对称式一对二注塑模具的制作方法
1.本实用新型属于模具技术领域,涉及一种对称式一对二注塑模具。
背景技术:
2.注塑模具是批量生产某些形状复杂部件时用到的一种加工方法,主要应用于工业领域,注塑模具的过程为把受热融化的注塑原料由高压射入模腔,经冷却固化后,得到成形品。现有的注塑模具一般一次注塑成型一个塑件,导致生产效率较低,生产周期较长,经济效益较为一般。
3.为了克服现有技术的不足,人们经过不断探索,提出了各种各样的解决方案,如中国专利公开了一种注塑模具[申请号: 202010088903.5],包括第一模板、第一滑块、第二滑块、第二模板、顶针和型芯,第一滑块设置用以成型盖板上突出部的台阶、底面、第一斜面、第一平面和第二平面;对应地,型芯上与第一滑块贴合的部分设置有第一凸起,第一凸起具有与第一斜面配合贴合的第二斜面、与第一平面配合贴合的第三平面、与第二平面配合贴合的第四平面,从而在合模时在第一滑块和型芯之间形成半隧道式分型结构,用于成型盖板上的突出部,从而保证分型面的平整以及相交处的锋利度,通过第一滑块相对型芯滑动实现盖板突出部的脱模。但是该方案在注塑时一次注塑仍然只能成型一个塑件,存在生产效率较低,生产周期较长,经济效益较为一般的缺陷。
技术实现要素:
[0004]
本实用新型的目的是针对上述问题,提供一种对称式一对二注塑模具。
[0005]
为达到上述目的,本实用新型采用了下列技术方案:
[0006]
一种对称式一对二注塑模具,包括注塑上模和注塑下模,所述的注塑下模上设有成型凸起,所述的注塑上模和注塑下模之间设有对称式成型镶板组件,所述的对称式成型镶板组件与成型凸起的位置相对应,所述的注塑上模顶部设有注塑分流件,所述的注塑下模底部设有可沿靠近或远离成型凸起一端做往复直线运动的顶出件。
[0007]
在上述的对称式一对二注塑模具中,所述的对称式成型镶板组件包括两个设置于注塑上模和注塑下模之间的对称式塑件辅助成型镶板,所述的对称式塑件辅助成型镶板底部呈弧形,所述的对称式塑件辅助成型镶板与成型凸起的位置相对应且形状相配适。
[0008]
在上述的对称式一对二注塑模具中,所述的对称式塑件辅助成型镶板底部设有若干镶板连接杆,所述的镶板连接杆与注塑下模相滑动配合。
[0009]
在上述的对称式一对二注塑模具中,所述的注塑分流件包括设置于注塑上模顶部的注塑板和注塑分流板,所述的注塑分流板底部设有分流嵌入架。
[0010]
在上述的对称式一对二注塑模具中,所述的注塑板内设有注塑主孔,所述的注塑主孔与注塑分流板相连,所述的分流嵌入架与对称式塑件辅助成型镶板的位置相对应。
[0011]
在上述的对称式一对二注塑模具中,所述的顶出件包括设置于注塑下模底部的顶出固定板,所述的顶出固定板上设有若干顶出杆,所述的顶出杆与对称式塑件辅助成型镶
板的位置相对应。
[0012]
在上述的对称式一对二注塑模具中,所述的顶出固定板底部设有固定底座,所述的固定底座上设有两个防偏寸铁,所述的顶出固定板与防偏寸铁相滑动配合。
[0013]
与现有的技术相比,本实用新型的优点在于:
[0014]
1、本实用新型在注塑过程中,将注塑上模和注塑下模相互靠近,使得对称式成型镶板组件与成型凸起相紧贴配合,形成型腔,再将熔融物料从注塑分流件处注入,进行注塑分流,均匀流入至型腔内,配合对称式成型镶板组件,一次成型多个塑件,生产效率较高,降低了生产周期,提高了经济效益,注塑完成后,通过顶出件将注塑冷却后的塑件顶出即可。
[0015]
2、本实用新型通过设置防偏寸铁,在顶出固定板移动过程中,通过顶出固定板与防偏寸铁之间的滑动配合,可避免顶出固定板和顶出杆在移动过程中发生角度偏移,提高了顶出杆的顶出精度。
[0016]
本实用新型的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本实用新型的研究和实践而为本领域的技术人员所理解。
附图说明
[0017]
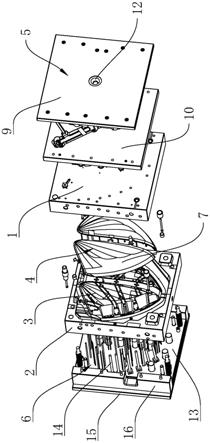
图1是本实用新型的爆炸示意图。
[0018]
图2是本实用新型另一个方向的爆炸示意图。
[0019]
图中:注塑上模1、注塑下模2、成型凸起3、对称式成型镶板组件4、注塑分流件5、顶出件6、对称式塑件辅助成型镶板7、镶板连接杆8、注塑板9、注塑分流板10、分流嵌入架11、注塑主孔12、顶出固定板13、顶出杆14、固定底座15、防偏寸铁16。
具体实施方式
[0020]
下面结合附图对本实用新型进行进一步说明。
[0021]
如图1、图2所示,一种对称式一对二注塑模具,包括注塑上模1和注塑下模2,所述的注塑下模2上设有成型凸起3,所述的注塑上模1和注塑下模2之间设有对称式成型镶板组件4,所述的对称式成型镶板组件4与成型凸起3的位置相对应,所述的注塑上模1顶部设有注塑分流件5,所述的注塑下模2底部设有可沿靠近或远离成型凸起3一端做往复直线运动的顶出件6。
[0022]
在本实施例中,在注塑过程中,将注塑上模1和注塑下模2 相互靠近,使得对称式成型镶板组件4与成型凸起3相紧贴配合,形成型腔,再将熔融物料从注塑分流件5处注入,进行注塑分流,均匀流入至型腔内,配合对称式成型镶板组件4,一次成型多个塑件,生产效率较高,降低了生产周期,提高了经济效益,注塑完成后,通过顶出件6将注塑冷却后的塑件顶出即可。
[0023]
结合图1、图2所示,所述的对称式成型镶板组件4包括两个设置于注塑上模1和注塑下模2之间的对称式塑件辅助成型镶板7,所述的对称式塑件辅助成型镶板7底部呈弧形,所述的对称式塑件辅助成型镶板7与成型凸起3的位置相对应且形状相配适。
[0024]
具体地说,在注塑时,将对称式塑件辅助成型镶板7与成型凸起3相互靠近,通过对称式塑件辅助成型镶板7与成型凸起3 之间的紧贴配合形成两个完整的型腔,在注塑时可同步成型两个塑件,生产效率较高,降低了生产周期,提高了经济效益。
[0025]
结合图1、图2所示,所述的对称式塑件辅助成型镶板7底部设有若干镶板连接杆8,所述的镶板连接杆8与注塑下模2相滑动配合。
[0026]
本实施例中,在合模时,通过镶板连接杆8将对称式塑件辅助成型镶板7与注塑下模2进行连接定位,避免对称式塑件辅助成型镶板7发生角度偏移,对位精确。
[0027]
所述的注塑分流件5包括设置于注塑上模1顶部的注塑板9 和注塑分流板10,所述的注塑分流板10底部设有分流嵌入架11。
[0028]
本实施例中,在注塑时,将熔融物料从注塑板9注入,再通过注塑分流板10注入至型腔内,分流嵌入架11对注塑分流板10 起到固定的作用。
[0029]
结合图1所示,所述的注塑板9内设有注塑主孔12,所述的注塑主孔12与注塑分流板10相连,所述的分流嵌入架11与对称式塑件辅助成型镶板7的位置相对应。
[0030]
本实施例中,注塑时,熔融物料从注塑主孔12注入至注塑板 9和注塑分流板10内,进行注塑,注塑均匀且快速。
[0031]
所述的顶出件6包括设置于注塑下模2底部的顶出固定板 13,所述的顶出固定板13上设有若干顶出杆14,所述的顶出杆 14与对称式塑件辅助成型镶板7的位置相对应。
[0032]
本实施例中,顶出固定板13用以固定顶出杆14,注塑完成后,移动顶出固定板13,带动顶出杆14移动,通过顶出杆14将成型后的塑件进行顶出。
[0033]
所述的顶出固定板13底部设有固定底座15,所述的固定底座15上设有两个防偏寸铁16,所述的顶出固定板13与防偏寸铁 16相滑动配合。
[0034]
本实施例中,在顶出固定板13移动过程中,通过顶出固定板 13与防偏寸铁16之间的滑动配合,可避免顶出固定板13和顶出杆14在移动过程中发生角度偏移,提高了顶出杆14的顶出精度。
[0035]
本实用新型的工作原理是:
[0036]
在注塑过程中,将注塑上模1和注塑下模2相互靠近,使得对称式塑件辅助成型镶板7与成型凸起3相紧贴配合,形成型腔,再将熔融物料从注塑主孔12注入至注塑板9和注塑分流板10内,进行注塑,注塑均匀且快速,配合对称式塑件辅助成型镶板7,一次成型多个塑件,生产效率较高,降低了生产周期,提高了经济效益,注塑完成后,移动顶出固定板13,带动顶出杆14移动,通过顶出杆14将成型后的塑件进行顶出。
[0037]
在顶出固定板13移动过程中,通过顶出固定板13与防偏寸铁16之间的滑动配合,可避免顶出固定板13和顶出杆14在移动过程中发生角度偏移,提高了顶出杆14的顶出精度。
[0038]
本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神。
[0039]
尽管本文较多地使用注塑上模1、注塑下模2、成型凸起3、对称式成型镶板组件4、注塑分流件5、顶出件6、对称式塑件辅助成型镶板7、镶板连接杆8、注塑板9、注塑分流板10、分流嵌入架11、注塑主孔12、顶出固定板13、顶出杆14、固定底座15、防偏寸铁16等术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本实用新型的本质,把它们解释成任何一种附加的限制都是与本实用新型精神相违背的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1