一种软管挤出模具的制作方法
1.本实用新型涉及模具领域,更具体地,涉及一种软管挤出模具。
背景技术:
2.软管挤出模具,结构简单,加工工艺简单,广泛使用于软管挤出生产中,提升生产效率,安全可靠,应用范围广,成本低廉,使用寿命长等。但是在在塑料软管挤出生产中,无法同时保障软和高速挤出的正常生产,只能兼顾一项指标,极大影响生产效率。
3.现有烟箱条码识别检测系统中,中国实用新型专利cn203805287u公开了“软管挤出模具”,公开日为2014年09月03日,设有内模芯,其特征在于,内模芯安装在内模套内腔中,内模芯与内模套经内六角螺丝固定在一起,内模芯一端为喇叭形,内模套与内模芯之间设有一定间隙的流道,内模套对应机头后流道处的腔壁上加工有一圆周的网状孔,网状孔一侧内模套的腔壁上等间距加工有条形槽孔;该实用新型结构简单,可以简化软管的生产工艺流程,保证在较高挤出压力下,涂塑软管壁厚的均匀,但是当软管挤出速度加快时,对熔融塑料供应需求会大幅增加,挤出过程中就会出现断料现象,无法同时保障软和高速挤出的正常生产。
技术实现要素:
4.本实用新型为解决塑料软管挤出生产中,无法同时保障软和高速挤出的正常生产的技术缺陷,提供了一种软管挤出模具。
5.为实现以上实用新型目的,采用的技术方案是:
6.一种软管挤出模具,包括模芯、模套和吹气接头,所述模套套接在所述模芯上,用于使塑料熔体从模芯和模套之间挤出,所述模芯中心设置有通孔,用于连接吹气接头和通过高压气体,所述模套上与模芯接触的地方设置有流道,加快塑料熔体的流动。
7.上述方案中,模芯和模套采用间隙配合的方式,在软管挤出成型过程中,塑料熔体从模芯及模套的间隙挤出,模芯的通孔外接吹气接头,来通过高压气体,软管内层挤出时,通过吹气来保证内孔尺寸及光洁度,动作稳定可靠调节方便,提高生产效率,依靠螺旋提升加速流道的流动储料功能,可使塑料流动更加顺畅,提升挤出速度,增加挤出机产能,同时保障软和高速挤出的正常生产。
8.优选的,所述模芯包括圆台、圆锥体和圆柱,所述圆台与所述圆锥体的底部固定连接,所述所述圆锥体的顶部与所述圆柱一端固定连接,所述圆台、圆锥体和圆柱中心均设置有贯穿的通孔,底部的通孔连接吹气接头,顶部的通孔用于通过高压气体。
9.优选的,所述通孔为漏斗状通孔,底部的漏斗状通孔连接吹气接头,顶部的漏斗状通孔用于通过高压气体。
10.优选的,底部的通孔内壁设置有内螺纹,所述吹气接头外侧设置有外螺纹,底部的通孔与吹气接头通过螺纹结构连接。
11.优选的,所述圆台的直径与所述圆锥体的底面直径相等,所述所述圆锥体的顶面
直径与所述圆柱的直径相等。
12.优选的,所述模套内部设置有与所述模芯外形相符的凹槽,所述模芯安装于所述凹槽中,塑料熔体从模芯和凹槽壁之间挤出。
13.优选的,所述流道为螺旋加速流道21,设置在锥形部分的凹槽壁上,与顶端直射出口圆弧连接。
14.优选的,所述螺旋加速流道的截面为半圆形。
15.上述方案中,在通孔的锥形部分设有螺旋加速流道,与顶端直射出口圆弧连接,保证塑料熔体在此流道中能顺畅挤出,此流道截面为半圆形,以螺旋形向上提升与顶端直射口圆弧相接,管材外径小壁厚薄时,模芯与模套之间的间隙较小,给熔融塑料流动带来阻碍,挤出速度会变慢,依靠螺旋提升加速流道的流动储料功能,可使塑料流动更加顺畅,提升挤出速度,增加挤出机产能,当软管挤出速度加快时,对熔融塑料供应需求会大幅增加,挤出过程中就会出现断料现象,依靠螺旋提升加速流道的供料功能,能保证熔融塑料的正常供应,使管材高速挤出不会出现断料现象。
16.优选的,所述模套由直径不同的两个凹台固定连接。
17.优选的,所述模套的外表面设置有防滑涂层。
18.优选的,一种软管挤出模具,由模芯、模套组成,所述模芯底部为一圆台,圆台上部设有锥体,锥体顶部为圆柱,模芯外形直径由大逐步变小,便于塑料熔体顺畅挤出,中心设有通孔,软管挤出内层时,有高压气从此通孔吹出,软管内层挤出时经过吹气,使管材内孔壁更加光滑,颜色透明鲜亮,冷却定型快速,通过调节吹气大小,控制软管内孔直径及成型光洁度,出模再水冷定型,确保软管生产质量,通孔底部设有内螺纹,用于连接带有外螺纹的吹气接头,联接拆卸方便。
19.所述模套设置于模芯的外部,两者间隙配合,模套由直径大小不同的两个凹台组成,内设与模芯外形相符的通孔,模芯安装于此通孔中,塑料熔体从两者的间隙中挤出,因直径由大变小,塑料挤出流动顺畅,在通孔的锥形部分设有螺旋加速流道,与顶端直射出口圆弧连接,保证塑料熔体在此流道中能顺畅挤出,此流道截面为半圆形,以螺旋形向上提升与顶端直射口圆弧相接,管材外径小壁厚薄时,模芯与模套之间的间隙较小,给熔融塑料流动带来阻碍,挤出速度会变慢,依靠螺旋提升加速流道的流动储料功能,可使塑料流动更加顺畅,提升挤出速度,增加挤出机产能,当软管挤出速度加快时,对熔融塑料供应需求会大幅增加,挤出过程中就会出现断料现象,依靠螺旋提升加速流道的供料功能,能保证熔融塑料的正常供应,使管材高速挤出不会出现断料现象,保障产品品质,及时供货,提升市场竞争力。
20.当软管内层正常挤出时,通过调节高压气体,控制软管内径尺寸及光泽度,提升产品质量,高速挤出时,依靠螺旋提升加速流道的调节作用,使挤出时的塑料得到充足供应,保障产品挤出质量,提升工作效率,增加机台产能。
21.与现有技术相比,本实用新型的有益效果是:
22.本实用新型提供一种软管挤出模具,模芯和模套采用间隙配合的方式,在软管挤出成型过程中,塑料熔体从模芯及模套的间隙挤出,模芯的通孔外接吹气接头,来通过高压气体,软管内层挤出时,通过吹气来保证内孔尺寸及光洁度,动作稳定可靠调节方便,提高生产效率,依靠流道的流动储料功能,可使塑料流动更加顺畅,提升挤出速度,增加挤出机
产能。
附图说明
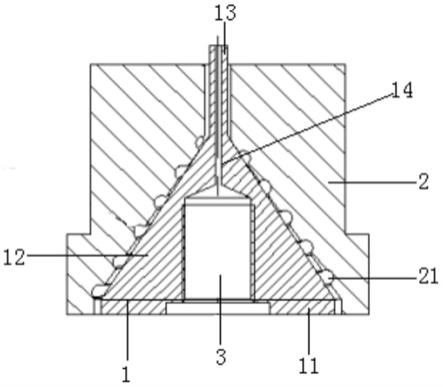
23.图1为本实用新型的整体装置剖视图;
24.图2为本实用新型的模芯剖视图;
25.图3为本实用新型的模套剖视图;
26.附图标记说明:1、模芯;2、模套;3、吹气接头;11、圆台;12、圆锥体;13、圆柱;14、通孔;21、螺旋加速流道。
具体实施方式
27.附图仅用于示例性说明,不能理解为对本专利的限制;
28.以下结合附图和实施例对本实用新型做进一步的阐述。
29.实施例1
30.如图1、图2和图3所示,一种软管挤出模具,包括模芯1、模套2和吹气接头3,所述模套2套接在所述模芯1上,用于使塑料熔体从模芯1和模套2之间挤出,所述模芯1中心设置有通孔14,用于连接吹气接头3和通过高压气体,所述模套2上与模芯1接触的地方设置有流道,加快塑料熔体的流动。
31.上述方案中,模芯1和模套2采用间隙配合的方式,在软管挤出成型过程中,塑料熔体从模芯1及模套2的间隙挤出,模芯1的通孔外接吹气接头3,来通过高压气体,软管内层挤出时,通过吹气来保证内孔尺寸及光洁度,动作稳定可靠调节方便,提高生产效率。
32.优选的,所述模芯1包括圆台11、圆锥体12和圆柱13,所述圆台11与所述圆锥体12的底部固定连接,所述所述圆锥体12的顶部与所述圆柱13一端固定连接,所述圆台11、圆锥体12和圆柱13中心均设置有贯穿的通孔14,底部的通孔14连接吹气接头3,顶部的通孔14用于通过高压气体。
33.优选的,所述通孔14为漏斗状通孔,底部的漏斗状通孔连接吹气接头3,顶部的漏斗状通孔用于通过高压气体。
34.优选的,底部的通孔14内壁设置有内螺纹,所述吹气接头3外侧设置有外螺纹,底部的通孔14与吹气接头3通过螺纹结构连接。
35.优选的,所述圆台11的直径与所述圆锥体12的底面直径相等,所述所述圆锥体12的顶面直径与所述圆柱13的直径相等。
36.优选的,所述模套2内部设置有与所述模芯1外形相符的凹槽,所述模芯1安装于所述凹槽中,塑料熔体从模芯1和凹槽壁之间挤出。
37.优选的,所述流道为螺旋加速流道21,设置在锥形部分的凹槽壁上,与顶端直射出口圆弧连接。
38.优选的,所述螺旋加速流道21的截面为半圆形。
39.优选的,所述模套2由直径不同的两个凹台固定连接。
40.优选的,所述模套2的外表面设置有防滑涂层。
41.实施例2
42.一种软管挤出模具,由模芯1、模套2组成,所述模芯1底部为一圆台11,圆台11上部
设有圆锥体12,圆锥体12顶部为圆柱13,模芯1外形直径由大逐步变小,便于塑料熔体顺畅挤出,中心设有通孔14,软管挤出内层时,有高压气从此通孔14吹出,软管内层挤出时经过吹气,使管材内孔壁更加光滑,颜色透明鲜亮,冷却定型快速,通过调节吹气大小,控制软管内孔直径及成型光洁度,出模再水冷定型,确保软管生产质量,通孔底部设有内螺纹,用于连接带有外螺纹的吹气接头,联接拆卸方便。
43.所述模套2设置于模芯1的外部,两者间隙配合,模套2由直径大小不同的两个凹台组成,内设与模芯1外形相符的凹槽,模芯1安装于此凹槽中,塑料熔体从两者的间隙中挤出,因直径由大变小,塑料挤出流动顺畅,在凹槽的锥形部分设有螺旋加速流道21,与顶端直射出口圆弧连接,保证塑料熔体在此流道中能顺畅挤出,此流道截面为半圆形,以螺旋形向上提升与顶端直射口圆弧相接,管材外径小壁厚薄时,模芯1与模套2之间的间隙较小,给塑料熔体流动带来阻碍,挤出速度会变慢,依靠螺旋提升加速流道的流动储料功能,可使塑料流动更加顺畅,提升挤出速度,增加挤出机产能,当软管挤出速度加快时,对塑料熔体供应需求会大幅增加,挤出过程中就会出现断料现象,依靠螺旋提升加速流道的供料功能,能保证熔融塑料的正常供应,使管材高速挤出不会出现断料现象,保障产品品质,及时供货,提升市场竞争力。
44.当软管内层正常挤出时,通过调节高压气体,控制软管内径尺寸及光泽度,提升产品质量,高速挤出时,依靠螺旋提升加速流道的调节作用,使挤出时的塑料得到充足供应,保障产品挤出质量,提升工作效率,增加机台产能。
45.显然,本实用新型的上述实施例仅仅是为清楚地说明本实用新型所作的举例,而并非是对本实用新型的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1