内胆结构的制作方法
1.本实用新型涉及一种内胆结构。
背景技术:
2.随着人们生活水平的日益提高,家用软水机的市场逐渐扩大,越来越多的家用软水机进入到人们家中,也受到人们的青睐。该类产品中所使用到的滤料罐往往采用玻璃钢压力容器,常规软水机中使用的玻璃钢压力容器采用聚乙烯材料(以下称为pe材料)作为基材。pe材料虽然具有卫生性好、物化性能稳定、使用寿命长等优点,但不可用于高温场合。正是这一点限制了软水机产品接在热水器后端的应用。
3.出于用户的进一步使用需求考虑,目前急需一种可用于直接软化热水的滤料罐来解决这一问题。
技术实现要素:
4.本实用新型要解决的技术问题是为了克服现有技术中内胆不具备耐热性的缺陷,提供一种内胆结构。
5.本实用新型是通过下述技术方案来解决上述技术问题:
6.一种内胆结构,包括内胆主体和位于所述内胆主体的开口内侧的镶件,所述内胆主体由聚丁烯材料制成。
7.在本实用新型中,采用上述结构形式,使内胆结构在常规液态水所对应的温度范围均具有较好的耐热性,可以用于容纳热水。
8.较佳地,所述镶件与所述内胆主体的开口互相嵌套。
9.在本实用新型中,通过上述结构形式,将内胆主体和镶件更紧密地结合,使内胆结构具有更好的一体性,以及更好的结构稳定性,防止受热造成开裂或变形。
10.较佳地,所述镶件上形成有过孔,所述内胆主体的开口具有穿过所述过孔的延伸部。
11.在本实用新型中,通过上述结构形式,使内胆主体的开口和镶件连接更加牢固,内胆主体的开口延伸并穿过过孔,具有定位和稳固的效果。
12.较佳地,穿出所述过孔的所述延伸部的前端直径大于所述过孔的直径。
13.在本实用新型中,通过上述结构形式,即使镶件向脱离内胆主体的开口的方向运动,也会被较大直径的延伸部的前端卡住位置,无法轻易脱离。
14.较佳地,穿出不同所述过孔的两个所述延伸部的前端连接为一体。
15.较佳地,相邻的两个所述延伸部的前端连接为一体。
16.较佳地,所述镶件具有止转特征,所述止转特征位于所述镶件与所述内胆主体的接触面上。
17.较佳地,所述止转特征包括沿所述内胆主体的开口轴向布置的加强筋,所述加强筋与所述内胆主体相配合。
18.较佳地,所述止转特征包括位于所述镶件外沿的缺口,所述缺口与所述内胆主体相配合。
19.一种镶件,所述镶件外部具有与内胆主体的开口相匹配的特征,所述内胆主体与所述镶件共同组成如上所述的内胆结构。
20.本实用新型的积极进步效果在于:该内胆结构及吹塑制造内胆结构的方法使内胆结构在常规液态水所对应的温度范围均具有较好的耐热性,可以用于容纳热水,通过工艺优化克服了材料特性的缺点,实现了上述内胆结构的制造。
附图说明
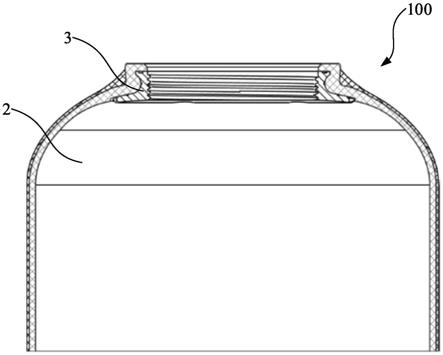
21.图1为本实用新型实施例中内胆结构的开口部分的剖视图。
22.图2为本实用新型实施例中镶件的剖视图。
23.图3为本实用新型实施例中镶件的俯视图。
24.图4为本实用新型实施例中镶件的侧视图。
25.附图标记说明:
26.内胆结构100
27.内胆主体2
28.镶件3
29.过孔31
30.加强筋32
31.缺口33
具体实施方式
32.下面通过实施例的方式进一步说明本实用新型,但并不因此将本实用新型限制在所述的实施例范围之中。
33.如图1-4所示,本实施例提供一种内胆结构100,包括内胆主体2和位于内胆主体2的开口内侧的镶件3,内胆主体2由聚丁烯材料制成。镶件3与内胆主体2的开口互相嵌套,镶件3上形成有过孔31,内胆主体2的开口具有穿过过孔31的延伸部。
34.具体地,在本实施例中,镶件3具有一扁平的圆形底面,底部上方具有一圆柱形的连接部,连接部内侧设有螺纹口,用于和其他部件相连。底面上沿圆周方向均匀分布有过孔31,用于容纳内胆主体2的开口的延伸部并穿过。延伸部穿过所有过孔31后,镶件3与内胆主体2的开口就形成了互相嵌套的结构,也就不会轻易发生相对转动。
35.聚丁烯材料在热水所处温度范围内具有良好的力学性能和耐热性能,通过使用聚丁烯材料来制造内胆主体2,使其可以容纳热水,满足使用需求。但由于聚丁烯材料在成型过程中无法十分牢固地附着于镶件3表面,用聚丁烯材料制造内胆主体2容易发生脱落。本实施例中,通过将镶件3与内胆主体2的开口共同形成嵌套结构,具有定位和稳固的效果,使其不易脱落,利用结构特征的作用克服了材料自身的性能缺陷。
36.进一步地,穿出过孔31的延伸部的前端直径大于过孔31直径,这样一来,即使镶件3向脱离内胆主体2的开口的方向运动,也会被较大直径的延伸部的前端卡住位置,无法轻易脱离。
37.如图1-4所示,穿出不同过孔31的两个延伸部的前端连接为一体,相邻的两个延伸部的前端连接为一体。
38.具体地,在本实施例中,多个延伸部的前端连接为一体。不仅可以使嵌套结构整体具有更好的固定效果,还能平均分摊圆周各个方向上的载荷,延长内胆结构100的使用寿命。
39.如图1-4所示,镶件3还具有止转特征,止转特征位于镶件3与内胆主体2的接触面上。止转特征包括沿内胆主体2的开口轴向布置的加强筋32,加强筋32与内胆主体2相配合。止转特征还包括位于镶件3外沿的缺口33,缺口33与内胆主体2相配合。
40.具体地,在本实施例中,镶件3的底面和连接部的边界处设有径向的加强筋32,加强筋32沿内胆主体2的开口轴向布置。镶件3的底面的外沿处加工形成缺口33,缺口33与内胆主体2相配合。
41.为了克服聚丁烯材料本身的性能缺陷,除了嵌套特征以外,还通过加强筋32和缺口33等止转特征,来减少镶件3与内胆主体2发生相对转动的可能性。利用多个止转特征可以分摊一部分延伸部与镶件3之间的受力,使其不易损坏,进一步延长使用寿命。
42.本实施例还提供一种吹塑制造内胆结构100的方法,吹塑制造内胆结构100的方法包括以下步骤:
43.步骤s1、将镶件预热5分钟,预热温度不低于70℃;
44.步骤s2、将预热好的镶件固定于下拉机构;
45.步骤s3、从口模送出聚丁烯材料的料胚,料胚送出时的温度范围为170℃-230℃;
46.步骤s4、料胚覆盖整个撑料机构;
47.步骤s5、将料胚放于撑料机构上,通过撑料机构将料胚外扩,再将料胚套在镶件上;
48.步骤s6、合模;
49.步骤s7、下拉机构带动镶件和吹针向下拉;
50.步骤s8、进行内部吹气并保压;
51.步骤s9、开模,卸下吹针,得到包含镶件和内胆主体的内胆结构。
52.在上述步骤中,首先聚丁烯料胚被加热到170℃-230℃,然后利用撑料机构将料胚外扩并套在镶件3上,随后合模并利用下拉机构将镶件3和吹针下拉,进行内部吹气并保压,最后获得包含镶件3和内胆主体2的内胆结构100。
53.本实施例中利用吹塑成型的方式来制造聚丁烯材料内胆结构100,经过工艺优化,克服了聚丁烯材料内胆结构100在成型过程中容易开裂、无法紧密结合的缺陷,得到了一种吹塑制造内胆结构100的方法,使制造内胆结构100的难度和成本都大大降低,同时也提高了制造效率。
54.具体地,在本实施例中的步骤s1中,在制造过程开始之前,先将直接接触料胚的镶件3预热到稍高的温度,使其在后续制造过程中不会对与镶件3直接接触的聚丁烯材料产生迅速降温效果,进而保持其高温时的流动性,这样内胆材料与镶件3的嵌套更加充分,贴合更加牢固、不分层,从而可以大幅度提高内胆结构100的结构强度,进而在制造过程中提高良品率。
55.具体地,在本实施例中的步骤s5中,将直径较小的料胚外扩之后套在镶件3上,使
其与镶件3紧密结合,更容易形成嵌套结构。另外,采用小直径的料胚还能获得更轻薄的内胆主体2,利于成型的同时还能减少成本、提高材料利用率。
56.作为对比,如果采用大直径的料胚,一方面内胆结构100的整体重量增加,导致成本增加,另一方面大直径的料胚在吹塑成型过程中无法保证各处均匀拉伸,拉伸的充分程度不同则其壁厚也不同,影响产品的整体质量。
57.进一步地,在本实施例中的步骤s4中,将料胚覆盖整个撑料机构,使外扩更加容易、外扩效果更加均匀,更有利于吹塑成形。
58.具体地,在本实施例中的步骤s7中,在合模之后将预热好的镶件3和吹针下拉,使聚丁烯材料能够在下拉过程中形成穿过过孔的延伸部,使镶件与内胆主体结合更紧密,不易脱落。
59.进一步地,经过反复试验和工艺优化,在本实施例中的步骤s3中,料胚的温度范围为190℃-210℃。在上述温度范围内进行吹塑成型,可以使聚丁烯料胚能够在最佳成型温度进行吹塑成型,避免成型缺陷,例如因坠料导致的断裂和强度不足导致的开裂,以获得最好的力学性能和耐热性能,从而使内胆结构100可以用于热水,满足用户对于直接软化热水的滤料罐的需求。
60.虽然以上描述了本实用新型的具体实施方式,但是本领域的技术人员应当理解,这仅是举例说明,本实用新型的保护范围是由所附权利要求书限定的。本领域的技术人员在不背离本实用新型的原理和实质的前提下,可以对这些实施方式做出多种变更或修改,但这些变更和修改均落入本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1