一种汽车螺母装饰盖成型凹模的制作方法
1.本实用新型涉及汽车螺母装饰盖加工成型领域,具体涉及一种汽车螺母装饰盖成型凹模。
背景技术:
2.随着汽车行业的飞速发展,汽车的款式已经变得数不胜数,而消费者挑选的空间也变得是越来越大。每一款车型都有它独自具备的优点,但还是不可能做到十全十美。而每一款车型的某一点瑕疵很有可能就会导致消费者的离去,所以每一款车型都应在研发初期就要关注到汽车的每一个细节,尽可能的让产品更为完美。
3.现市场上有许多各式各样的轮辋样式,确实很大程度的提升了车辆的外观造型。但汽车轮胎大多数是通过螺栓和螺母固定在汽车传动轴上的,并且这些螺母通常是裸露在汽车轮毂的外面的,与外界空气是直接接触的,这不仅很大程度上降低了车型的整体美观性,而且这些螺母还会在自然环境的侵蚀下而导致生锈,降低了螺母与螺栓配合时的强度。
4.针对现有汽车螺母装饰盖的生产加工,设计了一款汽车螺母装饰盖注塑成型模具,相比常规成型加工效率大大提高,成型模具的凹模存在功能性缺陷,成型凹模中成型模块成一体设置,成型后螺母装饰盖脱模困难,螺母装饰盖粘连在成型模块上,由工作人员手持拆卸工具逐一拆卸,降低汽车螺母装饰盖的成型效率。
技术实现要素:
5.本实用新型提供一种汽车螺母装饰盖成型凹模,以解决现有技术存在的汽车螺母装饰盖成型凹模中成型模块呈一体设置,导致成型后的螺母装饰盖粘连在成型凹模上,卸料难度大,降低螺母装饰盖成型加工效率的问题。
6.为解决上述技术问题,本实用新型提供一种汽车螺母装饰盖成型凹模,包括有成型凹模、凹模导向板、凹模导向板固定板以及导柱,所述凹模导向板通过紧固件固定连接在成型凹模的下方,所述凹模导向板固定板通过紧固件固定连接在凹模导向板的下方,所述导柱穿设有成型凹模、凹模导向板以及凹模导向板固定板,所述成型凹模中设置有成型型腔,所述成型型腔与所述成型凹模成一体设置,所述成型型腔中安装设置有成型模块,所述成型模块呈分体式构造,所述成型模块中设置有限位板,所述成型模块贯穿设置在成型凹模、凹模导向板以及凹模导向板固定板中,所述成型型腔的底部设置有导流道。
7.优选的,所述成型型腔的横截面呈楔形设计,所述导流道横截面呈的十字型设置。
8.优选的,所述导流道与所述成型模块连通设置,所述导流道的中央位置设置有中间定位柱。
9.优选的,所述中间定位柱由凹模导向板底部向上安装,所述中间定位柱嵌设在凹模导向板上。
10.优选的,所述中间定位柱穿设有凹模导向板和成型凹模。
11.优选的,所述导柱呈多组设置在成型凹模上,所述限位板的外形与所述成型模块
的外形相契合。
12.优选的,所述成型模块的底部设置有环形垫圈,所述成型模块呈多组设置在成型型腔中,所述环形垫圈嵌设在凹模导向板固定板中,所述环形垫圈由橡胶材质加工而成。
13.优选的,所述成型凹模上还设置有凸模定位孔,所述凸模定位孔只在成型凹模的一侧设置有。
14.本实用新型带来的有益效果:
15.(1)本实用新型成型凹模整体结构简单,设计紧凑,便于工作人员安装加工,成型凹模在底部凹模导向板以及凹模导向板固定板的配合下,完成螺母装饰盖的注塑成型加工,相比常规加工方式加工周期大大缩短,加工效率大大提高;
16.(2)本实用新型通过在成型模块的底部设置环形垫块,使得成型模块整体结构不因上层凸模的压力遭到损坏,延长成型模块的使用寿命,成型凹模整体结构简单,设计紧凑,便于工作人员安装加工。
附图说明
17.图1是根据本实用新型汽车螺母装饰盖注塑成型模具的爆炸图;
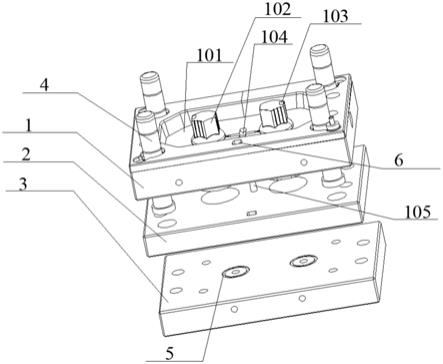
18.图2是根据本实用新型汽车螺母装饰盖注塑成型模具的整体图;
19.其中,1-成型凹模、101-成型型腔、102-成型模块、103-限位板、104-导流道、105-中间定位柱、2-凹模导向板、3-凹模导向板固定板、4-导柱、5-环形垫圈、6-凸模定位孔。
具体实施方式
20.为使本实用新型的目的、技术方案和优点更加清楚,以下结合具体实施例,对本实用新型作进一步地详细说明。
21.如图1-2所示,本实用新型提供了一种汽车螺母装饰盖成型凹模,包括有成型凹模1、凹模导向板2、凹模导向板固定板3以及导柱4,所述凹模导向板2通过紧固件固定连接在成型凹模1的下方,所述凹模导向板固定板3通过紧固件固定连接在凹模导向板2的下方,所述导柱4穿设有成型凹模1、凹模导向板2以及凹模导向板固定板3,所述成型凹模1中设置有成型型腔101,所述成型型腔101与所述成型凹模1成一体设置,所述成型型腔101中安装设置有成型模块102,所述成型模块102呈分体式构造,所述成型模块102中设置有限位板103,所述成型模块102贯穿设置在成型凹模1、凹模导向板2以及凹模导向板固定板3中,所述成型型腔101的底部设置有导流道104。
22.进一步来说,所述成型型腔101的横截面呈楔形设计,所述导流道104横截面呈的十字型设置。
23.进一步来说,所述导流道104与所述成型模块102连通设置,所述导流道104的中央位置设置有中间定位柱105。
24.进一步来说,所述中间定位柱105由凹模导向板2底部向上安装,所述中间定位柱105嵌设在凹模导向板2上。
25.进一步来说,所述中间定位柱105穿设有凹模导向板2和成型凹模1。
26.进一步来说,所述导柱4呈多组设置在成型凹模1上,所述限位板103的外形与所述成型模块102的外形相契合。
27.进一步来说,所述成型模块102的底部设置有环形垫圈5,所述成型模块102呈多组设置在成型型腔101中,所述环形垫圈5嵌设在凹模导向板固定板3中,所述环形垫圈5由橡胶材质加工而成。
28.进一步来说,所述成型凹模1上还设置有凸模定位孔6,所述凸模定位孔6只在成型凹模1的一侧设置有,所述成型模块102由抗粘连材质加工而成。
29.所述汽车螺母装饰盖成型凹模的工作原理如下:工作人员手动将凸模和凹模安装好,由外部的注塑料供给装置将注塑料输送至成型凹模1中的成型型腔101中,注塑料由导流道104流向成型模块102,通过成型模块102和凸模的相互作用,完成螺母装饰盖的初步成型加工,成型模块102采用分体式加工,工作人员手动拆卸下凸模后,通过操作限位板103上行,顶出成型模块102上的螺母装饰盖,通过成型模块102的分体式设置,使得限位板103上行顶出已加工成型的螺母装饰盖,相比常规拆卸方式效率大大提高,由于成型模块102由抗粘连材质加工而成,确保成型后的螺母装饰盖不粘连在成型模块102上,便于后期卸料,成型模块102体积大由凹模导向板2和凹模导向板固定板3的相互结合,完成成型模块102的固定工作,为后期螺母盖注塑成型加工提供结构保障,通过在导流道104的中间位置设置中间定位柱105,使得成型凹模1、凹模导向板2以及凹模导向板固定板3安装精度高,通过在成型模块102的底部设置环形垫圈6,使得成型模块102整体结构不因上层凸模的压力遭到损坏,延长成型模块102的使用寿命,成型凹模1整体结构简单,设计紧凑,便于工作人员安装加工,成型凹模1在底部凹模导向板2以及凹模导向板固定板3的配合下,完成螺母装饰盖的注塑成型加工,相比常规加工方式加工周期大大缩短,加工效率大大提高。
30.综上所述,本实用新型成型凹模整体结构简单,设计紧凑,便于工作人员安装加工,成型凹模在底部凹模导向板以及凹模导向板固定板的配合下,完成螺母装饰盖的注塑成型加工,相比常规加工方式加工周期大大缩短,加工效率大大提高;通过在成型模块的底部设置环形垫块,使得成型模块整体结构不因上层凸模的压力遭到损坏,延长成型模块的使用寿命,成型凹模整体结构简单,设计紧凑,便于工作人员安装加工。
31.需要注意的是,本实用新型中使用的多种标准件均是可以从市场上得到的,非标准件则是可以特别定制,本实用新型所采用的连接方式比如螺栓连接、焊接等也是机械领域中非常常见的手段,发明人在此不再赘述。
32.以上所述仅为本实用新型的实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的权利要求范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1