一种自动上下料的塑料注射成型机的制作方法
1.本实用新型涉及注射成型机领域,尤其涉及一种自动上下料的塑料注射成型机。
背景技术:
2.注塑机又名注射成型机或注射机,它是将热塑性塑料或热固性塑料利用塑料成型模具制成各种形状的塑料制品的主要成型设备,分为立式、卧式、全电式,注塑机能加热塑料,对熔融塑料施加高压,使其射出而充满模具型腔,随着现代科学技术的发展,需要使用到自动上下料的注塑机。
3.但现有的注射成型机大多不具备自动上下料的功能,导致上料与下料需要通过手动进行,大大降低了生产效率,同时机器外壳由于需要对母粒加热融化而温度很高,使用者容易与机器接触而烫伤的问题。
4.因此,有必要提供一种自动上下料的塑料注射成型机解决上述技术问题。
技术实现要素:
5.本实用新型提供一种自动上下料的塑料注射成型机,解决了现有的注射成型机大多不具备自动上下料的功能,导致上料与下料需要通过手动进行,大大降低了生产效率,同时机器外壳由于需要对母粒加热融化而温度很高,使用者容易与机器接触而烫伤的问题。
6.本实用新型提供一种自动上下料的塑料注射成型机,包括:工作台,所述工作台的外部一侧通过合页铰链连接有侧门,所述侧门的外部固定安装有把手,所述工作台外部的一侧且位于侧门的左侧开设有放置槽,所述放置槽的底面放置有接料筐,所述工作台顶部的一侧固定安装有外壳,所述外壳的顶部焊接连接有料斗,所述外壳的内部设有驱动机构,所述工作台顶部的另一侧固定安装有保护壳,所述保护壳外部的一侧滑动安装有滑门,所述保护壳外部的一侧且位于滑门的右侧设有控制模块,所述保护壳的底部表面开设有漏料孔,所述保护壳内部的一侧设有冲压机构,所述冲压机构的一侧设有模具组件。
7.优选的,所述驱动机构包括电机,所述电机通过螺钉固定安装在外壳的内部,所述电机的输出轴处键槽连接有驱动齿轮,所述驱动齿轮的外部啮合连接有交换齿轮,所述驱动齿轮的一侧键槽连接有第一螺杆,所述交换齿轮的一侧键槽连接有第二螺杆,所述外壳的内部且位于第一螺杆与第二螺杆的外部焊接连接有加热筒。
8.优选的,所述第一螺杆与第二螺杆的一端均通过轴承与外壳转动安装,所述外壳与加热筒之间的间隙为3cm-5cm。
9.优选的,所述模具组件包括接口,所述接口与外壳的一端连接,所述接口的一端固定连接有挡块,所述挡块的外部一侧焊接连接有顶杆,且顶杆的数量为四个,四个所述顶杆贯穿有固定块,所述固定块与顶杆之间设有通孔,所述固定块的一侧中心点处开设有模槽。
10.优选的,所述固定块通过通孔与顶杆之间的配合与挡块构成滑动安装,所述通孔的内部尺寸与顶杆的外部尺寸之间相吻合。
11.优选的,所述冲压机构包括油缸,所述油缸通过螺钉固定安装在保护壳内部的一
侧,所述油缸的下油封处固定安装有u型板,所述u型板的外部一侧焊接连接有立柱,所述立柱的数量为四个,四个所述立柱的外部套设有弹簧,四个所述立柱贯穿有移动板,所述移动板的外部一侧开设有限位槽,且限位槽的数量为四个,所述移动板的外部一侧中心点处焊接连接有出料杆。
12.优选的,所述u型板通过油缸与保护壳之间构成平移结构,四个所述立柱与固定块之间为焊接连接。
13.与相关技术相比较,本实用新型提供的一种自动上下料的塑料注射成型机具有如下有益效果:
14.该注射成型机料斗的上方通过传送带将母粒持续的向料斗中加入,当油缸将u型板向前推,此时顶杆与限位槽接触,移动板与出料杆向后移动,将弹簧压缩,最后移动板与u型板接触,固定块滑动与挡块贴合,开始注塑,注塑结束后,油缸收缩,u型板向后移动,弹簧将移动板与出料杆顶出,此时出料杆将注塑好的零件顶出,由于重力自动掉入下方的接料筐中,具备了自动上下料的功能,同时外壳与加热筒之间的间隙使得加热筒的热量不会传递给外壳,使得外壳不会产生高温,不会烫伤使用者。
附图说明
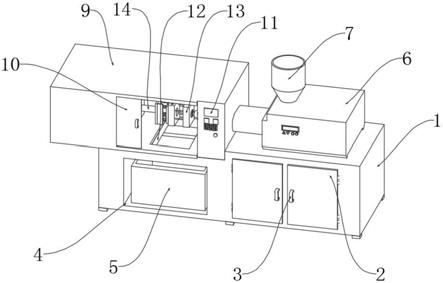
15.图1为本实用新型提供的一种自动上下料的塑料注射成型机的一种较佳实施例的结构示意图;
16.图2为图1所示侧视结构示意图;
17.图3为图1所示驱动机构结构示意图;
18.图4为图1所示模具组件与冲压机构结构示意图。
19.图中:1、工作台;2、侧门;3、把手;4、放置槽;5、接料筐;6、外壳;7、料斗;8、驱动机构;81、电机;82、驱动齿轮;83、交换齿轮;84、第一螺杆;85、第二螺杆;86、加热筒;9、保护壳;10、滑门;11、控制模块;12、漏料孔;13、模具组件;131、接口;132、挡块;133、顶杆;134、固定块;135、通孔;136、模槽;14、冲压机构;141、油缸;142、u型板;143、立柱;144、弹簧;145、移动板;146、限位槽;147、出料杆。
具体实施方式
20.下面结合附图和实施方式对本实用新型作进一步说明。
21.请结合参阅图1、图2、图3和图4,其中图1为本实用新型提供的一种自动上下料的塑料注射成型机的一种较佳实施例的结构示意图;图2为图1所示侧视结构示意图;图3为图1所示驱动机构结构示意图;图4为图1所示模具组件与冲压机构结构示意图,一种自动上下料的塑料注射成型机,包括:工作台1,工作台1的外部一侧通过合页铰链连接有侧门2,侧门2的外部固定安装有把手3,工作台1外部的一侧且位于侧门2的左侧开设有放置槽4,放置槽4的底面放置有接料筐5,工作台1顶部的一侧固定安装有外壳6,外壳6的顶部焊接连接有料斗7,外壳6的内部设有驱动机构8,工作台1顶部的另一侧固定安装有保护壳9,保护壳9外部的一侧滑动安装有滑门10,保护壳9外部的一侧且位于滑门10的右侧设有控制模块11,保护壳9的底部表面开设有漏料孔12,保护壳9内部的一侧设有冲压机构14,冲压机构14的一侧设有模具组件13。
22.驱动机构8包括电机81,电机81通过螺钉固定安装在外壳6的内部,电机81的输出轴处键槽连接有驱动齿轮82,驱动齿轮82的外部啮合连接有交换齿轮83,驱动齿轮82的一侧键槽连接有第一螺杆84,交换齿轮83的一侧键槽连接有第二螺杆85,外壳6的内部且位于第一螺杆84与第二螺杆85的外部焊接连接有加热筒86。
23.第一螺杆84与第二螺杆85的一端均通过轴承与外壳6转动安装,外壳6与加热筒86之间的间隙为3cm-5cm,料斗7的上方通过传送带将母粒持续的向料斗7中加入,电机81带动驱动齿轮82进行转动,驱动齿轮82带动交换齿轮83进行转动,从而使得第一螺杆84与第二螺杆85进行转动,而母粒由于加热筒86的加热融化,通过第一螺杆84与第二螺杆85的旋转挤出,而外壳6与加热筒86之间的间隙使得加热筒86的热量不会传递给外壳6,使得外壳6不会产生高温,不会烫伤使用者。
24.模具组件13包括接口131,接口131与外壳6的一端连接,接口131的一端固定连接有挡块132,挡块132的外部一侧焊接连接有顶杆133,且顶杆133的数量为四个,四个顶杆133贯穿有固定块134,固定块134与顶杆133之间设有通孔135,固定块134的一侧中心点处开设有模槽136。
25.固定块134通过通孔135与顶杆133之间的配合与挡块132构成滑动安装,通孔135的内部尺寸与顶杆133的外部尺寸之间相吻合,固定块134与挡块132之间相适配,固定块134滑动与挡块132贴合,此时外壳6的一端对模槽136进行注塑。
26.冲压机构14包括油缸141,油缸141通过螺钉固定安装在保护壳9内部的一侧,油缸141的下油封处固定安装有u型板142,u型板142的外部一侧焊接连接有立柱143,立柱143的数量为四个,四个立柱143的外部套设有弹簧144,四个立柱143贯穿有移动板145,移动板145的外部一侧开设有限位槽146,且限位槽146的数量为四个,移动板145的外部一侧中心点处焊接连接有出料杆147。
27.u型板142通过油缸141与保护壳9之间构成平移结构,四个立柱143与固定块134之间为焊接连接,当油缸141将u型板142向前推,此时顶杆133与限位槽146接触,移动板145与出料杆147向后移动,将弹簧144压缩,最后移动板145与u型板142接触,固定块134滑动与挡块132贴合,开始注塑,注塑结束后,油缸141收缩,u型板142向后移动,弹簧144将移动板145与出料杆147顶出,此时出料杆147将注塑好的零件顶出,由于重力自动掉入下方的接料筐5中。
28.本实用新型提供的一种自动上下料的塑料注射成型机的工作原理如下:
29.料斗7的上方通过传送带将母粒持续的向料斗7中加入,电机81带动驱动齿轮82进行转动,驱动齿轮82带动交换齿轮83进行转动,从而使得第一螺杆84与第二螺杆85进行转动,而母粒由于加热筒86的加热融化,通过第一螺杆84与第二螺杆85的旋转挤出,油缸141将u型板142向前推,此时顶杆133与限位槽146接触,移动板145与出料杆147向后移动,将弹簧144压缩,最后移动板145与u型板142接触,固定块134滑动与挡块132贴合,开始注塑,注塑结束后,油缸141收缩,u型板142向后移动,弹簧144将移动板145与出料杆147顶出,此时出料杆147将注塑好的零件顶出,由于重力自动掉入下方的接料筐5中。
30.与相关技术相比较,本实用新型提供的一种自动上下料的塑料注射成型机具有如下有益效果:
31.现有的注射成型机大多不具备自动上下料的功能,导致上料与下料需要通过手动
进行,大大降低了生产效率,同时机器外壳6由于需要对母粒加热融化而温度很高,使用者容易与机器接触而烫伤,该注射成型机料斗7的上方通过传送带将母粒持续的向料斗7中加入,当油缸141将u型板142向前推,此时顶杆133与限位槽146接触,移动板145与出料杆147向后移动,将弹簧144压缩,最后移动板145与u型板142接触,固定块134滑动与挡块132贴合,开始注塑,注塑结束后,油缸141收缩,u型板142向后移动,弹簧144将移动板145与出料杆147顶出,此时出料杆147将注塑好的零件顶出,由于重力自动掉入下方的接料筐5中,具备了自动上下料的功能,同时外壳6与加热筒86之间的间隙使得加热筒86的热量不会传递给外壳6,使得外壳6不会产生高温,不会烫伤使用者。
32.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1