射出成型机管理系统以及存储介质的制作方法
1.本公开涉及射出成型机管理系统以及存储介质。
背景技术:
2.在专利文献1中公开有如下装置:在同一画面上显示表示基于射出成型机的成型品的生产完成率的折线图、表示成型条件有无变更的带状图、以及表示从射出成型机的传感器获得的数据的折线图。在该装置中,以共通的时间轴为横轴来显示各图表。
3.专利文献1:日本特开2001-293761号公报
4.在射出成型机中,有时在1分钟内以数次喷射的频率对成型品进行成型,因此例如当使用专利文献1的装置显示1天量的图表时,有时会显示将基于传感器的测量值绘制为数千次喷射量的折线图。在测量值的变动较大的情况下,即使显示测量值的折线图,也难以分析测量数据与其他数据之间的相关关系。
技术实现要素:
5.根据本公开的第一方式,提供一种射出成型机管理系统。该射出成型机管理系统具备:测量数据存储部,按时间序列存储表示在射出成型机中测量的测量值的测量数据;制造数据存储部,按时间序列存储表示与基于所述射出成型机的成型品的制造相关的信息的制造数据;以及控制部,将每个预定的期间的所述测量数据的统计图与所述统计图的所述期间内的所述制造数据建立对应关系而显示于显示部。
6.根据本公开的第二方式,提供一种存储介质。该存储介质存储使计算机实现如下功能的计算机程序:将表示在射出成型机中测量的测量值的测量数据按时间序列存储于存储部;将表示与基于所述射出成型机的成型品的制造相关的信息的制造数据按时间序列存储于存储部;以及将每个预定的期间的所述测量数据的统计图与所述统计图的所述期间内的所述制造数据建立对应关系而显示于显示部。
附图说明
7.图1是表示射出成型机管理系统的简易结构的说明图。
8.图2是表示管理画面的一例的说明图。
9.图3是表示测量数据的折线图的一例的说明图。
10.附图标记说明
11.10、射出成型机管理系统;100、射出成型机;110、第一控制部;200、取出机;210、第二控制部;300、检查装置;310、第三控制部;400、显示部;500、管理装置;510、测量数据存储部;520、制造数据存储部;530、显示控制部;rg1、制造实绩显示区域;rg2、变更历史显示区域;rg3、测量数据显示区域;sc、管理画面。
具体实施方式
12.a.第一实施方式:
13.图1是表示第一实施方式中的射出成型机管理系统10的简易结构的说明图。射出成型机管理系统10具备射出成型机100、取出机200、检查装置300、显示部400以及管理装置500。
14.在图1中,用实线箭头表示由射出成型机管理系统10制造的成型品的流程。射出成型机管理系统10通过射出成型机100来对成型品进行成型,通过取出机200从射出成型机100取出成型品并搬运到检查装置300,通过检查装置300来检查成型品。
15.射出成型机100具备第一控制部110、分别未图示的射出装置以及合模装置。在合模装置中装配有具有模腔的成型模具。成型模具可以是金属制的,也可以是陶瓷制的,还可以是树脂制的。将金属制的成型模具称为模具。第一控制部110由计算机构成,该计算机具备一个或者多个处理器、主存储装置以及进行与外部之间的信号的输入输出的输入输出接口。第一控制部110也可以由多个计算机构成。后述的取出机200的第二控制部210以及检查装置300的第三控制部310也是与第一控制部110相同的结构。
16.第一控制部110控制射出成型机100的各部而进行射出成型,对成型品进行成型。更具体而言,第一控制部110通过控制合模装置来对成型模具进行合模,控制射出装置来使材料塑化并向成型模具进行射出,从而对具有与设于成型模具的模腔的形状相应的形状的成型品进行成型。在本实施方式中,设于成型模具的模腔数为1。即,通过一次射出成型而成型出一个成型品。将一次射出成型称为一次喷射。
17.第一控制部110生成成型机数据,并将成型机数据向管理装置500发送。在成型机数据中包含有测量数据和制造条件数据。在测量数据中,表示有与设于射出成型机100的各种传感器的测量值以及测量时刻相关的信息。在制造条件数据中,表示有与制造条件的内容和制造条件的变更历史相关的信息。在本实施方式中,在制造条件中包含有输入到射出成型机100的成型条件、成型品的材料、负责射出成型机100的运转的负责人、射出成型机100的运行状况以及装配于射出成型机100的成型模具的维护状况。在制造条件的变更历史中,表示有制造条件的变更内容以及变更时刻。
18.本实施方式的取出机200由第二控制部210、取出机器人以及切断机构成。第二控制部210控制取出机器人以及切断机的动作。取出机器人例如是水平多关节机器人、垂直多关节机器人。取出机器人从射出成型机100的成型模具取出成型品。切断机是将在成型模具中与成型品一起成型的直浇道(sprue)、横浇道(runner)通过切断而从成型品除去的设备。在本实施方式中,取出机器人通过安装于取出机器人的臂的前端的末端执行器来直接把持并取出通过射出成型机100的顶出销而从成型模具脱模的成型品。之后,通过切断机从成型品去除直浇道、横浇道,通过取出机器人将去除了直浇道、横浇道后的成型品搬运至检查装置300。此外,在其他实施方式中,取出机器人例如也可以是真空吸附并把持成型品的机器人。取出机200也可以不具备切断机。
19.本实施方式的检查装置300由第三控制部310和相机构成。第三控制部310控制相机来拍摄成型品,并对拍摄到的成型品的图像进行分析,从而进行成型品的外观检查以及尺寸检查。
20.第三控制部310生成检查装置数据并向管理装置500发送。在检查装置数据中包含
有检查结果数据和检查条件数据。在检查结果数据中,表示有检查结果的内容和检查时刻。在检查结果中,表示有关于所检查的成型品是满足预定的品质基准的合格品还是不满足品质基准的不合格品的信息。满足与外观相关的品质基准以及与成型品的尺寸相关的品质基准的成型品是合格品,不满足与外观相关的品质基准和与尺寸相关的品质基准中的至少任意一方的成型品是不合格品。将不满足与外观相关的品质基准的情况称为外观不合格,将不满足与尺寸相关的品质基准的情况称为尺寸不合格。在本实施方式中,在检查结果数据中,表示有关于是基于外观不合格的不合格品还是基于尺寸不合格的不合格品的信息。在检查条件数据中,表示有与检查条件的内容和检查条件的变更历史相关的信息。在本实施方式中,在检查条件中包括有负责检查装置的运转的负责人。在检查条件的变更历史中,表示有检查条件的变更内容以及变更时刻。
21.在本实施方式中,显示部400是设于作业者所携带的便携终端的液晶显示器。便携终端是指例如平板终端、小型笔记本电脑、智能手机等。此外,显示部400也可以不是设于便携终端的显示器,例如可以是与管理装置500连接的显示器,也可以是设于工厂内的大型显示器。
22.管理装置500由计算机构成,该计算机具备一个或者多个处理器、主存储装置、辅助存储装置以及进行与外部之间的信号的输入输出的输入输出接口。此外,管理装置500也可以由多个计算机构成。
23.管理装置500与射出成型机100、检查装置300以及设有显示部400的便携终端以能够通信的方式连接。在本实施方式中,管理装置500构成为能够经由网络nt与射出成型机100、检查装置300以及设有显示部400的便携终端相互通信。网络nt例如可以是lan,也可以是wan,还可以是因特网。管理装置500经由网络nt与射出成型机100、取出机200、检查装置300进行通信,从而执行与射出成型机100、取出机200、检查装置300之间的数据的收发等。
24.管理装置500具有测量数据存储部510、制造数据存储部520以及显示控制部530。测量数据存储部510以及制造数据存储部520设于管理装置500的辅助存储装置上。显示控制部530是通过由管理装置500的处理器执行射出成型管理程序而以软件方式来实现的。此外,有时将显示控制部530简称为控制部。
25.测量数据存储部510按时间序列存储从射出成型机100取得的测量数据。制造数据存储部520按时间序列存储从射出成型机100取得的制造条件数据、从检查装置300取得的检查条件数据以及检查结果数据。将制造条件数据、检查条件数据以及检查结果数据称为制造数据。
26.显示控制部530控制测量数据以及制造数据向显示部400的显示。在本实施方式中,显示控制部530通过执行射出成型管理程序来读入测量数据和制造数据而生成管理画面,并使管理画面显示于显示部400。显示控制部530将每个预定的期间的测量数据的统计图与统计图的期间内的制造数据建立对应关系而显示于显示部400。
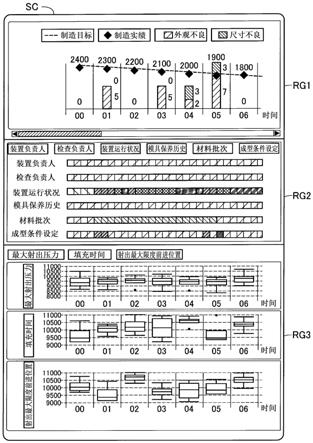
27.图2是表示显示部400所显示的管理画面sc的一例的说明图。在本实施方式中,在管理画面sc中,从上起依次设有制造实绩显示区域rg1、变更历史显示区域rg2、测量数据显示区域rg3。在各区域rg1~rg3中,表示有以横轴为时间轴的曲线图。各图表具有共通的时间轴。
28.在制造实绩显示区域rg1中,显示有与预先输入到管理装置500的成型品的制造个
数的目标数相关的信息、与制造出的成型品中的合格品的个数的实绩数相关的信息、以及与制造出的成型品中的不合格品的个数的实绩数相关的信息。在本实施方式中,在制造实绩显示区域rg1中,用折线图表示关于剩余的制造个数的目标数的每1小时的推进。关于剩余的制造个数的目标数是从在一个生产批次中预定的成型品的总数减去在从生产开始到规定的时刻为止的期间内预定生产的成型品的数量而得到的值。在该折线图中,用菱形标记显示关于剩余的制造个数的实绩数的每1小时的推进。关于剩余的制造个数的实绩数是从在一个生产批次中预定的成型品的总数减去在从生产开始到规定的时刻为止的期间生产的成型品的数量而得到的值。
29.在本实施方式中,由显示控制部530生成表示了从生产开始当日的上午0点到次日的上午0点为止的24小时的信息的各种图表,并显示于显示部400。在图2中,表示有各种曲线图中的、表示从上午0点左右到上午6点左右的信息的部分。通过对设于制造实绩显示区域rg1的下端部的滑块进行操作,能够阅览各种图表中的表示上午7点左右以后的信息的部分。此外,在显示部400显示表示了从生产开始当日的上午0点到次日的上午0点为止的24小时的信息的各种图表,但是各种图表所表示的期间的长度既可以比24小时长,也可以比24小时短。例如,在生产的开始为上午9点、生产的结束为次日的上午11点的情况下,也可以在显示部400显示表示了从生产开始当日的上午0点到次日的下午0点为止的36小时的信息的各种图表。
30.在制造实绩显示区域rg1中,与上述折线图一起表示有表示每1小时的不合格数的推进的柱状图。在柱状图中的下侧部分表示有基于外观不合格的不合格品的个数,在柱状图中的上侧部分表示有基于尺寸不合格的不合格品的个数。在图2所示的例子中,表示有上午0时左右的不合格数为0个。在上午1点左右,表示有基于外观不合格的不合格数为五个。在上午4点左右,表示有基于外观不合格的不合格数为两个,基于尺寸不合格的不合格数为三个。
31.在变更历史显示区域rg2中,表示有制造条件、检查条件的变更历史。在本实施方式中,在变更历史显示区域rg2设有显示制造条件、检查条件中的“装置负责人”、“检查负责人”、“装置运行状况”、“模具保养历史”、“材料批次”以及“成型条件设定”的变更历史的栏。在各栏中,各条件的变更历史被显示为带状图状。通过以制造条件、检查条件被变更的时刻为边界来切换施加于带的阴影线的种类,从而表示制造条件、检查条件的变更历史。此外,也可以不通过阴影线,而通过切换带的颜色来表示制造条件、检查条件的变更历史。
32.在“装置负责人”一栏中,表示有负责射出成型机100的运行的负责人的变更历史。在“检查负责人”一栏中,表示有负责基于检查装置300的检查的负责人的变更历史。在“装置运行状况”一栏中,表示有射出成型机100的运行状况的变更历史。运转状况是指通常运转中、异常停止中等的状况。在“模具保养历史”一栏中,表示有执行了去除附着于模具的污垢的清扫作业、向顶起销等模具内的驱动部分补充润滑脂的作业等模具的维护的历史。在“材料批次”一栏中,表示有用于成型品的成型的材料批次的变更历史。在“成型条件设定”一栏中,表示有射出成型机100的成型条件的变更历史。
33.在测量数据显示区域rg3中表示有测量数据。在本实施方式中,设有显示测量数据中的“最大射出压力”、“填充时间”以及“射出最大限度前进位置”的栏。最大射出压力是指一次喷射中的射出压力的最大值。填充时间是指将一次喷射中的塑化后的材料填充到成型
模具中的时间。射出最大限度前进位置是指为了将一次喷射中的塑化后的材料向成型模具射出,射出装置的柱塞的顶端部最大限度前进后的位置。
34.在测量数据显示区域rg3中显示有每1小时的测量数据的箱线图。显示控制部530读入在测量数据存储部510中存储的测量数据,使用在测量数据中包含的与测量时刻相关的信息,将测量数据划分为每1小时的测量数据。显示控制部530按照测量值从小到大的顺序对每1小时的测量数据进行整理,决定每1小时的测量数据的最大值和最小值。
35.显示控制部530决定每1小时的测量数据的第二四分位数,换言之,决定每1小时的测量数据的中央值。显示控制部530在每1小时的测量数据的数据数为奇数的情况下,将在按照从小到大的顺序排列每1小时的测量数据时配置于中央的测量值决定为每1小时的测量数据的中央值,在每1小时的测量数据的数据数为偶数的情况下,将在按照从小到大的顺序排列每1小时的测量数据时配置于最接近中央的位置的两个测量值的平均值决定为每1小时的测量数据的中央值。
36.显示控制部530将每1小时的测量数据分类成值小于中央值的下位数据和值大于中央值的上位数据,决定每1小时的测量数据的第一四分位数和第三四分位数。
37.显示控制部530在下位数据的数据数为奇数的情况下,将在按照从小到大的顺序排列下位数据时配置于中央的测量值决定为测量数据的第一四分位数,在下位数据的数据数为偶数的情况下,将在按照从小到大的顺序排列下位数据时配置于最接近中央的位置的两个测量值的平均值决定为测量数据的第一四分位数。
38.显示控制部530在上位数据的数据数为奇数的情况下,将在按照从小到大的顺序排列上位数据时配置于中央的测量值决定为测量数据的第三四分位数,在上位数据的数据数为偶数的情况下,将在按照从小到大的顺序排列上位数据时配置于最接近中央的位置的两个测量值的平均值决定为测量数据的第三四分位数。
39.显示控制部530生成以第一四分位数为下端、以第三四分位数为上端的四边形的箱。显示控制部530在箱的中间用横线表示中央值。显示控制部530用横线表示测量数据的最大值和最小值。显示控制部530用纵线连接箱的下端和表示最小值的横线。用纵线连接箱的上端和表示最大值的横线。将四边形的部分称为箱。将相对于箱设于上侧、下侧的横线以及连接该横线与箱的纵线称为须。箱的纵向的长度、须的纵向的长度表示测量数据的偏差。
40.在本实施方式中,显示控制部530在检测到每1小时的测量数据的偏离值的情况下,以与最大值、最小值不同的显示形式显示偏离值。显示控制部530例如使用第一四分位数以上且第三四分位数以下的范围、即四分位范围(iqr),将比第一四分位数-1.5
×
iqr大的测量值中的最小值作为须的下端,将比第三四分位数+1.5
×
iqr小的测量值中的最大值作为须的上端,将比须的上端大的测量值以及比须的下端小的测量值检测为偏离值。在本实施方式中,在检测到偏离值的情况下,显示控制部530取代须而以点显示偏离值。此外,显示控制部530也可以将超过规定的上限值的值以及低于规定的下限值的值检测为偏离值。
41.图3是表示测量数据的折线图的说明图。例如,当通过执行点击箱线图等规定的操作而将图2所示的箱线图向下扩展时,显示控制部530从测量数据由箱线图表示的第一显示模式切换为测量数据由折线图表示的第二显示模式。在第二显示模式中,以折线图的横轴为时间轴,用折线图显示每一次喷射的射出最大压力、填充时间以及射出最大限度前进位置的推进。通过在第二显示模式时执行规定的操作,显示控制部530从第二显示模式切换为
第一显示模式。
42.在图2所示的例子中,当参照制造实绩显示区域rg1时,例如能够掌握在上午4点左右产生有基于尺寸不合格的不合格品。当参照测量数据显示区域rg3时,能够掌握上午4点左右的填充时间变长。与此相对地,在上午5点,以填充时间变短的方式变更成型条件。然而,当参照制造实绩显示区域rg1时,能够掌握在上午5点左右,数量与上午4点左右相比,不合格产品的个数有所增加。当参照测量数据显示区域rg3时,能够掌握在上午5点左右填充时间变得过短。与此相对地,在上午5点左右,变更材料批次,进而,以填充时间变短的方式变更成型条件。当参照制造实绩显示区域rg1时,能够掌握在上午6点左右不合格品的个数为0个。
43.根据以上说明的本实施方式中的射出成型机管理系统10,显示控制部530使显示部400以时间轴一致的方式显示表示有与成型品的制造相关的信息的各种图表和测量数据的箱线图。因此,即使是测量值的变动较大的测量数据,也能够容易地分析测量数据和与成型品的制造相关的信息之间的相关关系。
44.另外,在本实施方式中,由于在显示部400中显示有表示成型品的制造实绩数相对于制造目标数的关系的图表、表示不合格品的个数的图表、以及测量数据的箱线图,因此能够容易地分析不合格品的个数、成型条件的变更历史以及测量数据之间的相关关系。
45.另外,在本实施方式中,由于在显示部400显示有表示成型条件的变更历史等的图表和测量数据的箱线图,因此能够容易地分析成型条件的变更历史与测量数据之间的相关关系。
46.另外,在本实施方式中,在测量数据中存在有偏离值的情况下,以使显示形式与测量数据的最大值或者最小值不同的方式显示偏离值。因此,能够容易地识别偏离值,因此能够容易地分析测量数据。
47.另外,在本实施方式中,显示控制部530在进行了规定的操作的情况下,切换以箱线图显示测量数据的第一显示模式和以折线图显示测量数据的第二显示模式。因此,能够使用箱线图和折线图这两者,能够多方面地分析测量数据。
48.另外,在本实施方式中,显示管理画面sc的显示部400设于便携终端。因此,作业者能够使用手边的便携终端,在各种场所确认管理画面sc。另外,由于在便携终端中,显示部400比较小,因此在以折线图显示庞大的量的测量数据的情况下,有可能难以掌握测量数据。在本实施方式中,通过不使用折线图而使用箱线图来显示测量数据,即使是较小的画面也能够容易地掌握测量数据。
49.b.其他实施方式:
50.(b1)在上述各实施方式的射出成型机管理系统10中,管理装置500也可以构成为能够经由网络等与综合地管理制造工序整体的生产管理系统进行通信,并将管理画面sc的数据向生产管理系统发送。由于在该情况下,生产管理系统能够取得不合格品的个数相对于合格品的个数的比例,因此能够考虑不合格品的个数相对于合格品的个数的比例来制定生产计划。另外,管理装置500也可以构成为能够经由网络等与订购成型品的材料的材料供应系统进行通信,并将管理画面sc的数据向材料供应系统发送。材料供应系统例如也可以在不合格品的个数超过了规定个数的情况下,追加订购成型品的材料。在该情况下,能够抑制材料不足而导致成型品的制造停止。
51.(b2)在上述各实施方式的射出成型机管理系统10中,在由显示控制部530生成的管理画面sc中设有变更历史显示区域rg2。与此相对地,在管理画面sc中也可以不设置变更历史记录显示区域rg2。
52.(b3)在上述各实施方式的射出成型机管理系统10中,显示控制部530使测量数据的箱线图显示于管理画面sc的测量数据显示区域rg3。与此相对地,显示控制部530也可以取代测量数据的箱线图而使表示正态分布的图表显示于测量数据显示区域rg3。
53.(b4)在上述各实施方式的射出成型机管理系统10中,显示控制部530使测量数据的偏离值显示于测量数据的箱线图。与此相对地,显示控制部530也可以不使测量数据的偏离值显示于箱线图中。
54.(b5)在上述各实施方式的射出成型机管理系统10中,显示控制部530在进行了规定的操作的情况下,切换以箱线图显示测量数据的第一显示模式和以折线图显示测量数据的第二显示模式。与此相对地,显示控制部530也可以不通过折线图来显示测量数据。
55.c.其他方式:
56.本公开并不局限于上述实施方式,在不脱离其主旨的范围内能够以各种方式来实现。例如,本公开也能够通过以下的方式来实现。对于与以下所记载的各方式中的技术特征相对应的上述实施方式中的技术特征,为了解决本公开的课题的一部分或者全部、或者为了实现本公开的效果的一部分或者全部,能够适当地进行替换、组合。另外,该技术特征在本说明书中只要不是作为必须的特征进行说明,就能够适当删除。
57.(1)根据本公开的第一方式,提供一种射出成型机管理系统。该射出成型机管理系统具备:测量数据存储部,按时间序列存储表示在射出成型机中测量的测量值的测量数据;制造数据存储部,按时间序列存储表示与基于所述射出成型机的成型品的制造相关的信息的制造数据;以及控制部,将每个预定的期间的所述测量数据的统计图与所述统计图的所述期间内的所述制造数据建立对应关系而显示于显示部。
58.根据该方式的射出成型机管理系统,由于控制部将每个预定的期间的测量数据的统计图与统计图的期间内的制造数据建立对应关系而显示于显示部,因此能够容易地分析测量数据与制造数据之间的相关关系。
59.(2)在上述方式的射出成型机管理系统中,也可以是,在所述制造数据中包含有与满足预定的品质基准的所述成型品的数量或者不满足所述品质基准的所述成型品的数量相关的信息。
60.根据该方式的射出成型机管理系统,能够分析测量数据与成型品的品质之间的相关关系。
61.(3)在上述方式的射出成型机管理系统中,也可以是,在所述制造数据中包含有与所述射出成型机的成型条件的变更历史相关的信息。
62.根据该方式的射出成型机管理系统,能够分析测量数据与成型条件的变更历史之间的相关关系。
63.(4)在上述方式的射出成型机管理系统中,也可以是,所述统计图是箱线图。
64.根据该方式的射出成型机管理系统,能够在视觉上容易地掌握测量数据的分布。
65.(5)在上述方式的射出成型机管理系统中,也可以是,在所述箱线图中,以与所述测量数据的最大值或者最小值的显示形式不同的显示方式显示所述测量数据的偏离值。
66.根据该方式的射出成型机管理系统,能够在视觉上容易地掌握测量数据的偏离值。
67.(6)在上述方式的射出成型机管理系统中,也可以是,在进行了预定的操作的情况下,所述控制部切换以所述箱线图显示所述测量数据的第一显示模式和以折线图显示所述测量数据的第二显示模式。
68.根据该方式的射出成型机管理系统,由于能够切换以箱线图显示测量数据的第一显示模式和以折线图显示测量数据的第二显示模式,因此能够使用箱线图和折线图而多方面地分析测量数据。
69.(7)在上述方式的射出成型机管理系统中,也可以是,所述显示部设于便携终端。
70.根据该方式的射出成型机管理系统,由于在设于便携终端的显示部显示测量数据与制造数据之间的相关关系,因此能够在各种场所确认测量数据与制造数据之间的相关关系。
71.(8)根据本公开的第二方式,提供一种存储介质。该存储介质存储使计算机实现如下功能的计算机程序:将表示在射出成型机中测量的测量值的测量数据按时间序列存储于存储部;将表示与基于所述射出成型机的成型品的制造相关的信息的制造数据按时间序列存储于存储部;以及将每个预定的期间的所述测量数据的统计图与所述统计图的所述期间内的所述制造数据建立对应关系而显示于显示部。
72.根据该方式的计算机程序,由于能够将每个预定的期间的测量数据的统计图与统计图的期间内的制造数据建立对应关系而显示于显示部,因此能够容易地分析测量数据与制造数据之间的相关关系。
73.本公开也能够以射出成型机管理系统以外的各种方式来实现。例如,能够以计算机程序、射出成型机管理方法等方式来实现。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1