一种下沉式LCD高速连续3D打印机及打印方法与流程
一种下沉式lcd高速连续3d打印机及打印方法
技术领域
1.本发明属于3d打印技术领域,特别涉及一种下沉式lcd高速连续3d打印机及打印方法。
背景技术:
2.3d打印机又称三维打印机(3dp),是一种累积制造技术,通过紫外光高分辨率投影仪来逐层固化紫外光固化增材制造树脂,从而创建出3d打印对象。
3.现有的lcd-3d打印机及打印技术,采用自由基型紫外光固化技术,由于氧气的稳定态是三线态,有两个自旋方向相同的未成对电子,因此其会与自由基的聚合反应竞争而消耗自由基,进而氧气对光固化材料的自由基聚合反应有不容忽视的阻聚效应。所以打印时,打印材料处于有氧条件,打印速度低,打印材料固化后表面干燥效果差,影响打印精度。
技术实现要素:
4.本发明提供了一种下沉式lcd高速连续3d打印机及打印方法,旨在解决现有的lcd打印机在打印时处于有氧条件导致打印速度低的问题。
5.根据本技术实施例,提供了一种下沉式lcd高速连续3d打印机,包括机身,所述机身包括打印区及密封罩,所述密封罩围合密封所述打印区;所述打印区内设有料槽、打印平台及lcd屏,所述lcd屏设于所述料槽顶部,所述打印平台置于所述料槽内,所述打印平台相对于所述lcd屏靠近或远离;所述料槽靠近所述lcd屏一端的侧面分别开设有进气孔和出气孔,所述进气孔和所述出气孔分设于所述料槽的相对两侧面。
6.优选地,所述料槽内设有打印液,所述打印液顶部铺设有透明液体,所述透明液体的密度低于所述打印液的密度,所述透明液体的透光率大于或等于80%。
7.优选地,所述密封罩为u型结构,所述密封罩卡接于所述打印区外周侧,所述密封罩为透明材质。
8.优选地,所述打印平台与所述打印区的顶部之间设有连接杆,所述连接杆与所述机身滑动连接,所述连接杆驱动所述打印平台在料槽内移动。
9.本发明还提供一种下沉式lcd高速连续3d打印方法,其采用上述任一项的下沉式lcd高速连续3d打印机,包括以下步骤:步骤s1:关闭密封罩,将打印区形成密封区域;步骤s2:启动出气孔抽气,将打印区内的气压压低于0.3个大气压;步骤s3:关闭出气孔抽气,启动进气孔输入非氧气体,恢复打印区内的气压至1个大气压,形成无氧环境;步骤s4:启动打印平台,在料槽内移动打印平台至打印原点,启动lcd屏投光,逐步完成3d立体成型打印。
10.与现有技术相比,本发明提供的一种下沉式lcd高速连续3d打印机及打印方法具有以下有益效果:
11.通过在打印区内设置料槽、打印平台及lcd屏,并在料槽顶部的两个相对侧面上分别设置进气孔和出气孔,并基于出气孔进行抽真空操作后,通过进气孔输入非氧气体,使得打印区内形成无氧环境,此时再启动打印工作,在3d打印时一直处于无氧条件下,从而避免
氧气对自由基型紫外光固化反应的影响,相对于常规有氧条件下的3d打印能大幅提高打印速度,且打印材料固化表面干燥效果好,打印精度进一步提升。
附图说明
12.为了更清楚地说明本发明实施例技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
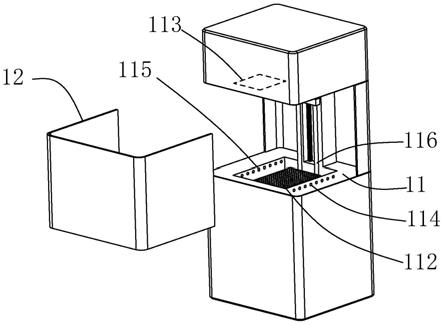
13.图1是本发明第一实施例提供的一种下沉式lcd高速连续3d打印机的结构示意图。
14.图2是本发明第一实施例提供的一种下沉式lcd高速连续3d打印机中打印区的结构示意图。
15.图3是本发明第二实施例提供的一种下沉式lcd高速连续3d打印方法的流程图。
16.附图标记说明:
17.1、下沉式lcd高速连续3d打印机;
18.11、打印区;12、密封罩;
19.111、料槽;112、打印平台;113、lcd屏;114、进气孔;115、出气孔;116、连接杆。
具体实施方式
20.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
21.还应当理解,在此本发明说明书中所使用的术语仅仅是出于描述特定实施例的目的而并不意在限制本发明。如在本发明说明书和所附权利要求书中所使用的那样,除非上下文清楚地指明其它情况,否则单数形式的“一”、“一个”及“该”意在包括复数形式。
22.还应当进一步理解,在本发明说明书和所附权利要求书中使用的术语“和/或”是指相关联列出的项中的一个或多个的任何组合以及所有可能组合,并且包括这些组合。
23.请结合图1和图2,本发明第一实施例公开了一种下沉式lcd高速连续3d打印机1,包括机身,机身用于承载打印组件,具体地,所述机身包括打印区11及密封罩12,所述密封罩12围合密封所述打印区11。
24.所述打印区11内设有料槽111、打印平台112及lcd屏113,所述lcd屏113设于所述料槽111顶部,所述打印平台112置于所述料槽111内,所述打印平台112相对于所述lcd屏113靠近或远离。
25.所述料槽111靠近所述lcd屏113一端的侧面分别开设有进气孔114和出气孔115,所述进气孔114和所述出气孔115分设于所述料槽111的相对两侧面。
26.可以理解,所述进气孔114及所述出气孔115分别连接有气泵,用于分别进行进气和排气操作,具体为进气孔114用于给打印区11内输入非氧气体,出气孔115用于给密封后的打印区11进行抽真空操作。
27.可选地,作为一种实施例,所述料槽111用于盛装打印液,该打印液为3d打印树脂液体,用于3d打印成型,该3d打印树脂密度为1.05-1.25g/cm3。在本实施例中,所述打印液
顶部铺设有透明液体,所述透明液体的密度低于所述打印液的密度,所述透明液体的透光率大于或等于80%,且该透明液体的粘度为6cst,25℃,密度为0.95g/
㎝3,例如,所述透明液体可以为聚醚改性聚有机硅氧烷。
28.请继续参阅图2,所述密封罩12为u型结构,所述密封罩12卡接于所述打印区11外周侧,所述密封罩12为透明材质,当密封罩12卡接定位于打印区11上时,所述密封罩12密封所述打印区11。
29.所述打印平台112与所述打印区11的顶部之间设有连接杆116,所述连接杆116与所述机身滑动连接,所述连接杆116驱动所述打印平台112在料槽111内移动。
30.具体地,所述连接杆116可以设置为基于丝杆驱动的滑动杆结构,也可以设置为基于气缸或者液压缸驱动的伸缩杆结构,只要可以通过连接杆116带动打印平台112在料槽111内移动,使得打印平台112相对于lcd屏113靠近或远离,以完成3d打印工作即可,在此不做限定。
31.请参阅图3,本发明第二实施例还提供一种一种下沉式lcd高速连续3d打印方法,其采用如上述第一实施例提供的下沉式lcd高速连续3d打印机1,其特征在于:包括以下步骤:
32.步骤s1:关闭密封罩,将打印区形成密封区域;
33.步骤s2:启动出气孔抽气,将打印区内的气压压低于0.3个大气压;
34.步骤s3:关闭出气孔抽气,启动进气孔输入非氧气体,恢复打印区内的气压至1个大气压,形成无氧环境;
35.步骤s4:启动打印平台,在料槽内移动打印平台至打印原点,启动lcd屏投光,逐步完成3d立体成型打印。
36.可以理解,在步骤s4中,打印原点为料槽111内的液面原点,再通过lcd屏113投光,利用连接杆116驱动下降打印平台112以控制打印层厚,打印平台112连续下降,从而达到立体成型的效果。进一步地,在液面原点位置铺设有低密度的透明液体,所述透明液体的密度低于3d打印树脂的打印液的密度,且透光率大于等于80%的低粘度液体,利用低粘度液体在3d打印树脂的打印液面铺展隔绝氧气,进一步提高打印速度。
37.与现有技术相比,本发明提供的一种下沉式lcd高速连续3d打印机及打印方法具有以下有益效果:
38.通过在打印区内设置料槽、打印平台及lcd屏,并在料槽顶部的两个相对侧面上分别设置进气孔和出气孔,并基于出气孔进行抽真空操作后,通过进气孔输入非氧气体,使得打印区内形成无氧环境,此时再启动打印工作,在3d打印时一直处于无氧条件下,从而避免氧气对自由基型紫外光固化反应的影响,相对于常规有氧条件下的3d打印能大幅提高打印速度,且打印材料固化表面干燥效果好,打印精度进一步提升。
39.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到各种等效的修改或替换,这些修改或替换都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1