一种口罩料带焊接装置的制作方法
1.本实用新型涉及超声波焊接技术领域,尤其涉及一种口罩料带焊接装置。
背景技术:
2.kn95口罩本体生产加工过程中,口罩料带在经过对折、压合加工后,需要将对折后口罩本体轮廓的两个侧边进行焊接,对折压合后的口罩料带如附图1所示,即对口罩本体轮廓1的第一侧边1a和第二侧边1b的上下层进行焊合,从而形成鸭嘴型的口罩本体,以便进行后续的打片生产。
3.目前的料带焊接装置,多通过超声波焊头与焊辊相配合的方式实现对匀速输送料带的焊接,通常适用于单层料带焊接,由于对折后的kn95口罩料带较厚,现有的焊接装置无法保证在料带匀速输送过程中实现对对折后口罩料带的有效焊合,易存在焊接不完全现象的发生,焊合质量差。
技术实现要素:
4.为了克服上述所指出的现有技术的缺陷,本发明人对此进行了深入研究,在付出了大量创造性劳动后,从而完成了本实用新型。
5.具体而言,本实用新型所要解决的技术问题是:提供一种口罩料带焊接装置,以实现对折加工后口罩料带的有效焊接,满足对匀速输送kn95口罩料带的高质量焊合需求。
6.为解决上述技术问题,本实用新型的技术方案是:
7.一种口罩料带焊接装置,包括安装底板,所述安装底板上沿口罩料带输送方向滑动安装有第一驱动装置驱动的焊接随动底板,所述焊接随动底板上沿竖直方向滑动安装有第二驱动装置驱动的焊接顶托板,所述焊接顶托板上沿料带输送方向排列安装有若干焊接齿形块,所述焊接齿形块与口罩本体轮廓所需焊合的相邻侧边形状相适配,所述焊接随动底板上还固定安装有超声波封装总成,所述超声波封装总成位于所述焊接顶托板上方,且所述超声波封装总成的超声波焊头分别与所述焊接齿形块对应设置。
8.作为一种改进的技术方案,所述安装底板上设有两平行设置的导轨,所述导轨上滑动安装有滑块,所述滑块固定安装于所述焊接随动底板上,所述焊接随动底板通过所述导轨和所述滑块于所述安装底板上滑动安装;
9.所述第一驱动装置包括通过电机安装板固定安装于所述安装底板上的驱动电机,所述安装底板上转动安装有丝杆,所述丝杆与所述导轨平行设置,且所述丝杆上螺纹配合安装有丝杆螺母,所述丝杆螺母通过螺母安装块与所述焊接随动底板固定连接,所述丝杆的一端安装有从动带轮,所述驱动电机的输出轴上安装有主动带轮,所述主动带轮与所述从动带轮间架绕有传动带,且所述主动带轮通过所述传动带与所述从动带轮传动连接。
10.作为一种改进的技术方案,所述安装底板上还安装有槽型光电开关,所述槽型光电开关分别靠近所述丝杆的两端设置,所述焊接随动底板上固定安装有与所述槽型光电开关对应设置的光电感应片。
11.作为一种改进的技术方案,所述焊接随动底板上固定安装有若干直线轴承,所述直线轴承内分别活动插装有导杆,所述导杆的顶端与所述焊接顶托板固定相连;
12.所述第二驱动装置包括固定安装于所述焊接随动底板上的气缸,所述气缸的活塞轴与所述焊接顶托板的底面中间位置相连接。
13.作为一种改进的技术方案,所述焊接随动底板的底面固定安装有分别与所述导杆对应设置的缓冲垫,所述缓冲垫下方设有焊接上缓冲挡脚,所述焊接上缓冲挡脚的螺杆部贯穿所述缓冲垫并螺纹安装于所述导杆的底端,且所述焊接上缓冲挡脚的螺杆部上螺纹安装有第一防松螺母;
14.所述焊接顶托板与所述焊接随动底板之间设有若干焊接下缓冲螺栓,所述焊接下缓冲螺栓螺纹安装于所述焊接顶托板上,且所述焊接下缓冲螺栓上螺纹安装有第二防松螺母。
15.作为一种改进的技术方案,所述焊接顶托板上设有齿形块安装板,所述齿形块安装板上开设有第一条形孔,所述齿形块安装板通过贯穿其第一条形孔的安装螺栓固定安装于所述焊接顶托板上,所述焊接齿形块固定安装于所述齿形块安装板上。
16.作为一种改进的技术方案,所述焊接随动底板上固定安装有封装总成安装架,所述超声波封装总成固定安装于所述封装总成安装架上,且所述封装总成安装架的进料侧和出料侧均设有导料辊。
17.作为一种改进的技术方案,所述封装总成安装架的支撑杆上固定安装有固定块,所述导料辊安装于对应设置的两所述固定块之间。
18.作为一种改进的技术方案,所述超声波封装总成包括超声波安装架以及安装于所述超声波安装架上的超声波焊接组件,所述超声波安装架上开设有第二条形孔,所述超声波安装架通过贯穿其第二条形孔的安装螺栓固定安装于所述封装总成安装架上;
19.所述超声波焊接组件包括超声波振子和超声波焊头,所述超声波振子通过安装盘安装于所述超声波安装架上,且所述安装盘上沿周向开设有第三条形孔,所述安装盘通过贯穿其第三条形孔的安装螺栓固定安装于所述超声波安装架上。
20.作为一种改进的技术方案,所述超声波安装架和所述封装总成安装架上均分别固定安装有风冷护罩,所述风冷护罩上固定安装有散热扇,所述散热扇分别与所述超声波振子和所述超声波焊头对应设置。
21.采用了上述技术方案后,本实用新型的有益效果是:
22.(1)该口罩料带焊接装置,对折后的口罩料带自焊接齿形块和超声波焊头之间匀速输送,工作时,气缸动作,驱动焊接顶托板上升,将需要焊合的一段口罩料带夹持在焊接齿形块和超声波焊头之间,且焊接齿形块的形状确保对口罩料带的夹持位置正好是口罩本体轮廓需焊合的侧边位置,同时,驱动电机动作,带动焊接随动底板上的整个焊接部分随口罩料带一同匀速输送,并在随动过程中,在超声波焊头和焊接齿形块配合作用下,实现对口罩料带上下层口罩本体轮廓侧边的焊合,焊合完成后,气缸动作,驱动焊接顶托板下降复位,将口罩料带松开,同时在驱动电机驱动下,实现整个焊接部分的复位,以进行下一段口罩料带的焊合加工,从而实现对匀速输送口罩料带的有效焊接,且通过焊接齿形块和超声波焊头相配合,对口罩料带进行夹持并在随动过程中完成焊接加工的方式,焊接质量高,满足了对折后kn95口罩料带的焊接需求。
23.(2)焊接随动底板通过导轨和滑块于安装底板上滑动安装,并由驱动电机驱动实现往复滑动,从而实现焊接随动底板上焊接部分的随动焊接及焊接后的复位;此外,安装底板上安装有的槽型光电开关以及焊接随动底板上安装有的便于槽型光电开关检测的光电感应片,确保实现对焊接随动底板往复滑动行程的精确控制。
24.(3)焊接顶托板通过直线轴承和导杆实现于竖直方向上的滑动安装,滑动平稳可靠;焊接随动底板底面安装有的缓冲垫以及导杆底端安装有的焊接上缓冲挡脚,能够实现焊接顶托板上升时的缓冲,确保焊接齿形块对口罩料带的有效夹持,不致因夹持力过大对口罩料带造成损伤及可能焊穿口罩料带现象的发生,此外,焊接上缓冲挡脚的螺杆部螺纹安装于导杆的底端,通过对焊接上缓冲挡脚的调节,能够实现上缓冲调节,焊接上缓冲挡脚的螺杆部上安装有的第一防松螺母,起到对焊接上缓冲挡脚安装的有效防松作用;焊接顶托板上安装有的焊接下缓冲螺栓,在气缸驱动焊接顶托板下降复位时,能够实现缓冲保护,且通过对焊接下缓冲螺栓的调节,能够实现下缓冲调节,焊接下缓冲螺栓上安装有的第二防松螺母,起到对焊接下缓冲螺栓安装的有效防松作用。
25.(4)焊接齿形块通过齿形块安装板实现于焊接顶托板上的安装,通过齿形块安装板能够实现对焊接齿形块安装位置的调节;超声波振子通过安装盘安装于超声波安装架,并通过超声波安装架安装于封装总成安装架上,通过对超声波安装架的调节,能够实现对超声波焊头安装位置的调节,通过安装盘能够实现对超声波焊头的角度调节;从而通过对焊接齿形块的调节以及超声波焊头安装位置及角度的配合调节,能够确保焊接齿形块与超声波焊头的精准配合,进而实现对口罩料带的精准夹持焊接。
26.(5)封装总成安装架的进料侧和出料侧均设有的导料辊,起到对口罩料带输送的导向作用,确保口罩料带于超声波焊头的正下方并贴靠超声波焊头输送,便于实现对口罩料带的精准夹持焊接;导料辊于对应设置的固定块之间安装,通过固定块能够实现对导料辊安装高度的灵活调节。
27.(6)与超声波振子和超声波焊头对应安装的散热扇,能够分别实现对工作中的超声波振子和超声波焊头进行散热降温,确保超声波振子和超声波焊头保持良好的工作状态,故障率大大降低,使用寿命大大延长。
附图说明
28.为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
29.图1为口罩料带焊接前的结构示意图;
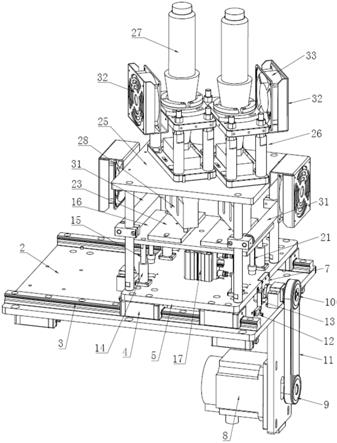
30.图2为本实用新型的结构示意图;
31.图3为本实用新型的另一立体结构示意图;
32.图4为本实用新型下半部分的结构示意图;
33.图5为本实用新型下半部分的另一立体结构示意图;
34.图6为本实用新型缓冲垫和焊接上缓冲挡脚的配合安装结构示意图;
35.图7为本实用新型焊接齿形块与口罩料带焊接位置的配合示意图;
36.图8为本实用新型超声波封装总成的安装结构示意图;
37.图9为本实用新型超声波封装总成的结构示意图;
38.附图标记:1-口罩本体轮廓;1a-第一侧边;1b-第二侧边;2-安装底板;3-导轨;4-滑块;5-焊接随动底板;6-丝杆;7-螺母安装块;8-驱动电机;9-主动带轮;10-从动带轮;11-传动带;12-槽型光电开关;13-光电感应片;14-直线轴承;15-导杆;16-焊接顶托板;17-气缸;18-缓冲垫;19-焊接上缓冲挡脚;20-第一防松螺母;21-焊接下缓冲螺栓;22-第二防松螺母;23-齿形块安装板;2301-第一条形孔;24-焊接齿形块;25-封装总成安装架;26-超声波安装架;2601-第二条形孔;27-超声波振子;28-超声波焊头;29-安装盘;2901-第三条形孔;30-固定块;31-导料辊;32-风冷护罩;33-散热扇。
具体实施方式
39.下面结合具体的实施例对本实用新型进一步说明。但这些例举性实施方式的用途和目的仅用来例举本实用新型,并非对本实用新型的实际保护范围构成任何形式的任何限定,更非将本实用新型的保护范围局限于此。
40.如图2至图9共同所示,本实施例提供了一种口罩料带焊接装置,包括安装底板2,安装底板2上沿口罩料带输送方向滑动安装有第一驱动装置驱动的焊接随动底板5,焊接随动底板5上沿竖直方向滑动安装有第二驱动装置驱动的焊接顶托板16,焊接顶托板16上沿料带输送方向排列安装有若干焊接齿形块24,焊接齿形块24与口罩本体轮廓所需焊合的相邻侧边形状相适配,焊接随动底板5上还固定安装有超声波封装总成,超声波封装总成位于焊接顶托板16上方,且超声波封装总成的超声波焊头28分别与焊接齿形块24对应设置。
41.本实施例中,安装底板2上设有两平行设置的导轨3,导轨3上滑动安装有滑块4,滑块4固定安装于焊接随动底板5上,焊接随动底板5通过导轨3和滑块4于安装底板2上滑动安装。
42.第一驱动装置包括通过电机安装板固定安装于安装底板2上的驱动电机8,安装底板2上转动安装有丝杆6,丝杆6与导轨3平行设置,且丝杆6上螺纹配合安装有丝杆螺母,丝杆螺母通过螺母安装块7与焊接随动底板5固定连接,丝杆6的一端安装有从动带轮10,驱动电机8的输出轴上安装有主动带轮9,主动带轮9与从动带轮10间架绕有传动带11,且主动带轮9通过传动带11与从动带轮10传动连接。
43.焊接随动底板5通过导轨3和滑块4于安装底板2上滑动安装,并由驱动电机8驱动实现往复滑动,从而实现焊接随动底板5上焊接部分的随动焊接及焊接后的复位。
44.本实施例中,安装底板2上还安装有槽型光电开关12,槽型光电开关12分别靠近丝杆6的两端设置,焊接随动底板5上固定安装有与槽型光电开关12对应设置的光电感应片13;安装底板2上安装有的槽型光电开关12以及焊接随动底板5上安装有的便于槽型光电开关12检测的光电感应片13,确保实现对焊接随动底板5往复滑动行程的精确控制。
45.为实现焊接顶托板16于竖直方向上的滑动安装,焊接随动底板5上固定安装有若干直线轴承14,直线轴承14内分别活动插装有导杆15,导杆15的顶端与焊接顶托板16固定相连;焊接顶托板16通过直线轴承14和导杆15实现于竖直方向上的滑动安装,滑动平稳可靠。
46.第二驱动装置包括固定安装于焊接随动底板5上的气缸17,气缸17的活塞轴与焊
接顶托板16的底面中间位置相连接。
47.本实施例中,焊接随动底板5的底面固定安装有分别与导杆15对应设置的缓冲垫18,缓冲垫18下方设有焊接上缓冲挡脚19,焊接上缓冲挡脚19的螺杆部贯穿缓冲垫18并螺纹安装于导杆15的底端,且焊接上缓冲挡脚19的螺杆部上螺纹安装有第一防松螺母20;焊接随动底板5底面安装有的缓冲垫18以及导杆15底端安装有的焊接上缓冲挡脚19,能够实现焊接顶托板16上升时的缓冲,确保焊接齿形块24对口罩料带的有效夹持,不致因夹持力过大对口罩料带造成损伤及可能焊穿口罩料带现象的发生,此外,焊接上缓冲挡脚19的螺杆部螺纹安装于导杆15的底端,通过对焊接上缓冲挡脚19的调节,能够实现上缓冲调节,焊接上缓冲挡脚19的螺杆部上安装有的第一防松螺母20,起到对焊接上缓冲挡脚19安装的有效防松作用。
48.本实施例中,焊接顶托板16与焊接随动底板5之间设有若干焊接下缓冲螺栓21,焊接下缓冲螺栓21螺纹安装于焊接顶托板16上,且焊接下缓冲螺栓21上螺纹安装有第二防松螺母22;焊接顶托板16上安装有的焊接下缓冲螺栓21,在气缸17驱动焊接顶托板16下降复位时,能够实现缓冲保护,且通过对焊接下缓冲螺栓21的调节,能够实现下缓冲调节,焊接下缓冲螺栓21上安装有的第二防松螺母22,起到对焊接下缓冲螺栓21安装的有效防松作用。
49.本实施例中,焊接顶托板16上设有齿形块安装板23,齿形块安装板23上开设有第一条形孔2301,齿形块安装板23通过贯穿其第一条形孔2301的安装螺栓固定安装于焊接顶托板16上,焊接齿形块24固定安装于齿形块安装板23上,通过齿形块安装板23能够实现对焊接齿形块24安装位置的调节。
50.本实施例中,焊接随动底板5上固定安装有封装总成安装架25,超声波封装总成固定安装于封装总成安装架25上。
51.本实施例中,超声波封装总成包括超声波安装架26以及安装于超声波安装架26上的超声波焊接组件,超声波安装架26上开设有第二条形孔2601,超声波安装架26通过贯穿其第二条形孔2601的安装螺栓固定安装于封装总成安装架25上;超声波焊接组件包括超声波振子27和超声波焊头28,超声波振子27通过安装盘29安装于超声波安装架26上,且安装盘29上沿周向开设有第三条形孔2901,安装盘29通过贯穿其第三条形孔2901的安装螺栓固定安装于超声波安装架26上。超声波振子27通过安装盘29安装于超声波安装架26,并通过超声波安装架26安装于封装总成安装架25上,通过对超声波安装架26的调节,能够实现对超声波焊头28安装位置的调节,通过安装盘29能够实现对超声波焊头28的角度调节。
52.通过对焊接齿形块24的调节以及超声波焊头28安装位置及角度的配合调节,能够确保焊接齿形块24与超声波焊头28的精准配合,进而实现对口罩料带的精准夹持焊接。
53.封装总成安装架25的进料侧和出料侧均设有导料辊31,导料辊31起到对口罩料带输送的导向作用,确保口罩料带于超声波焊头28的正下方并贴靠超声波焊头28输送,便于实现对口罩料带的精准夹持焊接;本实施例中,封装总成安装架25的支撑杆上固定安装有固定块30,导料辊31安装于对应设置的两固定块30之间,通过固定块30能够实现对导料辊31安装高度的灵活调节。
54.本实施例中,超声波安装架26和封装总成安装架25上均分别固定安装有风冷护罩32,风冷护罩32上固定安装有散热扇33,散热扇33分别与超声波振子27和超声波焊头28对
应设置,能够分别实现对工作中的超声波振子27和超声波焊头28进行散热降温,确保超声波振子27和超声波焊头28保持良好的工作状态,故障率大大降低,使用寿命大大延长。
55.基于上述结构的该口罩料带焊接装置,对折后的口罩料带自焊接齿形块24和超声波焊头28之间匀速输送,工作时,气缸17动作,驱动焊接顶托板16上升,将需要焊合的一段口罩料带夹持在焊接齿形块24和超声波焊头28之间,且焊接齿形块24的形状确保对口罩料带的夹持位置正好是口罩本体轮廓需焊合的侧边位置,同时,驱动电机8动作,带动焊接随动底板5上的整个焊接部分随口罩料带一同匀速输送,并在随动过程中,在超声波焊头28和焊接齿形块24配合作用下,实现对口罩料带上下层口罩本体轮廓侧边的焊合,焊合完成后,气缸17动作,驱动焊接顶托板16下降复位,将口罩料带松开,同时在驱动电机8驱动下,实现整个焊接部分的复位,以进行下一段口罩料带的焊合加工,从而实现对匀速输送口罩料带的有效焊接,且通过焊接齿形块24和超声波焊头28相配合,对口罩料带进行夹持并在随动过程中完成焊接加工的方式,焊接质量高,满足了对折后kn95口罩料带的焊接需求。
56.应当理解,这些实施例的用途仅用于说明本实用新型而非意欲限制本实用新型的保护范围。此外,也应理解,在阅读了本实用新型的技术内容之后,本领域技术人员可以对本实用新型作各种改动、修改和/或变型,所有的这些等价形式同样落于本技术所附权利要求书所限定的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1