一种注塑模具防击穿结构的制作方法
1.本实用新型涉及注塑模具领域,尤其涉及一种注塑模具防击穿结构。
背景技术:
2.随着工业生产技术的发展和生活水平的提高,人们对于汽车美观度和舒适度的要求也逐渐提高。目前,对于汽车内饰件来说,注塑框架和表皮装饰件的结合是非常常见的一种产品结构形式,产品的加工工艺也从传统的模内注塑及模外包覆工艺逐渐向模内一体成型加工工艺过渡。模内低压注塑成型是最常用的一种加工工艺,整个过程分为三步,步骤一:将表皮挂在动模挂布针上,步骤二:合模,过程中压紧贴附表皮,步骤三:注塑成型,取模脱料。对于某些产品结构来说,表皮在压紧贴附过程中,局部伸展量较大,如图1所示,为普通的注塑模具型芯局部结构,注塑进胶时,此处胶料流速大,对表皮产生的注胶压力较大,很容易造成表皮出现局部击穿的现象,影响产品整体生产质量。
技术实现要素:
3.为了解决现有技术的不足,本实用新型的目的在于提供一种注塑模具防击穿结构。
4.为了实现上述目的,本实用新型对普通注塑模具的型芯局部结构进行了改善,通过以下技术方案实现:一种注塑模具防击穿结构,包括型芯,所述型芯上设置有进胶缓冲结构,所述进胶缓冲结构包括若干个缓冲条,相邻的缓冲条和介于两个缓冲条之间的型芯上表面构成进胶缓冲槽,注胶时,胶料延着所述进胶缓冲槽进胶。
5.与现有技术相比,本实用新型的有益效果是:
6.本实用新型针对普通的模具型芯结构进行局部改善,增加了进胶缓冲结构,有效避免了产品生产过程中由于表皮局部伸展量较大,造成注胶时出现击穿问题,提高了生产质量,降低了生产成本。
附图说明
7.图1为本实用新型普通型芯局部结构示意图;
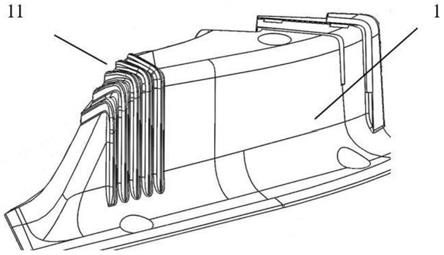
8.图2为本实用新型改善后的型芯局部结构示意图;
9.图3为本实用新型进胶缓冲结构的结构放大示意图。
10.图中:1-型芯;11-进胶缓冲结构;111-缓冲条;112-进胶缓冲槽。
具体实施方式
11.为了使本实用新型的目的、技术方案以及优点更加清楚、明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。
12.如图2至图3所示,本实用新型提供了一种注塑模具防击穿结构,包括型芯1,所述型芯1上设置有进胶缓冲结构11,所述进胶缓冲结构11包括若干个缓冲条111,相邻的缓冲
条111和介于两个缓冲条111之间的型芯1上表面构成进胶缓冲槽112,注胶时,胶料延着所述进胶缓冲槽112进胶。具体地,本实施例中,根据产品生产需要,设置了5个缓冲条111,且所述缓冲条111与所述型芯1为一体成型。
13.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种注塑模具防击穿结构,其特征在于,包括型芯(1),所述型芯(1)上设置有进胶缓冲结构(11),所述进胶缓冲结构(11)包括若干个缓冲条(111),相邻的缓冲条(111)和介于两个缓冲条(111)之间的型芯(1)上表面构成进胶缓冲槽(112),注胶时,胶料延着所述进胶缓冲槽(112)进胶。
技术总结
本实用新型公开了一种注塑模具防击穿结构,包括型芯,所述型芯上设置有进胶缓冲结构,所述进胶缓冲结构包括若干个缓冲条,相邻的缓冲条和介于两个缓冲条之间的型芯上表面构成进胶缓冲槽,注胶时,胶料延着所述进胶缓冲槽进胶;本实用新型通过增加进胶缓冲结构,对型芯结构进行改善,有效避免了产品生产过程中由于表皮局部伸展量较大,造成注胶时出现击穿问题,提高了生产质量,降低了生产成本。降低了生产成本。降低了生产成本。
技术研发人员:孙峰 洪永强 陶国平 李宝泉 王锦峰 王栋
受保护的技术使用者:常源科技(天津)有限公司
技术研发日:2021.07.06
技术公布日:2022/1/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1