小克重PET瓶坯热流道模具的制作方法
小克重pet瓶坯热流道模具
技术领域
1.本实用新型属于模具技术领域,涉及一种小克重pet瓶坯热流道模具。
背景技术:
2.pet塑料瓶是当今使用量最大的饮料包装,广泛用于食品、化工、药品包装等众多领域,pet塑料瓶表面平滑而有光泽,耐蠕变、抗疲劳性、耐摩擦和尺寸稳定性好,磨耗小而硬度高,具有热塑性塑料中最大的韧性;电绝缘性能好,受温度影响小,但耐电晕性较差,无毒、耐气候性、抗化学药品稳定性好,吸水率低,耐弱酸和有机溶剂。现有的pet瓶胚一般采模具进行生产制造,在生产过程中,模具由于低温在接触高温物料时,接触成型处容易发生硬化,导致塑件整体结构的均一性较为一般,注塑精度较差。
3.为了克服现有技术的不足,人们经过不断探索,提出了各种各样的解决方案,如中国专利公开了一种pet瓶胚群腔模具用热流道喷嘴结构[申请号:202021815005.7],包括铍铜注嘴安装座,铍铜注嘴安装座内可拆卸的设有铍铜注嘴,所述的铍铜注嘴端部延伸出铍铜注嘴安装座外部,且在铍铜注嘴端部套设有一个用隔热材料制成的隔热帽,在铍铜注嘴安装座外壁设有向内凹陷呈环形的加热丝安装槽。本实用新型对注嘴端部起到隔热效果,解决了瓶胚模具在注塑过程中浇口发黄、发白、拉浇口等不良现象。但是该方案在生产过程中,接触成型处仍然容易发生硬化,导致塑件整体结构的均一性较为一般,存在注塑精度较差的缺陷。
技术实现要素:
[0004]
本实用新型的目的是针对上述问题,提供一种小克重pet瓶坯热流道模具。
[0005]
为达到上述目的,本实用新型采用了下列技术方案:
[0006]
一种小克重pet瓶坯热流道模具,包括pet瓶胚模具成型板,所述的pet瓶胚模具成型板内设有pet瓶胚成型腔室,所述的pet瓶胚成型腔室内设有pet瓶胚热流道成型辅助组件,所述的pet瓶胚模具成型板下方设有承托抵接板,所述的承托抵接板上设有拼接式连接件,所述的拼接式连接件与pet瓶胚热流道成型辅助组件相抵接配合,所述的pet瓶胚模具成型板上方设有注塑板,所述的注塑板与pet瓶胚成型腔室的位置相对应。
[0007]
在上述的小克重pet瓶坯热流道模具中,所述的pet瓶胚热流道成型辅助组件包括设置于pet瓶胚成型腔室内的热流道外套杆,所述的热流道外套杆内设有内部热流道插件,所述的热流道外套杆位于内部热流道插件与pet瓶胚模具成型板之间。
[0008]
在上述的小克重pet瓶坯热流道模具中,所述的内部热流道插件包括设置于热流道外套杆内的内部热流道插轴,所述的热流道外套杆呈中空状,所述的内部热流道插轴上设有热流道外螺纹条,所述的热流道外螺纹条与热流道外套杆的位置相对应。
[0009]
在上述的小克重pet瓶坯热流道模具中,所述的拼接式连接件包括设置于承托抵接板上的两个拼接连接条,相邻的两个拼接连接条相抵接配合,所述的拼接连接条位于热流道外套杆下方。
[0010]
在上述的小克重pet瓶坯热流道模具中,所述的拼接连接条与热流道外套杆之间设有固定防脱件,所述的固定防脱件一端与拼接连接条相连,另一端与热流道外套杆相连。
[0011]
在上述的小克重pet瓶坯热流道模具中,所述的固定防脱件包括设置于拼接连接条与热流道外套杆之间的固定防脱座,所述的固定防脱座一端与拼接连接条相连,另一端与热流道外套杆相连。
[0012]
在上述的小克重pet瓶坯热流道模具中,所述的承托抵接板上还设有内嵌防偏件,所述的拼接连接条与内嵌防偏件相滑动配合,所述的内嵌防偏件与承托抵接板相卡接配合。
[0013]
在上述的小克重pet瓶坯热流道模具中,所述的内嵌防偏件包括设置于承托抵接板上的内嵌防滑底条,所述的拼接连接条与内嵌防滑底条相滑动配合,所述的内嵌防滑底条的中心线与拼接连接条的中心线相互垂直。
[0014]
在上述的小克重pet瓶坯热流道模具中,所述的承托抵接板上还设有侧部连接件,所述的侧部连接件延伸通入至pet瓶胚模具成型板内且侧部连接件与pet瓶胚模具成型板相滑动配合。
[0015]
在上述的小克重pet瓶坯热流道模具中,所述的侧部连接件包括设置于承托抵接板上的两个侧部连接板,两个侧部连接板相互平行设置,所述的侧部连接板延伸通入至pet瓶胚模具成型板内且侧部连接板与pet瓶胚模具成型板相滑动配合。
[0016]
与现有的技术相比,本实用新型的优点在于:
[0017]
1、本实用新型在注塑前,先将加热后的液体加入至pet瓶胚热流道成型辅助组件内,使得pet瓶胚热流道成型辅助组件在注塑过程中具有较高的温度,避免熔融物料最先与pet瓶胚热流道成型辅助组件相接触部分由于温度较低的原因直接发生硬化,保证了塑件整体结构的均一性,注塑精度较高,拼接式连接件将pet瓶胚热流道成型辅助组件底部进行固定连接,采用拼接式结构,拆装简单方便。
[0018]
2、本实用新型通过设置内嵌防滑底条,内嵌防滑底条上表面与承托抵接板上表面平齐,可避免拼接连接条在安装过程中发生左右角度偏移,确保拼接连接条与承托抵接板之间的平整性。
[0019]
本实用新型的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本实用新型的研究和实践而为本领域的技术人员所理解。
附图说明
[0020]
图1是本实用新型的结构示意图。
[0021]
图2是本实用新型的局部结构示意图。
[0022]
图3是本实用新型另一个方向的局部结构示意图.
[0023]
图4是本实用新型另一个方向的局部结构示意图。
[0024]
图中:pet瓶胚模具成型板1、pet瓶胚成型腔室2、pet瓶胚热流道成型辅助组件3、承托抵接板4、拼接式连接件5、注塑板6、热流道外套杆7、内部热流道插件8、内部热流道插轴9、热流道外螺纹条10、拼接连接条11、固定防脱件12、固定防脱座13、内嵌防偏件14、内嵌防滑底条15、侧部连接件16、侧部连接板17。
具体实施方式
[0025]
下面结合附图对本实用新型进行进一步说明。
[0026]
如图1-4所示,一种小克重pet瓶坯热流道模具,包括pet瓶胚模具成型板1,所述的pet瓶胚模具成型板1内设有pet瓶胚成型腔室2,所述的pet瓶胚成型腔室2内设有pet瓶胚热流道成型辅助组件3,所述的pet瓶胚模具成型板1下方设有承托抵接板4,所述的承托抵接板4上设有拼接式连接件5,所述的拼接式连接件5与pet瓶胚热流道成型辅助组件3相抵接配合,所述的pet瓶胚模具成型板1上方设有注塑板6,所述的注塑板6与pet瓶胚成型腔室2的位置相对应。
[0027]
在本实施例中,在注塑过程中,将注塑板6和pet瓶胚模具成型板1进行合模,熔融物料通过注塑板6注入至pet瓶胚模具成型板1内的pet瓶胚成型腔室2中,在注塑前,先将加热后的液体加入至pet瓶胚热流道成型辅助组件3内,使得pet瓶胚热流道成型辅助组件3在注塑过程中具有较高的温度,避免熔融物料最先与pet瓶胚热流道成型辅助组件3相接触部分由于温度较低的原因直接发生硬化,保证了塑件整体结构的均一性,注塑精度较高,拼接式连接件5将pet瓶胚热流道成型辅助组件3底部进行固定连接,采用拼接式结构,拆装简单方便。
[0028]
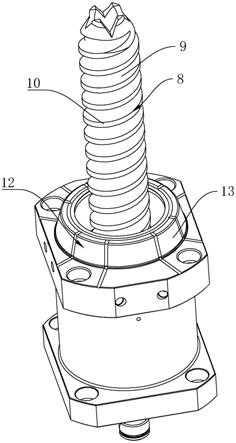
结合图3、图4所示,所述的pet瓶胚热流道成型辅助组件3包括设置于pet瓶胚成型腔室2内的热流道外套杆7,所述的热流道外套杆7内设有内部热流道插件8,所述的热流道外套杆7位于内部热流道插件8与pet瓶胚模具成型板1之间。
[0029]
具体地说,在注塑前,先将加热后的液体加入至热流道外套杆7内,使得加热后的液体通过内部热流道插件8将其均匀输送至热流道外套杆7内壁处,使得热流道外套杆7在注塑过程中具有较高的温度,避免熔融物料最先与pet瓶胚热流道成型辅助组件3相接触部分由于温度较低的原因直接发生硬化,保证了塑件整体结构的均一性,注塑精度较高。
[0030]
结合图3、图4所示,所述的内部热流道插件8包括设置于热流道外套杆7内的内部热流道插轴9,所述的热流道外套杆7呈中空状,所述的内部热流道插轴9上设有热流道外螺纹条10,所述的热流道外螺纹条10与热流道外套杆7的位置相对应。
[0031]
本实施例中,在加热的液体通入至热流道外套杆7内后,通过内部热流道插轴9上的热流道外螺纹条10将加热液体均匀输送至热流道外套杆7内壁处,使得热流道外套杆7在注塑过程中具有较高的温度,避免熔融物料最先与pet瓶胚热流道成型辅助组件3相接触部分由于温度较低的原因直接发生硬化,保证了塑件整体结构的均一性,注塑精度较高。
[0032]
所述的拼接式连接件5包括设置于承托抵接板4上的两个拼接连接条11,相邻的两个拼接连接条11相抵接配合,所述的拼接连接条11位于热流道外套杆7下方。
[0033]
本实施例中,两个拼接连接条11用以连接固定热流道外套杆7与承托抵接板4之间,采用拼接式结构,方便使用人员进行拆装。
[0034]
结合图3所示,所述的拼接连接条11与热流道外套杆7之间设有固定防脱件12,所述的固定防脱件12一端与拼接连接条11相连,另一端与热流道外套杆7相连。
[0035]
本实施例中,固定防脱件12用以固定拼接连接条11与热流道外套杆7之间的连接处,避免热流道外套杆7从拼接连接条11固定处脱离。
[0036]
所述的固定防脱件12包括设置于拼接连接条11与热流道外套杆7之间的固定防脱座13,所述的固定防脱座13一端与拼接连接条11相连,另一端与热流道外套杆7相连。
[0037]
本实施例中,固定防脱座13用以固定拼接连接条11与热流道外套杆7之间的连接处,避免热流道外套杆7从拼接连接条11固定处脱离,稳固性较好。
[0038]
所述的承托抵接板4上还设有内嵌防偏件14,所述的拼接连接条11与内嵌防偏件14相滑动配合,所述的内嵌防偏件14与承托抵接板4相卡接配合。
[0039]
本实施例中,内嵌防偏件14可避免拼接连接条11在安装过程中发生左右角度偏移,确保拼接连接条11与承托抵接板4之间的平整性。
[0040]
结合图3所示,所述的内嵌防偏件14包括设置于承托抵接板4上的内嵌防滑底条15,所述的拼接连接条11与内嵌防滑底条15相滑动配合,所述的内嵌防滑底条15的中心线与拼接连接条11的中心线相互垂直。
[0041]
本实施例中,内嵌防滑底条15上表面与承托抵接板4上表面平齐,可避免拼接连接条11在安装过程中发生左右角度偏移,确保拼接连接条11与承托抵接板4之间的平整性。
[0042]
结合图3所示,所述的承托抵接板4上还设有侧部连接件16,所述的侧部连接件16延伸通入至pet瓶胚模具成型板1内且侧部连接件16与pet瓶胚模具成型板1相滑动配合。
[0043]
本实施例中,侧部连接件16对承托抵接板4起到限位作用,在开模合模过程中,提高了承托抵接板4位移的精确度。
[0044]
结合图3所示,所述的侧部连接件16包括设置于承托抵接板4上的两个侧部连接板17,两个侧部连接板17相互平行设置,所述的侧部连接板17延伸通入至pet瓶胚模具成型板1内且侧部连接板17与pet瓶胚模具成型板1相滑动配合。
[0045]
本实施例中,两个侧部连接板17采用左右对称的结构,对承托抵接板4起到限位作用,在开模合模过程中,提高了承托抵接板4位移的精确度。
[0046]
本实用新型的工作原理是:
[0047]
在注塑过程中,将注塑板6和pet瓶胚模具成型板1进行合模,熔融物料通过注塑板6注入至pet瓶胚模具成型板1内的pet瓶胚成型腔室2中,在注塑前,先将加热后的液体加入至热流道外套杆7内,在加热的液体通入至热流道外套杆7内后,通过内部热流道插轴9上的热流道外螺纹条10将加热液体均匀输送至热流道外套杆7内壁处,使得热流道外套杆7在注塑过程中具有较高的温度,避免熔融物料最先与pet瓶胚热流道成型辅助组件3相接触部分由于温度较低的原因直接发生硬化,保证了塑件整体结构的均一性,注塑精度较高,
[0048]
两个拼接连接条11用以连接固定热流道外套杆7与承托抵接板4之间,采用拼接式结构,方便使用人员进行拆装,固定防脱件12用以固定拼接连接条11与热流道外套杆7之间的连接处,避免热流道外套杆7从拼接连接条11固定处脱离,
[0049]
内嵌防滑底条15上表面与承托抵接板4上表面平齐,可避免拼接连接条11在安装过程中发生左右角度偏移,确保拼接连接条11与承托抵接板4之间的平整性,
[0050]
两个侧部连接板17采用左右对称的结构,对承托抵接板4起到限位作用,在开模合模过程中,提高了承托抵接板4位移的精确度。
[0051]
本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神。
[0052]
尽管本文较多地使用pet瓶胚模具成型板1、pet瓶胚成型腔室2、pet瓶胚热流道成型辅助组件3、承托抵接板4、拼接式连接件5、注塑板6、热流道外套杆7、内部热流道插件8、
内部热流道插轴9、热流道外螺纹条10、拼接连接条11、固定防脱件12、固定防脱座13、内嵌防偏件14、内嵌防滑底条15、侧部连接件16、侧部连接板17等术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本实用新型的本质,把它们解释成任何一种附加的限制都是与本实用新型精神相违背的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1