六层高阻尼保鲜瓶塑料中空成型机的制作方法
1.本实用新型属于塑料成型技术领域,具体涉及六层高阻尼保鲜瓶塑料中空成型机。
背景技术:
2.生产的产品六层高阻隔保鲜瓶是一种以高密度聚乙烯做基层,选用阻隔有机溶剂合成聚合物做内层,中间以粘结层加以加强而成的一种高科技产品。它能有效克服单层hdpe瓶对有机溶剂易渗透,易变形和单层petg瓶易透水,不耐dmf(一种有机容积),不耐高温等缺点。该产品属现阶段最新颖的高档食品,药品,化工产品,农药等行业包装专用包装瓶。六层高阻隔保鲜瓶市场需求量大,涉及多个行业产品包装使用,用途广泛。个人护理品:防晒霜,洗发/沐浴露,高档化妆品。食品:果汁,牛奶,番茄酱,肉类产品,乳酪制品包装容器。药品:药品包装瓶。农药:杀虫剂,除草剂,敌敌畏,甲胺磷等其他非危险化工产品的包装容器。耐高温产品:各种管道及汽车,摩托车配件等容器。
3.现有的保鲜瓶塑料中空成型机在使用时不能根据需要对保鲜瓶的六层结构进行稳定吹塑成型的现象,且在成型机使用时仅能单独对一种层次物品进行生产,不能对多种层次塑料瓶生产的问题,为此我们提出六层高阻尼保鲜瓶塑料中空成型机。
技术实现要素:
4.本实用新型的目的在于提供六层高阻尼保鲜瓶塑料中空成型机,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:六层高阻尼保鲜瓶塑料中空成型机,包括机架和电气控制系统,所述电气控制系统包括电控柜和操作屏,所述机架的上侧设置有挤出装置模组,且挤出装置模组共设置有六个,所述挤出装置模组的一端设置有六层模头,且六个挤出装置模组的一端均与六层模头连通,所述六层模头的一侧设置有风嘴机构,所述挤出装置模组的一端对应六层模头的位置设置有热切刀装置,所述机架的一端对应成型模的位置设置有合模机构,所述合模机构包括固定安装在机架上的合模油缸,所述合模机构的一侧设置有移模油缸,所述移模油缸与机架固定连接,所述机架的一端对应成型模的位置设置有风嘴机构。
6.优选的,所述机架的一端对应挤出装置模组的位置设置有抬头油缸,且抬头油缸安装在挤出装置模组和六层模头的安装平台上。
7.优选的,所述机架的一端内侧设置有减速阀装置,所述减速阀装置与合模机构的液压驱动连通管连接。
8.优选的,所述机架的端部对应成型模的位置设置有打水口装置,所述打水口装置的一侧设置有机械手装置,所述机械手装置的一端设置有锣口机,且打水口装置、机械手装置和锣口机均安装在机架的一端。
9.优选的,所述机架的一端下侧设置有自动润滑装置和气动装置,所述自动润滑装
置通过管道与成型机的运动位置连通,所述气动装置通过通气管与移模油缸和风嘴机构连接。
10.优选的,所述挤出装置模组的另一端下侧设置有冷却水装置和伺服油路,所述伺服油路通过伺服电机和油管与气动装置、合模油缸、移模油缸和风嘴机构连通,所述冷却水装置通过冷却水管和水泵与挤出装置模组、风嘴机构和伺服油路连接。
11.与现有技术相比,本实用新型的有益效果是:
12.1.本实用新型通过设计的挤出装置模组和六层模头,在使用时可以吹塑六层保鲜瓶,且在使用时配合合模机构、移模油缸等不仅可以吹塑六层保鲜瓶,机器更换不同的机头和调整挤出装置技术参数就可以吹塑出来不同层的塑胶单头、双头、多头和不同容积产品,可以满足客户不同需求。
13.2.节能伺服液压系统:比定量泵节电50%,比变量泵节电20%且动作顺畅无冲击核心动力稳定寿命比传统系统延长几倍;通过挤出模拟分析系统:可以调整螺杆参数设计,温度,转速等,发挥不同型号塑料粒成型最效果;控制系统采用贝加莱触摸屏,人机界面,操作简单。
附图说明
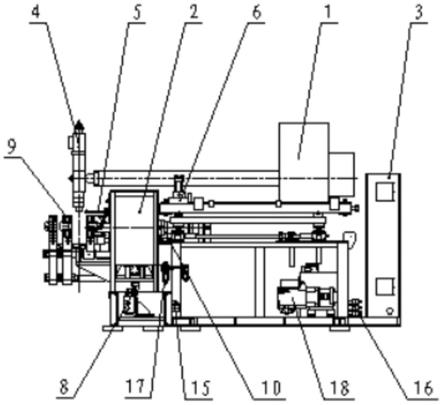
14.图1为本实用新型的结构示意图;
15.图2为本实用新型的侧视结构示意图;
16.图中:1、挤出装置模组;2、机架;3、电气控制系统;4、六层模头;5、热切刀装置;6、抬头油缸;7、移模油缸;8、减速阀装置;9、合模机构;10、合模油缸;11、风嘴机构;12、打水口装置;13、机械手装置;14、锣口机;15、自动润滑装置;16、冷却水装置;17、气动装置;18、伺服油路。
具体实施方式
17.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
18.请参阅图1和图2,本实用新型提供一种技术方案:六层高阻尼保鲜瓶塑料中空成型机,包括机架2和电气控制系统3,电气控制系统3包括电控柜和操作屏,机架2为全部装置/机构的安装平台,机架2的上侧设置有挤出装置模组1,且挤出装置模组1共设置有六个;
19.六个挤出装置模组1分别为:
20.35外层挤出装置:pe或pp新料,占总材料的15%左右;(外壳)
21.50中层挤出装置:pe或pp新料回收料,占总材料的50%左右。(外壳)
22.30内层挤出装置:pe或pp新料,占总材料的10%左右。(外壳)
23.35阻隔层挤出装置:evoh料,占总材料的5%~8%左右。(内袋)
24.3粘合层挤出装置:粘合剂,占总材料的5%左右。(内袋)
25.35挤出装置:ldpe料,占总材料的5%~8%左右。(内袋)
26.挤出装置模组1的一端设置有六层模头4,且六个挤出装置模组1的一端均与六层
模头4连通,六层模头4将以上挤出装置模组1提供的熔状胶料按技术要求形成六层的管状胶料,六层模头4的一侧设置有风嘴机构11,挤出装置模组1的一端对应六层模头4的位置设置有热切刀装置5,热切刀装置5用于切断从六层模头4流出的胶料,以利于模具内成形,机架2的一端对应成型模的位置设置有合模机构9,合模机构9包括固定安装在机架2上的合模油缸10,合模油缸10的活塞杆缩回(即开模)打开吹瓶模具达到胶料进入模具内,活塞杆伸出(即合模)闭合吹瓶模具,合模机构9的一侧设置有移模油缸7,移模油缸7与机架2固定连接,机架2的一端对应成型模的位置设置有风嘴机构11,移模油缸7的活塞杆伸出时推动合模机构9到机器吹瓶中心位置承接料坯,活塞杆缩回带动合模机构9往左返回到风嘴机构11的吹气-定型-冷却位置。
27.进一步地,可参阅图1和图2,机架2的一端对应挤出装置模组1的位置设置有抬头油缸6,且抬头油缸6安装在挤出装置模组1和六层模头4的安装平台上,当热切刀装置5的热切刀切断胶料后立即抬起挤出装置和机头的安装平台以防胶料粘结,机架2的一端内侧设置有减速阀装置8,所述减速阀装置8与合模机构9的液压驱动连通管连接,减速阀装置8为快速往返运动的合模机构9提供减速缓冲作用。
28.进一步地,可参阅图1和图2,机架2的端部对应成型模的位置设置有打水口装置12,打水口装置12把经风嘴机构11定型、冷却完成后去除保鲜瓶瓶身外的边角余料,打水口装置12的一侧设置有机械手装置13,机械手装置13的一端设置有锣口机14,且打水口装置12、机械手装置13和锣口机14均安装在机架2的一端,机架2的一端下侧设置有自动润滑装置15和气动装置17,自动润滑装置15通过管道与成型机的运动位置连通,气动装置17通过通气管与移模油缸7和风嘴机构11连接,挤出装置模组1的另一端下侧设置有冷却水装置16和伺服油路18,伺服油路18通过伺服电机和油管与气动装置17、合模油缸10、移模油缸7和风嘴机构11连通,冷却水装置16通过冷却水管和水泵与挤出装置模组1、风嘴机构11和伺服油路18连接。
29.从上述描述可知,本实用新型具有以下有益效果:在使用时不仅可以吹塑六层保鲜瓶,机器更换不同的机头和调整挤出装置技术参数就可以吹塑出来不同层的塑胶单头/双头/多头和不同容积产品,可以满足客户不同需求。
30.本实用新型的工作原理及使用流程:电气控制系统3(包括操作屏/电控柜)打开电源开关启动挤出装置模组1的加热模式待各组挤出装置温度达到机器开机技术要求时,即可启动各部套/机构的电机开关后机器进入吹塑成型工作状态,依次启动以下各装置。
31.自动润滑装置15电机已启动向各润滑点注润滑油脂的动作已开始。
32.冷却水装置16开始给挤出装置模组1、风嘴机构11、伺服油路18提供冷却水。
33.气动装置17开始给风杆组11、打水口装置12提供压缩空气动力气源。
34.伺服油路18伺服电机启动,油泵按技术要求向抬头油缸6、移模油缸7、合模油缸10、风嘴油缸11提供动力源,即中、高压液压油。
35.以上各部套装置或机构均已进入静态工作状态还未开启吹瓶模式
36.继续操作操作屏3开启吹瓶模式(每个动作设定了标准完成时间)
37.s1,首先把挤出装置模组1六个挤出电机启动,挤出装置各自塑化不同的塑胶料待其熔融状进入六层模头4流道,成型为二个六层薄壁管状带透明熔融胶料。
38.s2,右边的移模油缸7将右边初始位置的合模机构9往左快速移动380mm到图2所示
中心入料位置此时处于开模状态,从各个挤出装置进入六层模头4的熔状胶料已成型为二个六层的柱状胶料即将进入合模机构9上的吹瓶模具内。
39.s3,随后合模油缸10将合模机构9转换为合模模式,热切刀装置5立即切断已流入模具内的柱状胶料,抬头油缸6随即将安装有挤出装置/机头的机架2的平台抬起使机头出来的胶料和模具内的胶料剪断,避免粘结影响后续产品成型。
40.s4,紧接着右边的移模油缸7又快速的将右边的合模机构9往右移动380mm回到右边初始位置。接着在风嘴机构11中的风嘴油缸作用下使风杆组快速向下插入吹瓶模具内(此时胶料还未成型),并同时导入压缩气体促使模具内的胶料快速成型为保鲜瓶外形,模具自带的冷却系统促使成型的保鲜瓶快速定型。设定时间到,合模油缸启动开模模式,成型的保鲜瓶粘结在风杆组风杆下端,这时,右边的打水口装置启动工作,去除保鲜瓶瓶底毛刺,然后右边的机械手装置13准确的将保鲜瓶夹住往右运行设定的距离放在锣口机14上继续去除保鲜瓶瓶口的葫芦口余料。
41.s5,与序号s4动作同步-右边移模架组刚回到初始位置时,左边的移模油缸就将左边初始位置的合模机构往右快速移动380mm到中心入料位置,让从机头出来的胶料进入模具内,完成以上序号s3,s4所述相同动作后快速回到左边初始位置,这一动作与右边的移模架组所述动作顺序交替的进行着。
42.s6,这时右边移模油缸又快速的将右边合模机构往左移动到中心入料位置进料成型.重复以上序号s3,s4叙述的动作。
43.s7,紧接着左边的移模架组又重复完成序号s5所述的动作。这样循环往复,周而复始有序的动作着,因为此台为双架吹瓶机器,左边的合模机构及其他装置或机构也是重复着右边机构如上所述的动作,只不过需要相互避让.就这样循环成型动作着,每18秒左右循环一次吹塑出来四个保鲜瓶。机器设计产量:700~900瓶/小时吹塑瓶容积范围:0.1~1升。
44.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
45.以上所述,仅用以说明本实用新型的技术方案而非限制,本领域普通技术人员对本实用新型的技术方案所做的其它修改或者等同替换,只要不脱离本实用新型技术方案的精神和范围,均应涵盖在本实用新型的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1