一种内衬层剥离设备的制作方法
1.本实用新型适用于轮胎制造过程中内衬层工序产生的返回胶的分层剥离,具体地而言为一种内衬层剥离设备。
背景技术:
2.轮胎制造的过程中,有一道工序是对内衬层进行剥离,由于内衬层胶片薄,两层贴合在一起的总厚度仅仅2mm左右,贴合紧密难以分离,因此内衬层的剥离一直是纯人工操作,需要在两层揭开一角后,两人各拉一层胶片分向两边,另有一人向胶片贴合处滋汽油,三人配合完成操作。整个操作过程繁琐效率低、人工成本过高,还可能由于操作不当,造成受力不均所造成的损坏。
技术实现要素:
3.本实用新型所要解决的技术问题在于提供一种内衬层剥离设备,能够高效并安全的将内衬层进行剥离。
4.本实用新型是这样实现的,
5.一种内衬层剥离设备,包括:
6.放料平台,包括上下具有一定距离的上平台与下平台;
7.气动压紧单元,包括第一气动压紧结构与第二气动压紧结构,其中第一气动压紧结构设置在上平台的上方,并在上平台上部带动内衬层中的其中一层从一端移动到另一端,第二气动压紧结构与所述第一气动压紧结构的初始位置在同一侧,结构上垂直,并在上平台下方带动内衬层中的另一层从一端移动到另一端;
8.汽油喷淋单元,设置在上平台的侧面,并高于上平台所在平面。
9.进一步地,还包括驱动单元,用于驱动第一气动压紧结构以及第二气动压紧结构在上平台上下侧的移动。
10.进一步地,所述驱动单元包括设置在上平台上下面两侧的输送链,所述输送链与所述第一气动压紧结构以及第二气动压紧结构之间通过齿轮链条结构驱动,其中一输送链的一侧设置链条驱动结构。
11.进一步地,所述驱动单元还包括设置在上平台上侧与下侧的两侧上设置的导轨板,导轨板上设置导轨,所述第一气动压紧结构沿着上部的导轨移动,所述第二气动压紧结构沿着下部的导轨移动,所述第一气动压紧结构与所述第二气动压紧结构之间通过齿轮齿条实现联动。
12.进一步地,所述链条驱动结构包括设置在上部的导轨板外侧的第一齿轮、距离上平台端部一定操作距离安装在一立柱上的第二齿轮,所述第一齿轮与所述第二齿轮之间链条连接,所述第二齿轮通过一手动操作手柄驱动转动,所述第一齿轮转动时,驱动第一气动压紧结构或所述第二气动压紧结构移动。
13.进一步地,汽油喷淋单元位于所述第二气动压紧结构的上方以及第一气动压紧结
构的一侧。
14.进一步地,所述汽油喷淋单元安装在设备的框架上,带有储液箱以及设置在储液箱下方多个喷淋头,多个喷淋头覆盖整个待分离的内衬层的宽度。
15.进一步地,所述喷淋头向第一气动压紧结构方向弯曲。
16.进一步地,所述汽油喷淋单元通过转轴与设备的框架转动连接。
17.进一步地,所述第一气动压紧结构或第二气动压紧结构包括上压板与下压板,所述上压板通过气缸驱动,所述启动设置在与上压板平行并位于上压板上方的气缸板上,所述气缸板与一护罩固定,所述气缸板的两侧设置直线轴承,所述直线轴承穿过上压板后与所述下压板固定。
18.本实用新型与现有技术相比,有益效果在于:本新型直接改变了内衬层剥离的操作方式,可以实现内衬层的快速剥离,并不会对任何层损坏,提高了工作效率以及减少了失败率。
附图说明
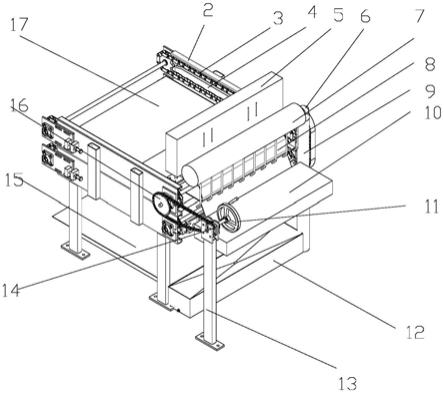
19.图1是本实用新型实施例提供的装置结构示意图;
20.图2是本实用新型实施例提供的第一气动压紧结构或第二气动压紧结构的结构示意图。
具体实施方式
21.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
22.参见图1所示一种内衬层剥离设备,包括:放料平台、气动压紧单元以及汽油喷淋单元、其中放料平台,包括上下具有一定距离的上平台1与下平台15;上平台17与下平台15用于放料以及在剥离后接住分离的两层。气动压紧单元包括第一气动压紧结构5与第二气动压紧结构10,其中第一气动压紧结构设置在上平台上方,并在上平台上部带动内衬层中的其中一层从一端移动到另一端,第二气动压紧结构与所述第一气动压紧结构的初始位置在同一侧,结构上垂直,并在上平台下侧带动内衬层中的另一层从一端移动到另一端;从而实现两层的分离。汽油喷淋单元7,设置在上平台的侧面,并高于上平台所在平面。用于在分离时,对马上要分离的两层的结合侧进行喷淋汽油。驱动单元,用于驱动第一气动压紧结构以及第二气动压紧结构在上平台上下侧的移动。
23.驱动单元包括设置在上平台上下面两侧的输送链3,所述输送链与所述第一气动压紧结构以及第二气动压紧结构之间通过齿轮链条结构驱动,其中一输送链的一侧设置链条驱动结构。
24.驱动单元还包括设置在上平台上侧与下侧的两侧上设置的导轨板2,导轨板上设置导轨4,所述第一气动压紧结构沿着上部的导轨移动,所述第二气动压紧结构沿着下部的导轨移动,所述第一气动压紧结构与所述第二气动压紧结构之间通过齿轮齿条实现联动,或者采用带折弯链板的双节距大滚子输送链条,同时带动第一气动压紧结构与所述第二气动压紧结构。
25.链条驱动结构采用手动驱动,包括设置在上部的导轨板外侧的第一齿轮16、距离上平台端部一定操作距离安装在一立柱13上的第二齿轮14,所述第一齿轮16与所述第二齿轮14之间链条连接,第二齿轮通过一手动操作手柄11驱动转动,第一齿轮转动时,驱动第一气动压紧结构或所述第二气动压紧结构移动。
26.汽油喷淋单元7位于所述第二气动压紧结构的上方以及第一气动压紧结构的一侧。安装在设备的框架9上,带有储液箱以及设置在储液箱下方多个喷淋头8,多个喷淋头覆盖整个待分离的内衬层的宽度。为了对剥离层方面喷淋,喷淋头向第一气动压紧结构方向弯曲,在正对汽油喷淋单元的下方设置汽油回收盒12进行回收。
27.汽油喷淋单元通过转轴6与设备的框架转动连接。
28.参见图2所示,第一气动压紧结构或第二气动压紧结构包括上压板19与下压板18,所述上压板通过气缸23驱动,所述启动设置在与上压板平行并位于上压板上方的气缸板上21,所述气缸板21与一护罩24固定,所述气缸板的两侧设置直线轴承20,所述直线轴承穿过上压板后与所述下压板固定,气缸输出轴22与上压板连接,带动上压板在直线轴承上上下移动。
29.本新型采用手摇驱动,由于考虑到胶片较薄,电机驱动方式的驱动力和胶料粘合力一旦不匹配,会将胶片撕裂,因此采取手摇方式便于力量的控制,并通过链轮规格改变力矩,为胶片剥离提供足够动力。
30.本新型胶片剥离采用两套反向拉动的压紧装置,而压紧装置可以是通过固定在带折弯链板的双节距大滚子输送链条上。依靠链条拖曳来实现。输送链选择32a链条(节距101.6mm);
31.另外驱动两套输送链的同步反向移动是通过一对模数齿数相同的齿轮进行传递实现的。
32.对于胶片的剥离传动方向,因为需要留出操作人的操作空间所以没有采取向两侧剥离的方式,而是将输送链分置为上下两层,这样同时也节省了占地空间,结构紧凑。
33.气动压紧单元中下压板固定,上压板采用气缸控制,行程50mm。压板与导杆间安装直线轴承,保证升降稳定性。压板结合面可以开槽夹紧胶片,防止胶片松脱。汽油喷淋单元,一方面胶片剥离位置需要用汽油不断的浸润处理,采用多点位可调流量的喷淋系统,实时自动喷淋。人工起头时,为避免喷淋装置干涉,采用两工位设计,方便操作。
34.动态工作过程步骤如下:
35.一、准备工作:
36.1.将待剥离的内衬层胶片放置在上平台。
37.2.第一和第二压紧单元通过手摇的链条传动单元调整到位置,即下层的第二压紧结构保持水平,正好做为人工剥离起头的操作台;
38.3.再将汽油喷淋单元旋转到侧面让出操作位置。
39.二、内衬层剥离操作:
40.1.操作人站在下层的第二压紧单元前,面向设备并将待剥离胶片拉到下层第二压紧单元的侧平面上,对胶片进行人工剥离起头;
41.2.人工剥离宽度超过100mm后,将剥开的胶片上层送入上层的第一压紧单元夹板之间并启动压紧气缸将胶片压紧;
42.3.同样再将下层胶片顺人到下层的压紧装第二压紧单元的夹板之间并压紧;
43.4.汽油喷淋单元旋转复位并启动,向胶片剥离点进行喷淋;
44.5.操作人缓慢摇动手柄,通过链条和齿轮传动结构,分别带动上、下层输送链,输送链带着压紧结构扯动胶片进行剥离操作。
45.6.胶片完全剥离后,关闭汽油喷淋单元;
46.7.启动压紧气缸松开胶片夹板,已经剥离的胶片分别落在上下放料平台上;
47.8.将胶片取出后重复下一轮操作;并注意检查接油盒,及时回收接回的汽油;
48.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1