套管热压合设备的制作方法
1.本发明涉及一种自动化生产设备,特别是用于对套管进行自动热压合的设备。
背景技术:
2.现有的电容包设计,大多为中央部份设有金属包裹的圆柱状电容,电容一侧穿出金属接脚,电容的侧面、顶部及底部再分别由单一热缩套管部份包覆,其制造时,先将热缩套管套接在电容外,再利用人工透过热风枪吹热缩套管来使热缩套管缩小,完成包装,惟此种产品在生产时存在无一致性及防水性较差的问题,降低了产品的良品率,也严重损害了企业的生产效益。
3.有鉴于此,如何开发一种适合自动化制造的电容包及其对应的制造设备,遂成相关业者值得研发之目标。
技术实现要素:
4.本发明的目的在于提供一种全新的自动化热压合设备,以解决现存的技术缺陷。
5.本发明解决其技术问题所采用的技术方案是:
6.套管热压合设备,包括安装平台及设置在安装平台上的循环输送机构、热压机构、压合整形机构、下料机构,所述循环输送机构上设置有若干用于定位工件的治具,循环输送机构用于携带治具循环运动向前输送,所述热压机构用于将套设在工件外部的套管两端加热压合,所述压合整形机构用于对工件上完成热压的套管两端进行进一步压合,所述下料机构用于将完成进一步压合的工件下料。
7.作为上述技术方案的改进,所述循环输送机构包括固定在安装平台上的循环机构安装板及循环线驱动电机,所述循环机构安装板上安装有主动轴及从动轴,所述主动轴上设置有主动链轮,所述从动轴上设置有从动链轮,所述主动链轮与从动链轮之间绕设有循环链条,所述治具具有多个并均匀分布在循环链条外周沿。
8.作为上述技术方案的进一步改进,所述循环线驱动电机通过电机座固定安装在安装平台上,循环线驱动电机的输出端设置有联轴器并通过所述联轴器连接到所述主动轴的一端,所述从动轴的两端设置有活动轴承盖,所述活动轴承盖通过轴承盖安装板及轴承盖安装框固定安装在循环机构安装板上;
9.作为上述技术方案的进一步改进,所述循环机构安装板侧部设置有固定在安装平台上的线头上料辅助板,所述线头上料辅助板上设置有线头定位块,所述线头上料辅助板及线头定位块用于对工件的线头进行上料辅助及上料定位。
10.作为上述技术方案的进一步改进,所述热压机构包括固定安装在安装平台上的热压机构第一安装板及热压机构第二安装板,所述热压机构第一安装板及热压机构第二安装板上分别安装有第一热压气缸、第二热压气缸,所述第一热压气缸及第二热压气缸均为双头气缸,第一热压气缸的第一输出端、第二输出端分别设置有第一热压连接板、第二热压连接板,所述第一热压连接板、第二热压连接板上分别安装有第一热压块、第二热压块,所述
第二热压气缸的第一输出端、第二输出端分别设置有第三热压连接板、第四热压连接板,所述第三热压连接板、第四热压连接板上分别安装有第三热压块、第四热压块,所述第一热压块、第二热压块、第三热压块及第四热压块内均设置有加热棒,第一热压块与第二热压块配套使用并用于对工件的外部套管的第一端进行加热压合,第三热压块与第四热压块配套使用并用于对工件的外部套管的第二端进行加热压合。
11.作为上述技术方案的进一步改进,所述第一热压块通过第一热压连杆固定连接到所述第一热压连接板上,所述第二热压块通过第二热压连杆固定连接到所述第二热压连接板上,所述第三热压块通过第三热压连杆固定连接到所述第三热压连接板上,所述第四热压块通过第四热压连杆固定连接到所述第四热压连接板上。
12.作为上述技术方案的进一步改进,所述压合整形机构包括固定安装在安装平台上的整形机构第一安装板及整形机构第二安装板,所述整形机构第一安装板及整形机构第二安装板上分别安装有第一整形气缸、第二整形气缸,所述第一整形气缸及第二整形气缸均为双头气缸,第一整形气缸的第一输出端、第二输出端分别设置有第一整形连接板、第二整形连接板,所述第一整形连接板、第二整形连接板上分别安装有第一整形块)、第二整形块,所述第二整形气缸的第一输出端、第二输出端分别设置有第三整形连接板、第四整形连接板,所述第三整形连接板、第四整形连接板上分别安装有第三整形块、第四整形块,第一整形块与第二整形块配套使用并用于对工件的外部套管的第一端进行压合整形,第三整形块与第四整形块配套使用并用于对工件的外部套管的第二端进行压合整形。
13.作为上述技术方案的进一步改进,所述第一整形块通过第一整形连接块固定连接到所述第一整形连接板上,所述第二整形块通过第二整形连接块固定连接到所述第二整形连接板上,所述第三整形块通过第三整形连接块固定连接到所述第三整形连接板上,所述第四整形块通过第四整形连接块固定连接到所述第四整形连接板上。
14.作为上述技术方案的进一步改进,所述下料机构包括直接或间接安装在所述安装平台上的下料机构底板,所述下料机构底板上设置有直线气缸模组,所述直线气缸模块的输出端设置有水平滑动安装座,所述水平滑动安装座上设置有升降驱动气缸,所述升降驱动气缸的输出端设置有升降滑动安装板,所述升降滑动安装板上设置有夹爪气缸,所述夹爪气缸的输出端设置有用于夹取工件的下料夹爪。
15.作为上述技术方案的进一步改进,所述下料机构底板通过下料机构连接板固定安装在所述压合整形机构侧部,所述直线气缸模块为无杆直线气缸模块,所述升降驱动气缸为滑台气缸。
16.作为上述技术方案的进一步改进,还包括机架,所述安装平台设在所述机架上,安装平台上还设有操控平台。
17.本发明的有益效果是:本发明提供了套管热压合设备,该种套管热压合设备设置有循环输送机构、热压机构、压合整形机构、下料机构及治具,通过循环输送机构、热压机构、压合整形机构、下料机构及治具可实现电容包的自动压套管工作,整个过程实现自动化生产,具有自动化程度高的优点,在实际应用时能够有效提升生产效率,降低劳动强度及人工成本,而且,由于人工参与少,套管压合及整形的一致性高,有利于提升产品的良品率,有助于提升企业的生产效益。
18.综上,该种套管热压合设备解决了现有技术存在的自动化程度低、劳动强度大、人
工成本高、生产效率低下、产品一致性差等技术缺陷。
附图说明
19.下面结合附图和实施例对本发明进一步说明。
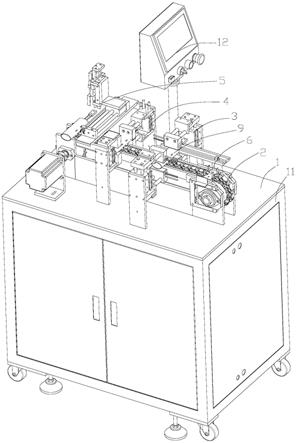
20.图1是本发明的装配示意图;
21.图2是本发明的另一装配示意图;
22.图3是本发明中循环输送机构的装配示意图;
23.图4是本发明中循环输送机构的结构拆分图;
24.图5是本发明中热压机构的装配示意图;
25.图6是本发明中压合整形机构及下料机构的装配示意图;
26.图7是本发明中压合整形机构及下料机构的另一装配示意图。
27.图8是本发明的工件成品的侧向示意图。
具体实施方式
28.以下将结合实施例和附图对本发明的构思、具体结构及产生的技术效果进行清楚、完整地描述,以充分地理解本发明的目的、特征和效果。显然,所描述的实施例只是本发明的一部分实施例,而不是全部实施例,基于本发明的实施例,本领域的技术人员在不付出创造性劳动的前提下所获得的其他实施例,均属于本发明保护的范围。另外,专利中涉及到的所有联接/连接关系,并非单指构件直接相接,而是指可根据具体实施情况,通过添加或减少联接辅件,来组成更优的联接结构。本发明创造中的各个技术特征,在不互相矛盾冲突的前提下可以交互组合,参照图1-7。需要强调的是,本发明的各图是按照真实比例绘制而成,但为了保持说明书的简洁,故仅就主要部件的大致位置进行说明,但各部件的相对位置均属于本发明的技术内容。
29.本发明提出了一种新的电容包设计,见图5中的工件9,于本例中,其为一电容包,由图可见其包括两端开口的热缩套管,而热缩套管中係设置有一电芯/电容单元,而热缩套管的一侧有穿出一带头缆线,带头缆线与其内容的电容单元电连接。藉由将其两压合熔融封闭后,即得如图8的成品,可见其热缩套管的的两端己被熔融压合并收歛状,而与电容包a内部电容电连接的带头缆线从电容包a的其中一端穿出。藉此设计,工件9(电容包)可有效地藉由自动化生产设备制造,克服以往设计的电容包a无法自动化制造的缺点。另外,由于电容包a的两开口己被熔融封闭,其防水性等均较以往的设计优异。
30.另外,本发明进一步提出了一种套管热压合设备,其可进行上开电容包产品或其他採用类似设计的产品的制造。以下将以本发明的套管热压合设备被应用来压合电容包产品为例,说明本发明的套管热压合设计的技术细节。举例来说,本发明的套管热压合设备可包括安装平台1、设置在安装平台1上的循环输送机构2、热压机构3、压合整形机构4、下料机构5。见图3,所述循环输送机构2上设置有若干用于定位工件9的治具6,见图2,循环输送机构2用于携带治具6循环运动并通过治具6带动工件9向前输送,见图5,所述热压机构3用于将套设在工件9外部的套管两端加热压合,见图6,所述压合整形机构4用于对工件9上完成热压的套管两端进行压合整形,所述下料机构5用于将完成压合整形的工件9下料。本实施例中,工件9为电容包,在其他实施例中,本发明也可应用在其他产品的热压合过程中。
31.具体实施本发明时,将已套设有套管的工件9放置在循环输送机构2上的上料工位处的一个治具6中,利用治具6将工件9固定后,循环输送机构2通过治具6将工件9夹紧并向前输送到热压机构3对应的工位,工件9到位后,所述热压机构3对工件9外部套设的套管两端进行初步加热压合,结束压合时,工件9的两端不必然己完全闭合;进一步,加热压合后的工件9继续被循环输送机构2输送到压合整形机构4对应的工位,到位后,所述压合整形机构4对经过加热压合的工件9的套管进行压合整形,以确保工件9的两端己妥善闭合并与外界隔离;进一步,经过压合整形后的工件9到达下料工位,通过下料机构5将工件9下料,下料后,治具6在循环输送机构2的循环运动并回到初始上料工位,实现循环应用,从而实现自动化工作。
32.还包括机架11,所述安装平台1设在所述机架11上,安装平台1上还设有操控平台12。
33.见图3、4,本技术方案中,所述循环输送机构2包括固定在安装平台1上的循环机构安装板21及循环线驱动电机22,所述循环机构安装板21上安装有主动轴23及从动轴24,所述主动轴23上设置有主动链轮25,所述从动轴24上设置有从动链轮26,所述主动链轮25与从动链轮26之间绕设有首尾相连并呈环状的循环链条27,所述循环线驱动电机22带动主动轴23转动,主动轴23通过主动链轮25带动循环链条27循环运转。
34.所述治具6具有多个并均匀分布在循环链条27外周沿。循环输送机构2包括与循环机构安装板21相连且位于循环链条27的左、右两侧的左、右挡板,循环链条27被埋入左、右挡板中且在高度方向不凸出左、右挡板,而各个治具6被固定在循环链条27的外沿表面并覆盖左、右挡板的部份上方表面,另外,治具6的宽度大于左、右挡板之间的距离。亦即,循环链条27除从左、右挡板的上、下方可见外,对位于操控平台12的操作人员来说,循环链条27的侧边是被妥善屏闭的,藉此设计,可减少操作员衣服、头发被铰入装置的风险。
35.所述循环线驱动电机22通过电机座221固定安装在安装平台1上,循环线驱动电机22的输出端设置有联轴器222并通过所述联轴器222连接到所述主动轴23的一端,所述从动轴24的两端设置有活动轴承盖241,所述活动轴承盖241通过轴承盖安装板242及轴承盖安装框243固定安装在循环机构安装板21上。
36.见图3,所述循环机构安装板21侧部设置有固定在安装平台1上的线头上料辅助板28。线头上料辅助板28位于循环输送机构2和操控平台12之间。由图5的工件9的设计可见,在其压合完成前,工件9的线头是悬空设置的,而线头上料辅助板28可承托工件9的两条的线头,从而进行上料辅助及上料定位。所述线头上料辅助板28主要的工作平表面是其上方表面,线头上料辅助板28的上方表面沿循环链条27的行进方向设有直线凹槽,用以供线头定位块281嵌设于其中。另外,线头上料辅助板28上表面的高度略高于动循环链条27上的治具6,在操作人员将工件9的设于治具6上时,略高的线头上料辅助板28的上表面可有效承载从工件9的后部伸出的未被固定的缆线,避免工件9的其他部份铰入循环链条27,减少意外发生的机会,並確保工件9的兩條纜線不會在行進間因缺乏支撐而旋轉,導致兩條纜線非水平排列而致壓合期間被損毁。线头上料辅助板28的长度从上料工位处延伸到热压机构3热压后的一小段位置,经过热压机构3的热压后,工件上的缆线的高度已经被初步固定,不会掉落循环链条2,且工件9的末端己形成初步的扁平结构,其将于后续压合时藉由自动转向至扁平面压合,故工件9不用再通过线头上料辅助板28对线头进行辅助定位。
37.见图5,所述热压机构3包括固定安装在安装平台1上的热压机构第一安装板311及热压机构第二安装板312,所述热压机构第一安装板311及热压机构第二安装板312分别设置在循环链条27的左、右两侧且分别安装有第一热压气缸321、第二热压气缸322,所述第一热压气缸321及第二热压气缸322均为双头气缸,位于第一热压气缸321上方的第一输出端及位于其下方的第二输出端分别设置有第一热压连接板331及第二热压连接板332,所述第一热压连接板331、第二热压连接板332上分别安装有第一热压块341、第二热压块342,所述第二热压气缸322的第一输出端、第二输出端分别设置有第三热压连接板333、第四热压连接板334,所述第三热压连接板333、第四热压连接板334上分别安装有第三热压块343、第四热压块344,所述第一热压块341、第二热压块342、第三热压块343及第四热压块344内均设置有加热棒,第一热压块341与第二热压块342配套使用并用于对工件9的外部套管的第一端进行垂直方向的加热压合,第三热压块343与第四热压块344配套使用并用于对工件9的外部套管的第二端进行垂直方向的加热压合。
38.需要进行热压时,所述第一热压气缸321驱动第一热压块341与第二热压块342相向垂直运动并对套管的第一端热压,所述第二热压气缸322驱动第三热压块343与第四热压块344相向垂直运动并对套管的第二端热压。
39.热压完成后,所述第一热压气缸321驱动第一热压块341与第二热压块342反向运动并对套管的第一端松开,所述第二热压气缸322驱动第三热压块343与第四热压块344反向运动并对套管的第二端松开。
40.进一步,所述第一热压块341通过第一热压连杆351固定连接到所述第一热压连接板331上,所述第二热压块342通过第二热压连杆352固定连接到所述第二热压连接板332上,所述第三热压块343通过第三热压连杆353固定连接到所述第三热压连接板333上,所述第四热压块344通过第四热压连杆354固定连接到所述第四热压连接板334上。
41.需要说明的是,工件9通过所述热压机构3并被热压机构3热压后,工件9外部套管的两端仅仅大致封口,需要再次压合整形才能完成整个压合过程,第二次压合整形过程采用压合整形机构4来完成,所述压合整形机构4包括固定安装在安装平台1上的整形机构第一安装板411及整形机构第二安装板412,所述整形机构第一安装板411及整形机构第二安装板412上分别安装有第一整形气缸421、第二整形气缸422,所述第一整形气缸421及第二整形气缸422均为双头气缸,第一整形气缸421的第一输出端、第二输出端分别设置有第一整形连接板431、第二整形连接板432,所述第一整形连接板431、第二整形连接板432上分别安装有第一整形块441、第二整形块442,所述第二整形气缸422的第一输出端、第二输出端分别设置有第三整形连接板433、第四整形连接板434,所述第三整形连接板433、第四整形连接板434上分别安装有第三整形块443、第四整形块444,第一整形块441与第二整形块442配套使用并用于对工件9的外部套管的第一端进行压合整形,第三整形块443与第四整形块444配套使用并用于对工件9的外部套管的第二端进行压合整形。
42.需要压合整形时,所述第一整形气缸421驱动第一整形块441与第二整形块442相向运动垂直并对套管的第一端压合整形,所述第二整形气缸322驱动第三整形块443与第四整形块444相向垂直运动并对套管的第二端压合整形。
43.压合整形后,所述第一整形气缸421驱动第一整形块441与第二整形块442反向运动并对套管的第一端松开,所述第二整形气缸322驱动第三整形块443与第四整形块444反
向运动并对套管的第二端松开。
44.所述第一整形块441通过第一整形连接块451固定连接到所述第一整形连接板431上,所述第二整形块442通过第二整形连接块452固定连接到所述第二整形连接板432上,所述第三整形块443通过第三整形连接块453固定连接到所述第三整形连接板433上,所述第四整形块444通过第四整形连接块454固定连接到所述第四整形连接板434上。
45.优选地,所述下料机构5包括直接或间接安装在所述安装平台1上的下料机构底板51,所述下料机构底板51上设置有直线气缸模组52,所述直线气缸模块52的输出端设置有水平滑动安装座53,所述水平滑动安装座53上设置有升降驱动气缸54,所述升降驱动气缸54的输出端设置有升降滑动安装板55,所述升降滑动安装板55上设置有夹爪气缸56,所述夹爪气缸56的输出端设置有用于夹取工件9的下料夹爪57。
46.在工件9下料时,通过直线气缸模块52及升降驱动气缸54实现下料夹爪57在水平方向及竖直方向的调整,通过夹爪气缸56驱动下料夹爪57运动并将产品夹爪,进而实现产品下料功能。在其他实施例中,需要的情况下,也可以采用顶出杆等其他实现下料功能的下料方式替换本实施例中的下料夹爪57,所有基于本发明构思的延伸均属于本发明的保护范围。
47.所述下料机构底板51通过下料机构连接板511固定安装在所述压合整形机构4侧部,所述直线气缸模块52为无杆直线气缸模块,所述升降驱动气缸54为滑台气缸。
48.以上是对本发明的较佳实施进行了具体说明,但本发明创造并不限于所述实施例,熟悉本领域的技术人员在不违背本发明精神的前提下还可做出种种的等同变形或替换,这些等同的变形或替换均包含在本技术权利要求所限定的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1