一种近端锚定装载管模具的制作方法
1.本实用新型涉及模具技术领域,具体为一种近端锚定装载管模具。
背景技术:
2.模具是工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具,就是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成,主要通过所成型材料物理状态的改变来实现物品外形的加工。
3.模具广泛用于冲裁、模锻、冷镦、挤压、粉末冶金件压制、压力铸造,以及工程塑料、橡胶、陶瓷等制品的压塑或注塑的成形加工中,现常用来进行近端锚定装载管的生产加工,但是现有的此类模具大多结构简单,模具成型时间较长,生产效率较低。
技术实现要素:
4.本实用新型的目的在于提供一种近端锚定装载管模具,以解决上述背景技术中提出的生产效率较低的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种近端锚定装载管模具,包括底座、风扇、上模座和下模座,所述底座底部的四个拐角处均设置有支座,所述下模座设置于底座的顶端,所述上模座设置于下模座的上方,且所述上模座与下模座之间形成成型腔,所述下模座顶部的四个拐角处均设置有定位孔,所述上模座底部的四个拐角处均设置有与定位孔相匹配的定位柱,所述底座内部的两侧均通过支架设置有第二转轴,风扇均设置于第二转轴的一端。
6.优选的,所述底座的底端固定有电机,且所述电机的输出端通过滚轴设置有第一齿轮。
7.优选的,所述底座内部的两侧均设置有第一转轴,且所述第一转轴均通过皮带轮机构与第二转轴连接,所述第一转轴靠近第一齿轮的一端均设置有与第一齿轮相匹配的第二齿轮,利于降低成型腔内温度,提高成型效率。
8.优选的,所述下模座的底端设置有导热鳍片,且所述导热鳍片的底端均延伸至底座的内部,利于传热导热。
9.优选的,所述导热鳍片等间距分布,且导热鳍片均为铜合金材质。
10.优选的,所述支座的内部均通过刚性弹簧设置有受压件,且所述受压件的顶端均与底座的底端固定连接,利于提高该模具的稳定性。
11.优选的,所述定位孔内部的底端均匀通过缓冲弹簧设置有承载块,且所述承载块的顶端均呈弧面结构,避免合模时对定位孔产生刚性挤压。
12.优选的,所述承载块的两侧均设置有导向块,所述定位孔内部的两侧均设置有导向槽。
13.优选的,所述受压件底部的两侧均设置有限位块,所述支座内部的两侧均设置有
限位槽,防止受压件脱离。
14.与现有技术相比,本实用新型的有益效果是:
15.(1)该近端锚定装载管模具通过安装有底座、上模座、下模座、成型腔、电机、第一齿轮、第二齿轮、第一转轴、第二转轴、风扇以及导热鳍片,导热鳍片将成型腔内热量吸收并传导至底座内,之后电机通过滚轴带动第一齿轮转动,第一齿轮与第二齿轮咬合,使得第一转轴转动,第一转轴与第二转轴之间通过皮带轮机构连接,带动第二转轴和风扇转动,将热量排出,利于降低成型腔内温度,提高成型效率。
16.(2)该近端锚定装载管模具通过安装有定位孔、定位柱、承载块以及缓冲弹簧,上模座与下模座合模时,定位柱插入到定位孔内,进行导向和定位,定位柱与定位孔接触时,对承载块产生压力,促使承载块底部对缓冲弹簧产生压缩,通过缓冲弹簧的回弹力起到缓冲作用,避免合模时对定位孔产生刚性挤压。
17.(3)该近端锚定装载管模具通过安装有支座,支座的内部均通过刚性弹簧设置有受压件,受压件的顶端均与底座的底部固定连接,使得在加工生产时产生的振动力使得底座下压受压件,促使受压件的底端挤压刚性弹簧,通过刚性弹簧的伸缩回弹将振动力进行一定程度的吸收和发散,提高稳定性。
附图说明
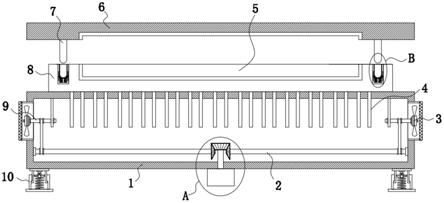
18.图1为本实用新型的正视剖面结构示意图;
19.图2为本实用新型的图1中a处放大结构示意图;
20.图3为本实用新型的图1中b处放大剖面结构示意图;
21.图4为本实用新型的支座剖面结构示意图;
22.图5为本实用新型的下模座俯视结构示意图。
23.图中:1、底座;2、第一转轴;3、风扇;4、导热鳍片;5、成型腔;6、上模座;7、定位柱;8、下模座;9、第二转轴;10、支座;11、第二齿轮;12、第一齿轮;13、电机;14、定位孔;15、缓冲弹簧;16、承载块;17、受压件;18、刚性弹簧;19、限位块。
具体实施方式
24.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
25.请参阅图1-5,本实用新型提供的一种实施例:一种近端锚定装载管模具,包括底座1、风扇3、上模座6和下模座8,底座1底部的四个拐角处均设置有支座10,支座10的内部均通过刚性弹簧18设置有受压件17,且受压件17的顶端均与底座1的底端固定连接;
26.加工生产时产生的振动力使得底座1下压受压件17,促使受压件17的底端挤压刚性弹簧18,通过刚性弹簧18的伸缩回弹将振动力进行一定程度的吸收和发散,提高稳定性;
27.受压件17底部的两侧均设置有限位块19,支座10内部的两侧均设置有限位槽,防止受压件17滑脱;
28.下模座8设置于底座1的顶端,上模座6设置于下模座8的上方,且上模座6与下模座8之间形成成型腔5,下模座8顶部的四个拐角处均设置有定位孔14,上模座6底部的四个拐
角处均设置有与定位孔14相匹配的定位柱7;
29.定位孔14内部的底端均匀通过缓冲弹簧15设置有承载块16,且承载块16的顶端均呈弧面结构;
30.定位柱7与定位孔14接触时,对承载块16产生压力,促使承载块16底部对缓冲弹簧15产生压缩,通过缓冲弹簧15的回弹力起到缓冲作用,避免合模时对定位孔14产生刚性挤压;
31.所述承载块16的两侧均设置有导向块,所述定位孔14内部的两侧均设置有导向槽,对承载块16进行导向和限位;
32.底座1内部的两侧均通过支架设置有第二转轴9,风扇3均设置于第二转轴9的一端;
33.下模座8的底端设置导热鳍片4,且导热鳍片4的底端均延伸至底座1的内部,导热鳍片4将成型腔5内热量吸收并传导至底座1内;
34.所述导热鳍片4等间距分布,且导热鳍片4均为铜合金材质,传热导热效率更高;
35.底座1的底端固定有电机13,且电机13的输出端通过滚轴设置有第一齿轮12,底座1内部的两侧均设置有第一转轴2,且第一转轴2均通过皮带轮机构与第二转轴9连接,第一转轴2靠近第一齿轮12的一端均设置有与第一齿轮12相匹配的第二齿轮11;
36.电机13通过滚轴带动第一齿轮12转动,第一齿轮12与第二齿轮11咬合,使得第一转轴2转动,第一转轴2与第二转轴9之间通过皮带轮机构连接,带动第二转轴9和风扇3转动,将热量排出,利于降低成型腔5内温度,提高成型效率,同时起到节能的作用;
37.电机13的具体型号规格需根据该装置的规格参数等选型计算确定,其选型计算方法为现有技术,故不再详细赘述。
38.工作原理:本技术实施例在使用时,上模座6与下模座8进行合模,定位柱7插入到定位孔14内,进行导向和定位,定位柱7与定位孔14接触时,对承载块16产生压力,促使承载块16底部对缓冲弹簧15产生压缩,通过缓冲弹簧15的回弹力起到缓冲作用,避免合模时对定位孔14产生刚性挤压,之后熔融材料注入上模座6与下模座8之间形成的成型腔5中,导热鳍片4将成型腔5内热量吸收并传导至底座1内,之后电机13通过滚轴带动第一齿轮12转动,第一齿轮12与第二齿轮11咬合,使得第一转轴2转动,第一转轴2与第二转轴9之间通过皮带轮机构连接,带动第二转轴9和风扇3转动,将热量排出,利于降低成型腔5内温度,提高成型效率,此外,加工生产时产生的振动力使得底座1下压受压件17,促使受压件17的底端挤压刚性弹簧18,通过刚性弹簧18的伸缩回弹将振动力进行一定程度的吸收和发散,提高稳定性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1