系统制造和固结装料。然而,这些图可以与图1、图1a、图2、图2a、图3至图10和图14中不同描绘的视图对应,并不限于图11a、图11b或图11c的配置。
99.在图15中,芯轴1520和芯轴1530放置在工具1510上。另选地,芯轴1520和1530可以放置在个体工具1510a和个体工具1501b上。在图16中,pnp机器放置一个或更多个多道带束,以在芯轴上形成第一预制件1620和第二预制件1630。因此,pnp机器拾取和放置分别固结到芯轴1520和芯轴1530上的多道带束形式的铺设材料。在一个实施方式中,多道带束由两层或更多层制成,因此每个施加的多道带束每次至少由两层构建对应的预制件。在图17中,pbp机器压实多道带束,以将第一预制件1620和第二预制件1630抵着芯轴1520和1530固结。如图18中所示,经由添加附加的多道带束1820和1830来继续铺设,多道带束1820和1830被压实以形成完工的预制件,即第一预制件1920和第二预制件1930。然后,芯轴1520和1530在图19中示出的方向1900和1900a旋转,从而推动完工的预制件以进行接触,如图20中所示。具体地,完工后的第一预制件1920抵着完工后的第二预制件1930放置,并等待在完工的预制件之间的间隙处放置间隙填料。
100.在图21中,间隙填料2100或“面条件(noodle)”放置在整体预制件上(例如,经由pnp机器),并且在图22中,盖2200覆盖完工的预制件(即第一预制件1920和第二预制件1930)以及间隙填料2100。可以以与以上讨论的完工的预制件(即第一预制件1920和第二预制件1930)类似的方式,使用多道带束的pnp放置和pbp成型来制造盖2200。以这种方式,快速地构造桁条或其他结构部件。以本文中描述的方式执行的预制件构建使得能够形成具有进出页面的复杂轮廓的桁条或其他部件的预制件。
101.图23至图29例示了其他例示性实施方式中的桁条的预制件的制造。在图23中,使芯轴2310和芯轴2320一起处于工具2330的顶部上。在图24中,铺设预制件2410。通过pbp机器将预制件2410抵着芯轴成形。在图25中,刀具2500修剪预制件2410以从芯轴去除多余的材料,并且在图26中,刀具2500的操作致使预制件2410被划分为预制件2610和预制件2620。在图27中,芯轴2310和2320旋转,以使预制件2610和预制件2620的竖直部分接触。在图28中,间隙填料2800放置在预制件2610和预制件2620之间的径向间隙中,并且在图29中,盖2900放置在间隙填料2800的顶部上,以形成桁条的完工的预制件。
102.图30至图36例示了其他例示性实施方式中的桁条的预制件的制造。在该实施方式中,使图30的芯轴3010和芯轴3020一起处于基座3030的顶部上,并且在图31中,将预制件3100铺设在芯轴(即芯轴3010和芯轴3020)的顶部上,并通过pbp机器使预制件3100抵着芯轴(即芯轴3010和芯轴3020)成形。在图32中,刀具3200从预制件3100去除多余的材料,并将预制件3100划分成图33的第一预制件3310和第二预制件3320。在图34中,芯轴3010和芯轴3020旋转,并且在图35中,使第一预制件3310和第二预制件3320的竖直部分在一起。在图35中,间隙填料3500放置在第一预制件3310和第二预制件3320之间的径向间隙中,并且在图36中,盖3600放置在间隙填料3500的顶部上,以形成桁条的完工的预制件。
103.图37至图43例示了其他例示性实施方式中的桁条的预制件的制造。在该实施方式
中,芯轴3710和芯轴3720设置在工具3730的顶部上,如图37中所示。在图38中,临时芯轴3830插入芯轴3710和芯轴3720之间,并且铺设第一预制件3810和第二预制件3820。去除临时芯轴3830,并且如图38a中所示,通过pbp机器分别将第一预制件3810和第二预制件3820抵着芯轴(即芯轴3710和芯轴3720)成形。另选地,如图38a中例示的,在不使用临时芯轴3830的情况下,通过pbp机器分别抵着芯轴3710和3720铺设第一预制件3810和第二预制件3820(要么一起安装在工具3730上,要么分别安装在工具3730a和3730b上,未示出)并将其成形。在图39中,刀具3900修剪第一预制件3810和第二预制件3820,从而减小预制件的尺寸,如图40中所示。在图41中,芯轴(即芯轴3710和3720)被一起驱动,从而使第一预制件3810和第二预制件3820的竖直部分接触。在图42中,间隙填料4200放置在第一预制件3810和第二预制件3820之间的径向间隙中,并且在图43中,盖层4300放置在间隙填料4200的顶部上,以形成桁条的完工的预制件。
104.图44至图50例示了其他例示性实施方式中的桁条的预制件的制造。在图44中,角形芯轴4410和角形芯轴4420设置在工具4430的顶部上。在图45中,第一预制件4510和第二预制件4520铺设在角形芯轴的顶部上并被成形(例如,通过pbp机器)。在图46中,刀具4600修剪并去除第一预制件4510和第二预制件4520上的多余材料。图47例示了第一预制件4510和4520被修剪之后的第一预制件4510和4520。在图48中,角形芯轴4410和4420旋转并朝向彼此移动,直到预制件4510和4520的竖直部分接触。在图49中,间隙填料4900放置在第一预制件4910和第二预制件4920之间的径向间隙中。在图50中,盖5000放置在间隙填料4900的顶部上,以形成桁条的完工的预制件。
105.在其他实施方式中,通过将以上图中描绘的芯轴用具有不同横截面形状和/或长度的其他芯轴交换来制造任何合适横截面和/或尺寸的桁条。横截面形状的例示性示例包括弯曲帽形桁条、梯形帽形桁条、c型通道、z型通道、i型通道和其他形状的部分。例如,图51例示了用于制造呈c型通道形状的预制件5100的芯轴5110和5120,图52例示了用于制造倒圆帽形桁条的预制件5200的芯轴5210和5220,并且图53例示了用于制造梯形帽形桁条的预制件5300的芯轴5310和5320。
106.图54、图55、图55a和图55b例示了用于将预制件放置到翼板预制件上的工位的布置。在处理方向上推进翼板预制件。在第一工位处将第一桁条预制件施加到翼板预制件。在处理方向上进一步推进带有第一桁条预制件的翼板预制件。在第二工位处将第二桁条预制件施加到翼板预制件。图54例示了其中工位5410、5420和5430将预制件放置在翼板预制件5400的从内侧5460到外侧5462分离的部分5412、5422和5432处的布置。这样导致翼板预制件5400具有用通过工位5410放置的桁条预制件段5414-1至5414-3(例如,叶片横梁的预制件或帽形横梁的预制件)、通过工位5420放置的桁条预制件段5424-1至5424-3以及通过工位5430放置的桁条预制件段5434-1至5434-2组装成的桁条预制件5470。可以经由诸如嵌接、互搭接头、对接接头或阶梯互搭接头(诸如,将桁条预制件段5424-1至5424-3与桁条预制件段5414-1至5414-3联合的接头5425-1至5425-3、或将桁条预制件段5424-2和5424-3与桁条预制件段5434-1和5434-2联合的接头5435-1和5435-2)这样的任何合适拼接技术,将形成桁条预制件5470的不同纵向部分的预制件集成在一起。该分段方法适用于微脉动或连续环境制造环境,因为当翼板预制件5400跨工位5410、5420和5430推进时,可以在一系列工位5410、5420和5430处添加每个分段组的桁条预制件5470。在该实施方式中,翼板预制件
5400沿着轨道5450在处理方向5464上推进(例如,脉动或连续移动),并且工位5410、5420和5430在翼板预制件5400的连续运动期间或脉动间的停顿期间施加桁条预制件段或桁条预制件。在一个实施方式中,轨道5450被配置为使翼板预制件5400在处理方向5464上跨工位5410、5420和5430推进。
107.在该例示性示例中,在处理方向5464上推进翼板预制件5400。在第一工位即工位5410处,将第一桁条预制件段5414-1至5414-3施加到翼板预制件5400。在处理方向5464上进一步推进带有第一桁条预制件段5414-1至5414-3的翼板预制件5400。在第二工位即工位5420处,将第二桁条预制件段5424-1至5424-3施加到翼板预制件5400。在处理方向5464上进一步推进带有第一桁条预制件段5414-1至5414-3以及第二桁条预制件段5424-1至5424-3的翼板预制件5400。在第三工位即工位5430处,将第三桁条预制件段5434-1至5434-2施加到翼板预制件5400。在一些例示性示例中,第一桁条预制件段5414-1至5414-3、第二桁条预制件段5424-1至5424-3和第三桁条预制件段5434-1至5434-2跨翼板预制件5400顺翼展方向地拼接在一起,以形成桁条预制件5470。在一些例示性示例中,施加第一桁条预制件段5414-1至5414-3还包括将第一桁条预制件段5414-1至5414-3跨翼板预制件5400沿翼弦方向放置。
108.在一个实施方式中,在各工位处,将桁条预制件或桁条预制件段放置在一起(集体地)。因此,各种桁条预制件段5414-1至5414-3、5424-1至5424-3和5434-1至5434-2全都可以一次性放置或者两个或更多个地成组放置。为了在翼板预制件5400的轮廓表面上执行该操作,叶片桁条的叶片(例如,图57的桁条预制件5720的叶片5722)被布置为平行于相邻叶片桁条的叶片。图15至图22和图26至图50中覆盖的配置允许制造其中即便其上放置有叶片(例如,图57的叶片5722)的翼板的轮廓不平行,它也平行于相邻桁条的叶片桁条(例如,图57的桁条5720)。平行叶片布置有益于按从前侧到后侧的应用情形批量应用桁条。平行叶片允许集体地应用,并且它可以用与批量应用非平行桁条原本会需要的相比复杂度降低的加工来实现。然而,对于图55的布置,平行叶片配置可能不是先前的,其中,一次应用一个全长桁条预制件。
109.图55例示了其中工位5510、5520和5530进行操作以将桁条预制件5514、5524和5534放置在翼板预制件5500处的从前侧5552到后侧5554分离的翼板预制件5500的部分5512、5522和5532处的布置。图55例示了其中向翼板预制件5500施加桁条预制件5514、5524和5534包括一系列工位5514、5524和5534逐步地沿翼弦方向向前5552或向后5554向翼板预制件5500施加桁条预制件5514、5524和5534的示例。这样导致翼板预制件5500具有桁条预制件5514、5524和5534。在一个实施方式中,桁条预制件5514、5524和5534由图54的桁条预制件段5414-1至5414-3、5424-1至5424-3和5434-1至5434-2组装而成(例如,叶片桁条的预制件、帽形桁条的预制件)。在该实施方式中,通过工位5510放置桁条预制件5514,通过工位5520放置桁条预制件5524,并且通过工位5530放置桁条预制件5534。该分段方法适用于脉动或连续的制造环境。此外,在其中桁条预制件5514、5524和5534均由段拼接的实施方式中,在用于施加桁条预制件的一系列工位5510、5520和5530处,可以将桁条预制件5514、5524和5534中的每个由桁条预制件段(例如,图54的桁条预制件段5414-1至5414-3、5424-1至5424-3和5434-1至5434-2)拼接在一起。以这种方式,在翼板预制件5500上,第一桁条预制件段5414-1拼接到第二桁条预制件段5424-1。这样导致第一桁条预制件段5414-1至
5414-3的沿翼弦方向布置以及在第一桁条预制件段5414-1至5414-3和第二桁条预制件段5424-1至5424-3之间的接头5425-1至5425-3的沿翼弦方向布置。
110.在该实施方式中,翼板预制件5500在处理方向5556上沿着轨道5550推进(例如,脉动或连续地移动),并且工位5510、5520和5530在翼板5500的连续运动期间或停顿期间施加桁条预制件5514、5524和5534或桁条预制件段(例如,图54的桁条预制件段5414-1至5414-3、5424-1至5424-3和5434-1至5434-2)。在一个实施方式中,轨道5550被配置为使翼板预制件5500在处理方向5556上跨工位5510、5520和5530推进。
111.图55a例示了其中工位5560进行操作以将多个桁条预制件5562、5564和5566整体(例如,集体地经由单个工位将全部桁条预制件一起施加)放置在翼板预制件5500上的布置。桁条预制件5562、5564和5566可以包括叶片桁条的预制件或帽形桁条的预制件。在一个实施方式中,桁条预制件5562、5564和5566由图54的桁条预制件段5414-1至5414-3、5424-1至5424-3和5434-1至5434-2组装而成。这种将所有桁条预制件5562、5564和5566一次性放置的方法可以在脉动之间的单个停顿期间执行,或者作为连续制造过程的一部分执行。此外,在其中桁条预制件5514、5524和5534均由段拼接的实施方式中,桁条预制件5514、5524和5534中的每个可以由桁条预制件段(例如,图54的桁条预制件段5414-1至5414-3、5424-1至5424-3和5434-1至5434-2)拼接在一起。
112.在该实施方式中,翼板预制件5500沿着轨道5550在处理方向5556上推进(例如,脉动或连续地移动)。在其他实施方式中,轨道5550被配置为使翼板预制件5500在处理方向5556上跨工位5560推进。
113.图55b例示了其中工位5570-1和5570-2进行操作以将多个桁条预制件5572、5574、5576和5578整体放置在翼板预制件500上的布置。图55b与图55a的区别在于,通过单个工位将翼板预制件5500的多个桁条预制件而非所有桁条预制件放置在一起。具体地,通过工位5570-1放置相邻的桁条预制件5576和5574,并且通过工位5570-2放置相邻的桁条预制件5572和5578。如所描绘的,在单个批次放置中,将桁条预制件5576作为放置在翼板预制件5500上的一批次的桁条预制件5576和5574的一部分施加。在一些例示性示例中,将该批次的桁条预制件5576和5574放置在翼板预制件5500上,其中,该批次的桁条预制件的叶片保持平行。然而,在其他实施方式中,经由同一工位放置不相邻的不同桁条预制件。
114.桁条预制件5572、5574、5576和5578可以包括叶片桁条的预制件或帽形桁条的预制件。在一个实施方式中,桁条预制件5572、5574、5576和5578由图54的桁条预制件段5414-1至5414-3、5424-1至5424-3和5434-1至5434-2组装而成。这种将多个桁条预制件5572和5578一次性放置的方法可以在脉动之间的单个停顿期间执行,或者作为连续制造过程的一部分执行。此外,在其中桁条预制件5572、5574、5576和5578均从段拼接的实施方式中,桁条预制件5572、5574、5576和5578中的每个可以由桁条预制件段(例如,图54的桁条预制件段5414-1至5414-3、5424-1至5424-3和5434-1至5434-2)拼接在一起。
115.在该实施方式中,翼板预制件5500沿着轨道5550在处理方向5556上推进(例如,脉动或连续地移动)。在其他实施方式中,轨道5550被配置为使翼板预制件5500在处理方向5556上跨工位5560推进。
116.图56描绘了例示性实施方式中的用于拾取和放置桁条预制件(例如,图55的桁条预制件5514、5524和5534)的方法5600。方法5600包括:在步骤5602中,在处理方向5556上推
进翼板预制件5500;在步骤5604中,在第一工位5510处将桁条预制件段(例如,图54中的桁条预制件段5414-1至5414-3)施加到翼板预制件5500的第一部分5512;在步骤5606中,在处理方向5556上进一步推进翼板预制件5500;并且在步骤5608中,在第二工位5520处将桁条预制件段(例如,图54的桁条预制件段5424-1至5424-3)施加到翼板预制件5500的第二部分5522。可能需要在处理方向5556上进一步推进翼板预制件5500并将附加的桁条预制件段施加到翼板预制件5500的后续部分(例如,重复步骤5606和5608),直到所有桁条预制件段都已施加。
117.图56a描绘了例示性实施方式中的用于拾取和放置桁条预制件(例如,图55a的桁条预制件5562、5564和5566)的方法5610。方法5610包括在步骤5612中在处理方向5556上推进翼板预制件5500。方法5610还包括在步骤5614中经由单个工位5560将翼板预制件5500的所有桁条预制件(例如,包括图54的桁条预制件段5414-1至5414-3、5424-1至5424-3和5434-1至5434-2)施加到翼板预制件5500。
118.图56b描绘了例示性实施方式中的用于拾取和放置桁条预制件(例如,图55b的桁条预制件5572、5574、5576和5578)的方法5620。方法5620包括:在步骤5622中,在处理方向5556上推进翼板预制件5500;在步骤5624中,在第一工位5570-1处将多个桁条预制件5574和5576(例如,包括图54的桁条预制件段5414-1至5414-3、5424-1至5424-3和5434-1至5434-2)施加到翼板预制件5500;在步骤5626中,在处理方向5556上进一步推进翼板预制件5500;并且在步骤5628中,在第二工位5570-2处将多个桁条预制件段5572和5578(例如,包括图54的桁条预制件段5414-1至5414-3、5424-1至5424-3和5434-1至5434-2)施加到翼板预制件5500。可能需要在处理方向5556上进一步推进翼板预制件5500并将附加的桁条预制件段施加到翼板预制件5500的后续部分(例如,重复步骤5626和5628),直到所有桁条预制件段都已施加。
119.图57是例示了例示性实施方式中的一次性放置多批次的桁条预制件的端视图,并与图55的视图箭头57对应。虽然在该横截面中示出了11个桁条而在图54、图55、图55a和图55b中只示出了三个或四个,但更多的桁条可以是实际翼板配置的组成部分。
120.在图57中,桁条预制件5720沿着翼板预制件5710布置。因此,图57例示了与图55b不同之处在于通过一个工位施加多批次的另一可能实施方式。各桁条预制件5720包括凸缘5724,并且对于不同的桁条,凸缘5724的角度可以有所不同,以便适应翼板预制件的几何形状。凸缘与翼板预制件5710(凸缘被施加至翼板预制件5710)的轮廓5714互补,并且跨翼板预制件5710的不同桁条预制件5720的轮廓5712不是恒定的。然而,对于桁条预制件,各桁条预制件5720的叶片5722(也称为“幅材”)的角度是一致的(例如,竖直的),因此彼此平行。在一个实施方式中,叶片5722的角度跨桁条预制件5720是平行的,并增强了经由坚固背部5740可以同时拾取和放置多个桁条预制件5720的容易性。跨桁条预制件5720的叶片5722的这种恒定的、一致角度增强了经由坚固背部5740可以一次性拾取和放置多个桁条预制件5720的容易性。
121.竖直对准的叶片5722可以快速地联接到批次5730中的放置工具,以便快速准确地放置。因此,在一个实施方式中,沿着翼板预制件5710的从前侧5754到后侧5752的宽度,单个坚固背部5740承载用于同时施加到翼板预制件5710的多批次5730中的第一批次的桁条预制件5720,单个坚固背部5740承载用于同时施加到翼板预制件5710的多批次5730中的第
二批次的桁条预制件5720,等等。该技术因增强与翼板预制件5710的组装有关的制造过程的速度和容易性而提供益处。
122.现在注意图58,图58广义例示了连续制造流水线的生产系统的控制部件。控制器5800协调并控制层压器5820的操作以及沿着具有动力系5862的移动流水线5860的一个或更多个移动平台5870的移动,移动平台5870诸如用于承载翼板预制件5400。控制器5800可以包括处理器5810,处理器1910联接到存储程序5814的存储器5812。在一个示例中,移动平台5870沿着被动力系5862连续驱动的移动流水线5860驱动,这是受控制器5800控制的。在该示例中,移动平台5870包括设施连接件5872,设施连接件1972可以包括将移动平台5870与外部来源的设施5840联接的电气、气动和/或液压快速断开。在其他示例中,如先前提到的,移动平台5870包括自动引导载具(agv)以及gps/自动引导系统5874,agv联接到承载包括在机载设施上的翼板预制件的芯轴。在其他示例中,使用激光跟踪器1950控制移动平台5870的移动。使用与控制器5800联接的位置和/或运动传感器5830来确定移动平台5870以及动力系5862的位置。
123.上述移动流水线的原理可以包括在生产复合材料零件时正常执行的其他类型的操作。图59例示了移动流水线5900的示例,移动流水线5900包括在生产复合材料零件时可能需要的各种操作。例如,移动流水线可以包括用于工具准备5902的工位、区域或支架,工具准备5902涉及对工具进行清洁或施加涂层,在此之后工具在平台上被输送到在其处执行层压5904以形成预制件的一个位置或多个位置。层压5904也可以被称为“铺设”。然后,完全铺设好的预制件可以在移动流水线上传送到在其处执行预制件的压制5906和压实5908的下游位置。另外,可以在执行成型5910、将预制件硬化成复合材料零件5912、修剪5914、检查5916、返工5918和/或表面处理5920操作的附加位置处理预制件。
124.图59a至图59d描绘了例示性实施方式中的用于将桁条预制件放置在翼板预制件5500上的其他方法。具体地,图59a描绘了用于将桁条预制件放置在翼板预制件5500上的方法5930。方法5930包括:在步骤5932中,在铺设芯轴310上形成翼板预制件5500;并且在步骤5934中,在单个批次放置中将桁条预制件5562、5564和5566施加到翼板预制件5500。在一个实施方式中,该方法还包括将桁条预制件5562、5564和5566放置在翼板预制件5500上,使得桁条预制件5562、5564和5566的叶片5722保持平行。
125.在其他实施方式中,该方法还包括将桁条预制件作为桁条预制件段5414-1至5414-3放置在翼板预制件5500上。在又一实施方式中,该方法包括将桁条预制件段5414-1至5414-3和5424-1至5424-3一起拼接到翼板预制件5500上,以形成桁条预制件5562、5564和5566。在一个实施方式中,该方法还包括经由拾取-放置(pnp)机器130将桁条预制件5562、5564和5566放置在翼板预制件5500上。
126.图59b描绘了用于将桁条预制件放置在翼板预制件5500上的方法5940。方法5940包括:在步骤5942中,在铺设芯轴上形成翼板预制件5500;在步骤5944中,形成均包括叶片5722的桁条预制件5562、5564和5566;并且在步骤5946中,将桁条预制件5562、5564和5566中的每个放置到翼板预制件5500上同时保持叶片5722之间共享的恒定的一致角度。
127.在一个实施方式中,该方法还包括放置桁条预制件5562、5564和5566中的每个使得桁条预制件5562、5564和5566的叶片5722保持平行。在另一实施方式中,该方法还包括将桁条预制件5562、5564和5566跨翼板预制件5500沿翼弦方向放置。在又一实施方式中,该方
法还包括将桁条预制件段5414-1至5414-3和5424-1至5424-3沿翼展方向跨翼板预制件5500拼接在一起,以形成桁条预制件5562、5564和5566。在其他实施方式中,该方法还包括使用多个工位5410、5420和5430放置桁条预制件5562、5564和5566。在一些实施方式中,该方法还包括将桁条预制件段5414-1至5414-3和5424-1至5424-3一起拼接到翼板预制件5500上,以形成桁条预制件5562、5564和5566。
128.图59c描绘了用于将桁条预制件5470放置在翼板预制件5500上的方法5950。该方法包括:在步骤5952中,在铺设芯轴上形成翼板预制件5500;在步骤5954中,使翼板预制件5500脉动通过一系列工位;并且在步骤5956中,在翼板预制件5500前进通过工位的同时,在每个工位处向翼板预制件5500施加桁条预制件5470。
129.在其他实施方式中,该方法包括:放置桁条预制件5470中的每个,使得桁条预制件5470的叶片5722保持平行;和/或将桁条预制件5470沿翼弦方向跨翼板预制件5500放置。在一个实施方式中,施加桁条预制件5470包括在一系列工位5410和5420处将桁条预制件段5414-1至5414-3和5424-1至5424-3施加到翼板预制件5400,并将桁条预制件段5414-1至5414-3和5424-1至5424-3沿翼展方向跨翼板预制件5500拼接在一起,以形成桁条预制件5470。在另一实施方式中,该方法还包括一次性将多个桁条预制件5470放置到翼板预制件5500,和/或将桁条预制件段一起拼接到翼板预制件5500上。
130.图59d描绘了用于拼接桁条预制件5470的方法5960。该方法包括:在步骤5962中,在铺设芯轴上形成翼板预制件5500;在步骤5964中,形成桁条预制件段;在步骤5966中,将第一桁条预制件段5414-1放置在翼板预制件5500上;并且在步骤5968中,将第二桁条预制件段5424-1拼接到第一桁条预制件段5414-1。在一个实施方式中,该方法还包括将第二桁条预制件段5424-1放置在翼板预制件5500上。
131.在下面的示例中,在形成和施加供pbp机器使用的多道带束的制造系统的背景下描述了另外的处理、系统和方法。
132.更具体地参照附图,可在如图60中所示的航空器制造和检修方法6000和如图61中所示的航空器6002的背景下描述本公开的实施方式。在前期生产过程中,方法6000可包括航空器6002的规格和设计6004和材料采购6006。在生产过程中,进行航空器6002的部件和子组件制造6008以及系统整合6010。此后,航空器6002可经过检定和交付6012,以便投入服役6014。在由客户投入服役期间,航空器6002被安排进行维护和检修6016的例行工作(也可包括改造、重构、翻新等)。可以在方法6000中描述的生产和检修的任一个或更多个合适阶段(例如,规格和设计6004、材料采购6006、部件和子组件制造6008、系统整合6010、检定和交付6012、服役6014、维护和检修6016)期间和/或航空器6002的任何合适部件(例如,机体6018、系统6020、内部6022、推进系统6024、电气系统6026、液压系统6028、环境系统6030)中采用本文中实施的设备和方法。
133.可以由系统集成商、第三方及/或运营商(例如,客户)进行或执行方法6000的处理中的每个。出于本描述的目的,系统集成商可以包括但不限于任一数量的航空器制造商与主系统分包商;第三方可以包括但不限于任一数量的供应商、转包商以及供货商;并且运营商可以是航空公司、租赁公司、军事实体、服务组织等。
134.如图61中所示,用方法6000生产的航空器6002可包括具有多个高级系统6020的机体6018和内部6022。系统6020的示例包括推进系统6024、电气系统6026、液压系统6028和环
境系统6030中的一个或更多个。可以包括任何数量的其他系统。尽管示出了航空航天的示例,但本公开的原理可以应用于诸如汽车工业这样的其他工业。
135.如以上已经提到的,可在方法6000中描述的生产和维护的任一个或更多个阶段期间采用本文中实施的设备和方法。例如,能以类似于航空器6002在服役时生产部件或子组件的方式,制成或制造与部件和子组件制造6008对应的部件或子组件。另外,可以在子组件制造6008和系统整合6010期间,例如,通过大幅地加快航空器6002的组装或减少航空器1302的成本,利用一个或更多个设备实施方式、方法实施方式或其组合。类似地,可在航空器6002在服役(例如而不限于维护和检修6016期间)时利用设备实施方式、方法实施方式或其组合中的一个或更多个。例如,本文中描述的技术和系统可用于材料采购6006、部件和子组件制造6008、系统整合6010、服役6014和/或维护和检修6016、和/或可用于机体6018和/或内部6022。这些技术和系统甚至可用于系统6020,包括例如推进系统6024、电气系统6026、液压系统6028和/或环境系统6030。
136.在一个实施方式中,零件包括机体6018的部分,并且在部件和子组件制造6008期间制造。然后,可在系统整合6010中将零件组装到航空器上,然后在服役6014中利用,直到磨损致使零件无法使用为止。然后,在维护和检修6016中,零件可被丢弃并被新制造的零件替换。为了制造新零件,可在整个部件和子组件制造6008中利用本发明的部件和方法。
137.图中示出或本文中描述的各种控制元件(例如,电气或电子部件)中的任一个都可被实现为硬件、实现软件的处理器、实现固件的处理器或这些的某种组合。例如,元件可被实现为专用硬件。专用硬件元件可被称为“处理器”、“控制器”或一些类似术语。当由处理器提供时,这些功能可由单个专用处理器、单个共享处理器或多个单独的处理器提供,这些处理器中的一些可被共享。此外,术语“处理器”或“控制器”的明确使用不应被解释为排他性地指能够执行软件的硬件,并且可隐含地包括而不限于数字信号处理器(dsp)硬件、网络处理器、专用集成电路(asic)或其他电路、现场可编程门阵列(fpga)、用于存储软件的只读存储器(rom)、随机存取存储器(ram)、非易失性存储器、逻辑器件、或某种其他物理硬件部件或模块。
138.另外,控制元件可被实现为可由处理器或计算机执行以执行该元件的功能的指令。指令的一些示例是软件、程序代码和固件。指令在由处理器执行时是可操作的,以指导处理器执行元件的功能。指令可被存储在处理器可读的存储装置上。存储装置的一些示例是数字或固态存储器、诸如磁盘和磁带这样的磁存储介质、硬驱动器或光学可读数字数据存储介质。
139.尽管本文中描述了特定的实施方式,但本公开的范围不限于那些特定的实施方式。本公开的范围由随附权利要求书及其任何等同物限定。
140.本公开还包括不与确定保护范围的所附权利要求混淆的以下实例。
141.1.一种制备用于硬化成复合材料零件的预制件的方法,该方法包括以下步骤:
[0142]-以第一角度分配第一组道,使得所述第一组道相对于彼此并排布置,从而形成多道带束的第一层,其中,每条道都包括纤维增强材料带束;
[0143]-施加与所述多道带束直接接触的膜,所述膜抵抗施加到所述多道带束的剪切力;
[0144]-将所述多道带束输送到芯轴;
[0145]-经由设置在所述芯轴处的逐层(pbp)机器压实所述多道带束;并且
[0146]-从所述多道带束中去除所述膜。
[0147]
2.根据实例1所述的方法,其中,施加与所述多道带束直接接触的膜的步骤包括将所述膜直接施加到所述多道带束的顶部上。
[0148]
3.根据实例1或2所述的方法,其中,施加与所述多道带束直接接触的膜的步骤包括在形成多道带束的第一层之前施加所述膜。
[0149]
4.根据前述实例中任一项所述的方法,所述方法还包括:以第二角度分配第二组道,使得所述第二组道相对于彼此并排放置,从而形成所述多道带束的第二层。
[0150]
5.根据实例4所述的方法,其中,所述第二层具有与所述第一层不同的纤维取向。
[0151]
6.根据实例4所述的方法,所述方法还包括:在分配所述第二组道之前使所述多道带束沿着其长度往复运动。
[0152]
7.根据前述实例中任一项所述的方法,所述方法还包括:重复分配步骤、施加步骤、输送步骤、压实步骤和去除步骤,以增加所述预制件的尺寸。
[0153]
8.根据前述实例中任一项所述的方法,所述方法还包括:操作拾取-放置(pnp)机器,以将所述多道带束输送到所述pbp机器。
[0154]
9.根据前述实例中任一项所述的方法,其中,所述预制件抵靠另一预制件放置,并且所述方法还包括:将间隙填料放置到所述预制件上,放置在所述预制件和所述另一预制件之间的间隙处。
[0155]
10.根据前述实例中任一项所述的方法,其中,各道是通过带铺设机器的不同头铺设的。
[0156]
11.根据前述实例中任一项所述的方法,所述方法还包括:修剪所述多道带束。
[0157]
12.根据前述实例中任一项所述的方法组装的航空器的一部分。
[0158]
13.一种包含程序指令的非暂态计算机可读介质,所述程序指令在由处理器执行时能进行操作,以执行制备用于硬化成复合材料零件的预制件的方法,所述方法包括以下步骤:
[0159]-以第一角度分配第一组道,使得所述第一组道相对于彼此并排布置,从而形成多道带束的第一层,其中,每条道都包括纤维增强材料带束;
[0160]-施加与所述多道带束直接接触的膜;
[0161]-将所述多道带束输送到芯轴;
[0162]-经由设置在所述芯轴处的逐层(pbp)机器将所述多道带束压实在预制件上;并且
[0163]-从所述多道带束中去除所述膜。
[0164]
14.根据实例13所述的介质,其中,施加与所述多道带束直接接触的膜的步骤包括将所述膜直接施加到所述多道带束的顶部上。
[0165]
15.根据实例13或14所述的介质,其中,施加与所述多道带束直接接触的膜的步骤包括在形成多道带束的第一层之前施加所述膜。
[0166]
16.根据实例13至15中任一项所述的介质,其中,所述方法还包括:以第二角度分配第二组道,使得所述第二组道相对于彼此并排放置,从而形成所述多道带束的第二层。
[0167]
17.根据实例16所述的介质,其中,所述第二层具有与所述第一层不同的纤维取向。
[0168]
18.根据实例16所述的介质,其中,所述方法还包括:在分配所述第二组道之前使
所述多道带束沿着其长度往复运动。
[0169]
19.根据实例13至18中任一项所述的介质,其中,所述方法还包括:重复分配步骤、施加步骤、输送步骤、压实步骤和去除步骤,以增加所述预制件的尺寸。
[0170]
20.根据实例13至19中任一项所述的介质,其中,所述方法还包括:操作拾取-放置(pnp)机器,以将所述多道带束输送到所述pbp机器。
[0171]
21.根据实例13至20中任一项所述的介质,其中,所述预制件抵靠另一预制件放置,并且所述方法还包括:将间隙填料放置在所述预制件和所述另一预制件之间的间隙处。
[0172]
22.根据实例13至21中任一项所述的介质,其中,各道是通过带铺设机器的不同头铺设的。
[0173]
23.根据实例13至22中任一项所述的计算机可读介质上存储的程序指令所定义的方法组装的航空器的一部分。
[0174]
24.一种制备用于硬化成复合材料零件的预制件的设备,该设备包括:
[0175]-多个带分配头,每个带分配头都分配纤维增强材料带束,以形成多道带束;
[0176]-末端执行器,其施加与所述多道带束直接接触的膜;
[0177]-拾取-放置(pnp)机器,其输送所述多道带束;以及
[0178]-逐层(pbp)机器,其将所述多道带束压实到预制件上。
[0179]
25.根据实例24所述的设备,其中,施加与所述多道带束直接接触的所述膜的所述末端执行器将所述膜直接施加到所述多道带束的顶部上。
[0180]
26.根据实例24或25所述的设备,其中,施加与所述多道带束直接接触的所述膜的所述末端执行器在形成所述多道带束之前施加所述膜。
[0181]
27.根据实例24至26中任一项所述的设备,所述设备还包括控制器,所述控制器指示所述带分配头以第一角度分配第一组道,使得所述第一组道相对于彼此并排放置,从而形成所述多道带束的第一层。
[0182]
28.根据实例24至27中任一项所述的设备,所述设备还包括往复运动件,所述多道带束被所述多个带分配头铺设到所述往复运动件上。
[0183]
29.根据实例24至28中任一项所述的设备,所述设备还包括真空压板,所述真空压板在输送所述多道带束之前向所述多道带束施加吸力,以将所述多道带束保持到位。
[0184]
30.根据实例24至29中任一项所述的设备,所述设备还包括从所述多道带束切除多余的材料的刀具。
[0185]
31.根据实例24至30中任一项所述的设备,其中,所述pbp机器包括罩,所述罩被伸展臂压入所述多道带束中,以压实所述多道带束。
[0186]
32.根据实例24至31中任一项所述的设备,其中,所述膜包括在由所述pnp机器输送期间接触所述多道带束并粘附到所述多道带束的工程表面以及在压实期间接触所述pbp机器的工程表面。
[0187]
33.使用实例24至32中任一项所述的设备制造航空器的一部分。
[0188]
本公开还包括不与确定保护范围的所附权利要求混淆的以下其他实例。
[0189]
1a.一种用于将桁条预制件放置在翼板预制件上的方法,该方法包括以下步骤:
[0190]-在铺设芯轴上形成翼板预制件;并且
[0191]-在单个批次放置中,将多个桁条预制件施加到所述翼板预制件。
[0192]
2a.根据实例1a所述的方法,所述方法还包括:将所述多个桁条预制件放置在所述翼板预制件上,使得所述多个桁条预制件的叶片保持平行。
[0193]
3a.根据实例1a或2a所述的方法,所述方法还包括:将所述多个桁条预制件作为多个桁条预制件段放置到所述翼板预制件上。
[0194]
4a.根据实例3a所述的方法,所述方法还包括:将所述多个桁条预制件段一起拼接到所述翼板预制件上,以形成所述多个桁条预制件。
[0195]
5a.根据前述实例中任一项所述的方法,所述方法还包括:经由拾取-放置(pnp)机器将所述多个桁条预制件放置在所述翼板预制件上。
[0196]
6a.一种用于将桁条预制件放置在翼板预制件上的方法,该方法包括以下步骤:
[0197]-在铺设芯轴上形成翼板预制件;
[0198]-形成均包括叶片的多个桁条预制件;并且
[0199]-将每个桁条预制件都放置到所述翼板预制件上,同时保持所述叶片之间共享的恒定的一致角度。
[0200]
7a.根据实例6a所述的方法,所述方法还包括:将每个桁条预制件放置为使得所述多个桁条预制件的叶片保持平行。
[0201]
8a.根据实例6a或7a所述的方法,所述方法还包括:将所述多个桁条预制件跨所述翼板预制件沿翼弦方向放置。
[0202]
9a.根据实例6a至8a中任一项所述的方法,所述方法还包括:将所述多个桁条预制件段沿翼展方向跨所述翼板预制件一起拼接,以形成所述多个桁条预制件。
[0203]
10a.根据实例6a至9a中任一项所述的方法,所述方法还包括:使用多个工位放置所述多个桁条预制件。
[0204]
11a.根据实例6a至10a中任一项所述的方法,所述方法还包括:将多个桁条预制件段一起拼接到所述翼板预制件上,以形成所述多个桁条预制件。
[0205]
12a.一种用于将桁条预制件放置在翼板预制件上的方法,该方法包括以下步骤:
[0206]-在铺设芯轴上形成翼板预制件;
[0207]-使所述翼板预制件脉动通过一系列工位;并且
[0208]-在所述翼板预制件前进通过所述一系列工位时,在每个工位处向所述翼板预制件施加多个桁条预制件。
[0209]
13a.根据实例12a所述的方法,所述方法还包括:将每个桁条预制件放置为使得所述多个桁条预制件的叶片保持平行。
[0210]
14a.根据实例12a或13a所述的方法,所述方法还包括:将所述多个桁条预制件跨所述翼板预制件沿翼弦方向放置。
[0211]
15a.根据实例12a至14a所述的方法,所述方法还包括:将多个桁条预制件段沿翼展方向跨所述翼板预制件一起拼接,以形成所述多个桁条预制件。
[0212]
16a.根据实例12a至15a所述的方法,所述方法还包括:一次将多个桁条预制件放置到所述翼板预制件。
[0213]
17a.根据实例12a至16a所述的方法,所述方法还包括:将多个桁条预制件段一起拼接到所述翼板预制件上。
[0214]
18a.一种用于拼接桁条预制件的方法,该方法包括以下步骤:
[0215]-在铺设芯轴上形成翼板预制件;
[0216]-形成桁条预制件段;
[0217]-将第一桁条预制件段放置在所述翼板预制件上;并且
[0218]-将第二桁条预制件段拼接到所述第一桁条预制件段。
[0219]
19a.根据实例18a所述的方法,所述方法还包括:将所述第二桁条预制件段放置到所述翼板预制件上。
[0220]
20a.一种用于航空器组件的设备,该设备包括:
[0221]-翼板预制件;以及
[0222]-第一桁条预制件段,其在所述翼板预制件上拼接到第二桁条预制件段。
[0223]
21a.根据实例20a所述的设备,所述设备还包括:沿翼弦方向布置的多个第一桁条预制件段。
[0224]
22a.根据实例20a或21a所述的设备,所述设备还包括:沿翼弦方向布置的在多个第一桁条预制件段和多个第二桁条预制件段之间的多个接头。
[0225]
尽管本文中描述了特定的实施方式,但本公开的范围不限于那些特定的实施方式。本公开的范围由随附权利要求书及其任何等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1