一种全自动化多轴联动高速铣水口装置的制作方法
1.本实用新型涉及铣水口装置领域,尤其涉及的是一种全自动化多轴联动高速铣水口装置。
背景技术:
2.注塑成型是受热融化的材料由高压射入模腔,经冷却固化后,得到产品的方法,该方法主要适用于加工塑胶产品。塑胶产品出模后,其注塑口处残留有水口,为了保证产品的质量,在注塑完成后需要将水口去除。
3.现有技术中,传统铣水口的方法是人工用水口钳或刀片进行切除,但采用人工进行切除存在如下不足:(1)采用人工进行切除容易误伤产品,使得产品的品质不稳定;(2)采用人工进行切除效率低,需要作业人员数量较多,不仅增加了生产成本,费时费力,还增加了作业人员的劳动强度;(3)采用人工进行切除由于需要使用水口钳或刀片,作业人员在工作时容易剪伤手指,不利于企业的安全生产。
4.因此,现有技术存在缺陷,需要改进。
技术实现要素:
5.本实用新型所要解决的技术问题是:提供一种自动化程度高、可自动剔除水口废料,生产效率高的全自动化多轴联动高速铣水口装置。
6.为了实现上述目的,本实用新型技术方案如下:
7.一种全自动化多轴联动高速铣水口装置,包括机架、龙门架、装夹治具、横向移动机构、铣水口机构、旋转取料机构及回转上料机构,所述横向移动机构横设于机架上,所述装夹治具与横向移动机构连接,所述装夹治具上有若干放置待铣水口的产品型腔,所述龙门架设于机架上,且所述龙门架的左右两侧分别设有纵向移动模组,位于所述龙门架右侧端的纵向移动模组与铣水口机构连接,位于所述龙门架左侧端的纵向移动模组与旋转取料机构连接,所述回转上料机构设于横向移动机构左侧端的机架上;
8.其中,所述铣水口机构包括铣水口主机、第一升降模组、夹持座及水口夹料组件,所述第一升降模组与位于龙门架右侧端的纵向移动模组连接,所述铣水口主机通过夹持座与第一升降模组连接,所述水口夹料组件与第一升降模组侧端连接;
9.所述回转上料机构包括第一旋转气缸、第一升降气缸、第一横板、第一安装架及若干第一吸嘴,所述第一旋转气缸设于机架上,所述第一旋转气缸的活动端与第一升降气缸连接,所述第一升降气缸的活塞端与第一横板连接,所述第一安装架设于第一横板上,且所述第一安装架的左右两侧分别设有若干第一吸嘴。
10.采用上述技术方案,所述的全自动化多轴联动高速铣水口装置中,所述水口夹料组件包括连接板、第二升降气缸、第二安装架、两个手指气缸及两个夹指,所述第二升降气缸通过连接板与第一升降模组侧端连接,所述第二升降气缸的活塞端与第二安装架连接,所述第二安装架的左右两侧分别设有一手指气缸,所述手指气缸的两活动端分别与一夹指
连接。
11.采用上述各个技术方案,所述的全自动化多轴联动高速铣水口装置中,所述回转上料机构还包括有上料输送带,所述上料输送带设于机架的左侧端。
12.采用上述各个技术方案,所述的全自动化多轴联动高速铣水口装置中,所述旋转取料机构包括有第二升降模组、第二旋转气缸、旋转板、第三安装架、第四安装架、若干第二吸嘴及若干第三吸嘴,所述第二升降模组与位于龙门架左侧端的纵向移动模组连接,所述第二旋转气缸设于第二升降模组上,所述第二旋转气缸的活动端与旋转板连接,所述旋转板的顶部设有第三安装架,所述旋转板的底部设有第四安装架,所述第三安装架的左右两侧分别设有若干第二吸嘴,所述第四安装架的左右两侧分别设有若干第三吸嘴。
13.采用上述各个技术方案,所述的全自动化多轴联动高速铣水口装置中,所述装夹治具顶部设置的产品型腔数量为两个,两个所述产品型腔分别设于装夹治具的左右两侧。
14.采用上述各个技术方案,所述的全自动化多轴联动高速铣水口装置中,所述横向移动机构包括伺服电机、滚珠丝杆、丝杆螺母、两根滑轨、若干滑块及移动板,所述伺服电机横于机架上,所述伺服电机的输出轴与滚珠丝杆连接,所述丝杆螺母套设在滚珠丝杆上,所述丝杆螺母顶部与移动板连接,两根所述滑轨分别设于滚珠丝杆的前后两侧,且所述移动板底部的前后两侧分别通过滑块与滑轨连接,所述装夹治具设于移动板上。
15.采用上述各个技术方案,本实用新型的装夹治具上放置有待切除水口的塑胶产品,铣水口机构中的铣水口主机可自动将塑胶产品上连接的水口进行切除,同时水口夹料组件可自动将切除的水口废料夹取移走,水口切除后,横向移动机构可带动装夹治具进行横向移动,回转上料机构可将装夹治具上的塑胶产品进行吸附上料,当塑胶产品不需要进行上料操作时,旋转取料机构亦可将塑胶产品进行吸附夹取,以将塑胶产品进行统一下料收集,整个过程自动化进行,减少了人工干预,提高了塑胶产品的切水口效率及加工质量,生产效率高,可推广使用。
附图说明
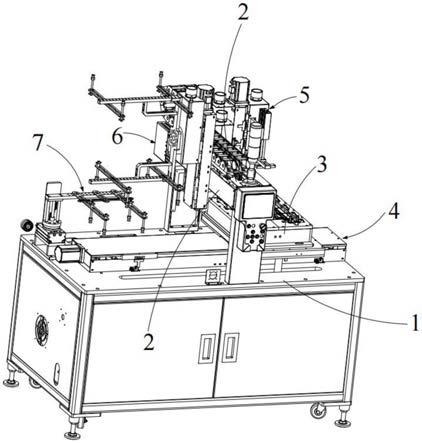
16.图1为本实用新型的整体结构示意图;
17.图2为本实用新型的铣水口机构结构示意图;
18.图3为本实用新型的横向移动机构结构示意图;
19.图4为本实用新型的回转上料机构结构示意图;
20.图5为本实用新型的上料输送带布置结构示意图;
21.图6为本实用新型的旋转取料机构结构示意图。
具体实施方式
22.以下结合附图和具体实施例,对本实用新型进行详细说明。
23.如图1至图6所示,本实施例提供一种全自动化多轴联动高速铣水口装置,包括机架1、龙门架2、装夹治具3、横向移动机构4、铣水口机构5、旋转取料机构6及回转上料机构7,所述横向移动机构4横设于机架1上,所述装夹治具3与横向移动机构4连接,所述装夹治具3上有若干放置待铣水口的产品型腔30,所述龙门架2设于机架1上,且所述龙门架2的左右两侧分别设有纵向移动模组8,位于所述龙门架2右侧端的纵向移动模组8与铣水口机构5连
接,位于所述龙门架2左侧端的纵向移动模组8与旋转取料机构6连接,所述回转上料机构7设于横向移动机构4左侧端的机架1上。本实施例中,装夹治具3上放置有待切除水口的塑胶产品,铣水口机构5可自动将塑胶产品上连接的水口进行切除并同时将水口废料夹取移走,水口切除后,横向移动机构4可带动装夹治具3进行横向移动,回转上料机构7可将装夹治具3上的塑胶产品进行吸附上料,当塑胶产品不需要进行上料操作时,旋转取料机构6亦可将塑胶产品进行吸附夹取,以将塑胶产品进行统一下料收集,整个过程自动化进行,减少了人工干预,提高了塑胶产品的切水口效率及加工质量。
24.如图1及图2所示,所述铣水口机构5包括铣水口主机51、第一升降模组52、夹持座53及水口夹料组件54,所述第一升降模组52与位于龙门架2右侧端的纵向移动模组8连接,所述铣水口主机51通过夹持座与第一升降模组52连接,所述水口夹料组件54与第一升降模组52侧端连接。本实施例中,第一升降模组52可带动铣水口主机51进行升降移动,纵向移动模组8可带动铣水口主机51进行纵向移动,铣水口主机51可将产品型腔30内的注塑产品水口进行切除。水口切除完毕后,水口夹料组件54可将切割下来的水口废料进行夹持移走。
25.如图4所示,所述回转上料机构7包括第一旋转气缸71、第一升降气缸72、第一横板73、第一安装架74及若干第一吸嘴75,所述第一旋转气缸71设于机架1上,所述第一旋转气缸71的活动端与第一升降气缸72连接,所述第一升降气缸72的活塞端与第一横板73连接,所述第一安装架74设于第一横板73上,且所述第一安装架74的左右两侧分别设有若干第一吸嘴75。本实施例中,回转上料机构7可将装夹治具3内完成水口切除的塑胶产品进行吸附上料。具体的,第一升降气缸72可带动第一吸嘴75向下移动以将塑胶产品吸附,然后第一升降气缸72带动塑胶产品上升移动,第一旋转气缸71可带动塑胶产品进行回转,以将塑胶产品从装夹治具3内取出进行上料。
26.如图2所示,进一步的,所述水口夹料组件54包括连接板541、第二升降气缸542、第二安装架543、两个手指气缸544及两个夹指545,所述第二升降气缸542通过连接板541与第一升降模组侧端52连接,所述第二升降气缸542的活塞端与第二安装架543连接,所述第二安装架543的左右两侧分别设有一手指气缸544,所述手指气缸544的两活动端分别与一夹指545连接。本实施例中,水口夹料组件54可自动将切除的水口废料进行夹取移走。具体的,第二升降气缸542可带动手指气缸544进行升降移动,当手指气缸544下降至水口废料上方时,手指气缸544可带动两个夹指545进行相向移动,以将水口废料进行夹取。
27.如图5所示,进一步的,所所述回转上料机构7还包括有上料输送带76,所述上料输送带76设于机架1的左侧端。本实施例中,第一吸嘴75上吸附的塑胶产品可放置在上料输送带76上进行自动上料。
28.如图1及图6所示,进一步的,所述旋转取料机构6包括有第二升降模组61、第二旋转气缸62、旋转板63、第三安装架64、第四安装架65、若干第二吸嘴66及若干第三吸嘴67,所述第二升降模组61与位于龙门架2左侧端的纵向移动模组8连接,所述第二旋转气缸62设于第二升降模组61上,所述第二旋转气缸62的活动端与旋转板63连接,所述旋转板63的顶部设有第三安装架64,所述旋转板63的底部设有第四安装架65,所述第三安装架65的左右两侧分别设有若干第二吸嘴66,所述第四安装架65的左右两侧分别设有若干第三吸嘴67。本实施例中,当塑胶产品不需要进行上料操作时,旋转取料机构6亦可将塑胶产品进行吸附夹取,以将塑胶产品进行统一下料收集。具体的,第二升降模组61可带动旋转板63进行升降移
动,使得位于旋转板63底部第四安装架65上的第三吸嘴67对塑胶产品进行吸附,吸附完成后,第二旋转气缸62可带动旋转板63进行180
°
旋转,以将第三安装架64旋转至第四安装架65的正下方,便于第三安装架64上的第二吸嘴66对塑胶产品进行吸附。当第二吸嘴66及第三吸嘴67均完成了对塑胶产品的吸附后,位于龙门架2左侧端的纵向移动模组8可带动旋转取料机构6进行纵向移动,以将塑胶产品放置在机架1前后两侧预设的产品收集箱(未图示)内,从而实现对塑胶产品的统一下料收集,实用方便。
29.如图3所示,进一步的,所述装夹治具3顶部设置的产品型腔30数量为两个,两个所述产品型腔30分别设于装夹治具3的左右两侧。
30.如图3所示,进一步的,所述横向移动机构4包括伺服电机41、滚珠丝杆42、丝杆螺母43、两根滑轨44、若干滑块及移动板45,所述伺服电机41横于机架1上,所述伺服电机41的输出轴与滚珠丝42杆连接,所述丝杆螺母43套设在滚珠丝杆42上,所述丝杆螺母43顶部与移动板45连接,两根所述滑轨44分别设于滚珠丝杆42的前后两侧,且所述移动板45底部的前后两侧分别通过滑块与滑轨44连接,所述装夹治具3设于移动板45上。本实施例中,横向移动机构4可带动装夹治具3进行横向移动。具体的,伺服电机41可带动滚珠丝杆42进行旋转,进而带动套设在滚珠丝杆42上的丝杆螺母43实现横向移动,由于移动板45与丝杆螺母43连接,由此带动移动板45上的装夹治具3实现横向往复移动。滑轨44及滑块的设置,可提高移动板45的移动稳定性。
31.采用上述各个技术方案,本实用新型的装夹治具上放置有待切除水口的塑胶产品,铣水口机构中的铣水口主机可自动将塑胶产品上连接的水口进行切除,同时水口夹料组件可自动将切除的水口废料夹取移走,水口切除后,横向移动机构可带动装夹治具进行横向移动,回转上料机构可将装夹治具上的塑胶产品进行吸附上料,当塑胶产品不需要进行上料操作时,旋转取料机构亦可将塑胶产品进行吸附夹取,以将塑胶产品进行统一下料收集,整个过程自动化进行,减少了人工干预,提高了塑胶产品的切水口效率及加工质量,生产效率高,可推广使用。
32.以上仅为本实用新型的较佳实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1