生产电池塑料外壳套的热挤塑装置的制作方法
1.本实用新型涉及电池塑料外壳套的生产设备,具体涉及一种生产电池塑料外壳套的热挤塑装置。
背景技术:
2.电池外需要采用塑料外壳套进行包装,在塑料外壳套从原料至成品卷材需要经过如下工序:混料-投料-挤出(成管状)-热定型(厚度、直径)-检测(有无破损)-压制(成双层带状)-卷绕成卷。挤出过程中,采用单螺杆挤出设备,通过螺杆的挤压和外部的加热方式,使挤出设备内的物料形成流动状态,而现有的外部加热结构对挤出机内部的升温速度较慢且升温不够均匀,影响物料的热熔效果及挤出质量。
技术实现要素:
3.针对上述问题,本实用新型的目的是提供一种快速升温且升温均匀的生产电池塑料外壳套的热挤塑装置。
4.实现本实用新型的技术方案如下
5.生产电池塑料外壳套的热挤塑装置,包括挤塑主体、挤塑驱动电机,挤塑主体内布置有挤塑螺杆,挤塑驱动电机驱使挤塑螺杆在挤塑主体内转动,挤塑主体的前端开设有进料口,进料口上安装有进料斗,挤塑主体的尾部装配有挤塑模具,挤塑主体包括横向布置的挤塑筒,挤塑螺杆转动装配于挤塑筒内,挤塑螺杆的一端伸出挤塑筒外与挤塑驱动电机传动连接;
6.在挤塑筒外周沿着挤塑筒的长度方向布置有三段独立工作的加热装置,每段加热装置包括加热器、辐射器,以及将三段加热装置罩在其中的约束罩;
7.辐射器环绕方式贴敷在挤塑筒的外表面,加热器螺旋方式环绕在对应环状辐射器外,加热器的内周与辐射器的外表面形成接触;
8.辐射器为石墨烯导热膜。
9.在其中一个实施例中,在挤塑筒的外周设置有三个间隔分布的环形安装槽,一个环形安装槽内设置一个辐射器,辐射器的厚度低于环形安装槽的深度,辐射器的外周面不超出环形安装槽;环形安装槽的深度小于挤塑筒壁厚的一半。
10.在其中一个实施例中,辐射器的厚度在0.2cm-0.5cm之间。
11.在其中一个实施例中,约束罩的为筒状结构,约束罩的两端通过连接件固定安装在挤塑筒上;
12.在其中一个实施例中,在约束罩内周与挤塑筒外周之间形成间隔布置的三个约束空间,一个约束空间内布置一个加热装置;相邻约束空间之间布置有环形的间隔板,间隔板上开设有连通相邻约束空间的互通孔;
13.间隔板的内周与挤塑筒外周面接触,间隔板的外周与约束罩的内周固定设置。
14.在其中一个实施例中,在进料斗内设置有翻转混料器,该翻转混料器包括横向布
置在进料斗内的翻转轴,以及布置于进料斗外与翻转轴传动连接的翻转电机,在翻转轴上固定设置有两个对称布置的半圆形翻转板,在翻转板上开设交错布置的落料孔;落料孔的孔径大于进料斗内的物料粒径。
15.在其中一个实施例中,所述进料斗设置有夹套,该夹套通过连通管道与约束罩内的任一约束空间形成连通。
16.采用了上述技术方案,通过将辐射器环绕方式贴敷在挤塑筒的外表面,加热器螺旋方式环绕在对应环状辐射器外,加热器的内周与辐射器的外表面形成接触,加快对挤塑筒内的温度提升,且通过辐射器的环形布置,能够使挤塑筒内温度上升更加均匀。从而本实用新型能够加快挤塑筒内的温度上升且温度上升更为均匀,以此保证挤塑筒内物料的热熔效果及挤出质量。
附图说明
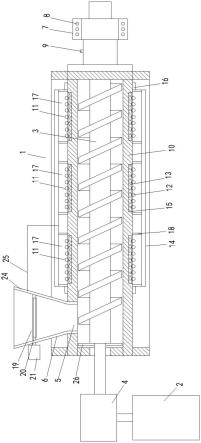
17.图1为本实用新型的结构示意图;
18.图2为本实用新型中翻转混料器的俯视示意图;
19.图3为本实用新型中搅料片的布置示意图;
20.附图中,1为挤塑主体,2为挤塑驱动电机,3为挤塑螺杆,4为减速机,5为进料口,6为进料斗,7为挤塑模具,8为冷却管道,9为温度传感器,10为挤塑筒,11为加热装置,12为加热器,13为辐射器,14为约束罩,15为环形安装槽,16为安装部,17为约束空间,18为间隔板,19为翻转混料器,20为翻转轴,21为翻转电机,22为翻转板,23为落料孔,24为夹套,25为连通管道,26为搅料片,27为搅料通孔。
具体实施方式
21.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例的附图,对本实用新型实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本实用新型的一部分实施例,而不是全部的实施例。基于所描述的本实用新型的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
22.参见图1、2、3示出本技术结构示意图,生产电池塑料外壳套的热挤塑装置,包括挤塑主体1、挤塑驱动电机2,挤塑主体1横向布置,在挤塑主体1内横向布置有挤塑螺杆3,挤塑驱动电机2驱使挤塑螺杆3在挤塑主体1内转动,挤塑驱动电机2配备有减速机4与挤塑螺杆3进行传动连接。
23.挤塑主体1的前端开设有进料口5,进料口5上安装有进料斗6,挤塑主体1的尾部装配有挤塑模具7,物料从进料斗6进入到挤塑主体1内,通过挤塑螺杆3的推挤,从挤塑模具7中呈管状挤出。挤塑模具7外周布置有冷却管道8,冷却管道8内通入冷却流体对经过挤塑模具7的物料进行冷却,以加快挤塑成型。在靠近挤塑模具7的一侧安装有温度传感器9,检测挤出温度,当温度传感器检测到的温度高于设定值时,加快冷却管道8内的流体速度,即加快冷却,直至温度传感器检测到的温度在设定范围内。
24.挤塑主体1包括横向布置的挤塑筒10,挤塑螺杆3转动装配于挤塑筒10内,挤塑螺杆3的左端伸出挤塑筒10外与减速机4的输出端传动连接,减速机4的输入端与挤塑驱动电
机2的输出端传动连接,从而使挤塑筒10内的挤塑螺杆3在挤塑驱动电机2的动力下,围绕自身进行旋转,产生挤塑推动力。
25.在挤塑筒10外周沿着挤塑筒10的长度方向布置有三段独立工作的加热装置11,每段加热装置11包括加热器12、石墨烯导热膜制成的辐射器13,以及将三段加热装置罩在其中的约束罩14;三段加热装置11可以同时加热,可以交替加热进行。如检测到挤塑筒10内的温度达到设定的挤塑温度时,可以采用交替方式进行加热,以节约能耗;如挤塑筒10内的温度略低于设定的挤塑温度时,可以采用三段加热装置同时进行加热,以快速提升温升,保证挤塑筒10内的温度。加热装置11可以采用电加热方式。
26.辐射器13环绕方式贴敷在挤塑筒10的外表面,加热器12螺旋方式环绕在对应环状辐射器13外,加热器12的内周与辐射器13的外表面形成接触;加热器12产生的热能能够通过辐射器13的快速辐射到挤塑筒10内。
27.在挤塑筒10的外周设置有三个间隔分布的环形安装槽15,一个环形安装槽15内设置一个辐射器13,辐射器13的厚度低于环形安装槽15的深度,辐射器13的外周面不超出环形安装槽15,以使辐射器13更多的将热量向挤塑筒10进行热辐射;环形安装槽15的深度小于挤塑筒10壁厚的一半,保证挤塑筒10强度的同时,也最大程度使辐射器13向挤塑筒10径向中心进行靠近,提升热辐射效率。具体实施中,辐射器13的厚度在0.2cm-0.5cm之间,当然根据不同规格挤塑筒10的内部空间大小,可以适当增加或减少辐射器13的厚度。
28.约束罩14的为筒状结构,约束罩14的两端具有安装部16,并通过螺钉连接件固定安装在挤塑筒10上;约束罩14安装到挤塑筒10上后,在约束罩14内周与挤塑筒10外周之间形成间隔布置的三个约束空间17,一个约束空间17内布置一个加热装置11;相邻约束空间17之间布置有环形的间隔板18,间隔板18上开设有连通相邻约束空间17的互通孔;间隔板18的内周与挤塑筒10外周面接触,间隔板18的外周与约束罩14的内周固定设置。间隔板18能够对约束罩14的中部位置进行支撑,通过互通孔的设置,不阻碍相邻约束空间17内的热量流通。
29.在进料斗6内设置有翻转混料器19,该翻转混料器19包括横向布置在进料斗6内的翻转轴20,以及布置于进料斗6外与翻转轴20传动连接的翻转电机21,在翻转轴20上固定设置有两个对称布置的半圆形翻转板22,在翻转板22上开设交错布置的落料孔23;落料孔23的孔径大于进料斗6内的物料粒径。进料斗6设置有夹套24,该夹套24通过连通管道25与约束罩14内的任一约束空间17形成连通,在连通管道上安装有将约束空间17内的热量抽送给夹套24内的风机。在送入进料斗6中的物料有些会由于湿度,而堆积呈块状,通过夹套24内的热能使进料斗6内的温度上升,降低进入物料中的湿度,通过翻转板22的翻转进行翻转混合,未结块的物料可以从落料孔23下落,结块物料,可以在翻转过程中,进行破碎。
30.在挤塑过程中,挤塑筒10内的首段会出现物料叠积的问题,在挤塑螺杆3的端面形成安装面,安装面上安装有沿着挤塑螺杆3径向布置的多个搅料片26,多个搅料片26间隔布置,在每个搅料片26上开有搅料通孔27,相邻搅料片26上的搅料通孔27错开布置,即在转动时,相邻搅料片26上搅拌通孔27的路径不在同一个圆上,以此来使叠积的物料产生流动。具体实施中,搅料片可以朝向同一个方向倾斜布置,在挤塑螺杆转动时,搅料片不仅可以起到搅混的作用,同时还是将物料产生推动作用,以进一步减少叠积物料的问题。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1