具有专用设置区的胎圈成型系统的制作方法
具有专用设置区的胎圈成型系统
相关申请
1.本技术要求于2020年2月25日提交的美国临时申请no.62/981,221的权益,其全部内容在此通过引用并入。
背景技术:
2.车辆轮胎通常在最内径处具有两个环形胎圈环,它们为轮胎提供箍筋强度(hoop strength)和结构完整性。胎圈还在轮胎安装到轮辋的位置处提供硬度。通常通过将金属丝缠绕在卡盘或滚筒(通常称为成型器)外周的凹槽中制造胎圈。胎圈也可以由单根丝形成。
3.通常,单一的制造设施可以生产几种具有不同尺寸和形状的胎圈。现有的设备可能不能形成多于一种的胎圈,因此,在这些设施中的每一个都需要多台机器,每台机器都与特定类型的胎圈有关。其他设备可以是可调节的以适应不同类型的胎圈,但调节过程可能很麻烦,并且需要对机器进行大量修改(从而需要停机时间)。例如,通常与特定胎圈类型相关的成型器必须被拆除和更换。成型器一般是重型设备,并且可能需要大量的时间来拆除和更换,从而在调整机械以适应不同的胎圈时增加成本和生产时间。
4.因此,可能需要一种改进的胎圈成型系统,其成型器具有改进的效率和易用性。
附图说明
5.参考下面的附图和描述,可以更好地理解本公开内容的实施方案。图中的组件不一定是按比例的,而是强调说明本公开内容的原理。此外,在图中,相同的附图标记表示类似或相同的特征。
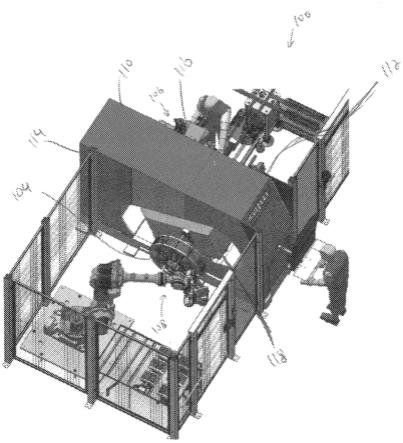
6.图1是显示根据本公开内容的某些方面的胎圈成型系统的透视图的图。
7.图2是显示图1的胎圈成型系统的俯视图的图。
8.图3是显示图1的胎圈成型系统的前视图的图。
9.图4是显示根据本公开内容的某些方面的用于胎圈成型系统的提供设置空间的壳体的设置侧的透视图的图。
10.图5是显示根据本公开内容的某些方面的用于具有自动设置设备的胎圈成型系统的壳体的设置侧的图。
11.图6是显示图1的胎圈成型系统的一部分的透视图的图。
12.图7是显示图1的胎圈成型系统的一部分的侧视图以及胎圈成型器的运动路径的图,其表示根据本公开内容的某些方面在底板旋转期间由成型器穿过的空间。
13.图8是显示根据本公开内容的某些方面的胎圈成型系统的壳体的剖视图的图。
14.图9是显示根据本公开内容的某些方面具有多个制造区域的胎圈成型系统的另一实施方案的图。
具体实施方式
15.参考附图描述本实施方案,在附图中,相同的元件用相同的符号来表示。从下面的
详细描述更好地理解本发明的各种元件的关系和功能。然而,本发明的实施方案并不限于图中所示的实施方案。应当理解,在某些情况下,已经省略了对理解本发明不需要的细节,诸如常规的制造和装配。
16.值得注意的是,除了下面描述的特征(及其变化)之外,本文的系统可以结合用于形成环形胎圈环的现成设备和技术,诸如来自商业上可获得的产品如sws-6000单线胎圈卷绕系统和/或tds-860胎圈卷绕系统的组件,这两个系统各自由纽约州的罗马市的bartell machinery system,l.l.c.制造合并某些现有组件可以提供关于某些机械部件的向后兼容性,从而减少某些客户的前期成本。
17.现在请参考附图,图1显示了用于形成至少一个轮胎胎圈的胎圈成型系统100的透视图。图2显示了胎圈成型系统100的俯视图。图3显示了该系统的前视图。图1至图3中描述的胎圈成型系统100,以及其变化,可以具有生产多种尺寸轮胎胎圈的能力。此外,如下面详细讨论的,胎圈成型系统100可以有利地能够使第一胎圈成型器102在操作位置和装载或设置位置之间旋转。当第一胎圈成型器102处于第一位置106时(例如,用于胎圈制造),第二胎圈成型器104可以处于第二位置108,据此,第二胎圈成型器104可以被操纵,以便以后制造特定尺寸的胎圈。在适当的时候,第一胎圈成型器102和第二胎圈成型器104可以交换位置,从而允许由相关的胎圈卷绕设备形成不同特征(例如,不同直径)的胎圈。
18.这样的特征对于提供快速有效的方式来配置胎圈成型系统100以形成不同特征(例如,不同尺寸)的胎圈同时相对于其他系统减少机器停机时间是有利的。例如,虽然在改变胎圈尺寸时其他系统必须关闭相当长的时间段(例如,在一些情况下数小时),但是本实施方案提供一种方法,使这种设置在没有任何或很少的机器停机时间情况下发生。例如,唯一需要的机器停机时间可能发生在第一胎圈成型器102和第二胎圈成型器104切换位置时(在某些示例性实施方案中可能发生少于15秒)。具有这种能力的系统也可以相对于其制造能力占用较少的空间(例如,由于较少的停机时间增加了每个系统的产量)。
19.如图1至图3所示,壳体110可以形成胎圈成型系统100的大部分。例如,该壳体可以由金属板形成。在所描述的配置中,第一胎圈成型器102位于壳体110的第一侧112上的第一位置106,第二胎圈成型器位于壳体110的第二侧上的第二位置108。第一位置106可以是相应的胎圈成型器与胎圈卷绕设备116接合的位置。也就是说,当第一胎圈成型器102(和/或第二胎圈成型器104)位于第一位置106时,它的位置相对于胎圈卷绕设备116有适当的接近度,从而可以在第一胎圈成型器102上形成一个胎圈。第二位置108可以缺少胎圈卷绕设备。替代地,第二位置108可以包括设置设备(如下文所述)和/或用于手动设置的适当的地面空间,以便在这个位置的胎圈成型器可以被调整用于将来制造具有特定特征的胎圈。值得注意的是,第一胎圈成型器102和第二胎圈成型器104可以单独操作(例如,一个的操作/旋转不影响另一个),从而第一胎圈成型器102上的胎圈形成不影响第二胎圈成型器104的设置程序,反之亦然。
20.底座118可以被固定到第一胎圈成型器102和/或第二胎圈成型器104。例如,在所描述的方向上的胎圈卷绕操作期间,当至少一个轮胎胎圈在第一胎圈成型器102的胎圈接收面120上形成时,底座118可以基本保持静止(即锁定在原位)。在此胎圈形成期间,第一胎圈成型器102可以相对于底座118旋转。同时,第二胎圈成型器104可以基本静止(或至少不受第一胎圈成型器102的旋转影响),从而可以发生设置过程。
21.一旦在第一胎圈成型器102上的胎圈卷绕完成(和/或第二胎圈成型器104的设置完成),底座118可以旋转或以其他方式移动,从而第一胎圈成型器102和第二胎圈成型器104交换位置。一旦交换,第二胎圈成型器104就可以位于壳体110的第一侧的第一位置106(用于使用第二胎圈成型器104形成胎圈),而第一胎圈成型器102可以位于壳体110的第二侧的第二位置108(例如,如果需要,在这里可以重新配置以形成不同胎圈类型)。
22.设置区(setup area)122可以位于壳体110的第二侧114上。在一些实施方案中(诸如图4的实施方案),设置区122可以简单地包括足以重组(retooling)胎圈成型器的地面空间,该空间可以被工具、胎圈成型器组件、工作站和/或供具有胎圈成型器设置专业知识的工人使用的其他设备所占据。此外或可选择地,包括至少一个机器人或其他自动重组机构。在图5的描述的实施例中,包括一个机器臂124。机器臂124可以被配置为在第一胎圈设置(bead setting)和第二胎圈设置之间改变第二胎圈成型器104,其中这些胎圈设置与不同的胎圈特征相关。例如,机器臂可以改变第二胎圈成型器104的尺寸(在所描述的方向),以便在适当的时候,第二胎圈成型器104可以移动到第一位置106(上面讨论过,见图2),准备立即开始制造具有所需特征的胎圈(其可能与先前在第二胎圈成型器104上制造的胎圈不同)。为了说明,机器臂124正在将图5中的卡盘部分125移动到位(它可能正在取代先前的卡盘部分)。
23.图6显示了胎圈成型系统100的一部分,其中壳体110(见图1)不存在。底座外壳也不在图6中的视线范围内,从而底座的底座组件126被显示出。底座118可以包括用于操作第一胎圈成型器102和第二胎圈成型器104的致动器(并注意到第二胎圈成型器104在该图中以较小的设置显示)。例如,可以包括第一致动器128用于使第一胎圈成型器102围绕胎圈成型器轴线132旋转。可以包括第二致动器130用于控制第一胎圈成型器102的至少一个胎圈接收面120(有凹槽136)的径向位置(例如,使得胎圈接收面120可以移入和移出与胎圈的接合)。类似的或相同的致动器可以与第二胎圈成型器104相关联。任选地,与第一胎圈成型器102相关的致动器和与第二胎圈成型器104相关的致动器可以完全单独操作,从而一个胎圈成型器的操作不影响另一个(如上所讨论的)。
24.底座118也可以是可旋转的(例如,通过连接到可旋转的底板138,如下文更详细地讨论)。例如,底座118可以是围绕底座轴线134(在图7中示出)可旋转的。如上所述,这种旋转可以用于在操作位置和设置位置之间移动第一胎圈成型器102和/或第二胎圈成型器104。如图6和图7所示,底座轴线134可以与胎圈成型器轴线132垂直。应注意的是,底座轴线134可以相对于真垂直(true vertical)成一定的角度(其中“真水平(true horizontal)”被定义为平行于平地的平面并由地球的重力决定,“真垂直”被定义为与“真水平”垂直的方向)。例如,底座轴线134可以相对于真垂直成至少5度,例如至少15度,例如至少30度(或更大)的角度。这样的角度确保在胎圈成型器移动期间,胎圈成型器和卷绕设备之间不发生接触。也就是说,参考图7(该图显示了在成型器旋转期间可能被占用的空间140),第一成型器102的路径不干涉任何胎圈卷绕设备116或其他组件。这样的特征相对于某些其他实施方案是有利的,因为胎圈卷绕设备116在胎圈成型器移动期间可以保持固定在原位,而不是被移开,这可以通过进一步减少停机时间而进一步提高胎圈成型系统100的效率。
25.图8显示了胎圈成型系统100的壳体110的剖视图与底板138。底板138可以相对于所描述的壳体组件旋转,其可以包括固定到底座118(上文讨论)的顶面142。顶面142基本上
可以是平面的,而且它可以在旋转时保持在一个平面内。因此,底板138的旋转轴线(其可以定义底座轴线,上文已讨论)可以垂直于底板138的顶面。这样的布置对于提供底板138(以及因此底座118和相关的胎圈成型器,如上所述)的可预测的和稳定的旋转可能是有利的。
26.虽然图中没有显示,但底板138和/或与底座118(图1)联接的另一组件可以经由致动器诸如气动或液压致动器和电动马达等来驱动。例如,当包括一个致动器时,它可以被固定在壳体上。可选择地,可以考虑的是,底板138可以由人类操作员手动旋转。在这样的实施方案中,底板138优选地包括锁定装置,从而至少在胎圈被形成时,它可以相对于壳体固定不旋转。
27.图8还说明了壳体110可以在适当时具有各种开口。例如,第一壳体开口144可以位于壳体110的第一侧112上,第二壳体开口146可以位于壳体110的第二侧上。因此,当胎圈成型器处于图2的第一位置106时,第一壳体开口可以容纳胎圈成型器,而当其处于相应的第二位置108时,第二壳体开口146可以容纳胎圈成型器。虽然只包括两个开口,但也考虑额外的开口(例如,在三个或更多个胎圈成型器被连接到底座上的情况下,和/或例如有多个设置站的情况下)。
28.图9显示了胎圈成型系统200的另一个实施方案。在图9中,包括两个制造阶段。例如,一套胎圈卷绕设备216可以位于壳体210的第一侧,一套顶点应用设备217(看起来类似于设备216,但它在实践中可能有很大不同)可以位于壳体210的第一侧212。可以包括底座(与上面讨论的底座118相似或相同),用于以与上面的实施方案(及其变化)一致的方式切换第一胎圈成型器202和第二胎圈成型器204的位置。有利的是,轮胎形成过程的多个步骤可以在没有人工干预的情况下完成。虽然本例中只描述了两个阶段,但可以考虑将三个或更多个成型器联接到底座218,并且因此可以包括三个或更多个制造阶段(和/或设置阶段)。当包括两个成型器时,一个共同的驱动轴可以这些使成型器旋转(但是这个特征是任选的,并且单独的执行器可能是理想的)。
29.虽然已经描述了本发明的各种实施方案,但除了根据所附的权利要求及其等同物,本发明不受限制。此外,本文描述的优点不一定是本发明的唯一优点,而且不一定期望本发明的每个实施方案都能实现所述的所有优点。
30.在不受限制的情况下,本公开的主题还可以涉及以下一个或多个方面(及其组合):
31.在第一方面,一种用于形成轮胎胎圈的胎圈成型系统可以包括以下:壳体;第一胎圈成型器,其被配置为便于轮胎胎圈的形成;和底座,其被固定到第一胎圈成型器,其中第一胎圈成型器包括相对于底座可旋转的胎圈接收面。底座可以是可调节的,从而第一胎圈成型器可从第一位置移动到第二位置。第一位置可以在壳体的第一侧,而第二位置可以在壳体的第二侧。当第一胎圈成型器位于第一位置时,第二胎圈成型器可以位于第二位置,其中当第一胎圈成型器位于第二位置时,第二胎圈成型器位于第一位置。
32.当第一胎圈成型器位于第一位置时,胎圈成型器可以与一个或多个胎圈卷绕机械组件接合。当第一胎圈成型器位于第二位置时,第一胎圈成型器位于设置区内。设置区可以包括至少一个被配置为在第一胎圈设置和第二胎圈设置之间改变第一胎圈成型器的机器人组件。
33.胎圈接收面可以环绕胎圈成型器轴线,其中第一胎圈成型器可相对于底座围绕第
一胎圈成型器轴线旋转。底座可以是围绕底座轴线可旋转的,并且底座轴线可以垂直于第一胎圈成型器轴线。底座轴线可以相对于真垂直成一定的角度。
34.底座可以固定到底板的表面,其中底板的表面是可旋转的以在第一位置和第二位置之间移动第一胎圈成型器。当底板旋转时,底板的表面可以保持在一个平面内,其中该平面相对于真水平成一定的角度。底板的旋转可以经由固定于壳体的至少一个致动器来控制。
35.壳体可以包括第一开口和第二开口,第一开口位于壳体的第一侧并且在第一胎圈成型器处于第一位置时容纳胎圈,第二开口位于壳体的第二侧并且在第一胎圈成型器处于第二位置时容纳胎圈。
36.底座可以包括用于使第一胎圈成型器围绕胎圈成型器轴线旋转的第一致动器,并且其中底座包括用于控制胎圈的胎圈接收面的径向位置的第二致动器。
37.在第二方面,一种用于形成轮胎胎圈的胎圈成型系统可以包括以下:胎圈成型器,其被配置为便于轮胎胎圈的形成;和底座,其被固定到胎圈成型器,其中胎圈成型器包括相对于底座围绕第一轴线可旋转的胎圈接收面。底座可以是围绕第二轴线可旋转的,从而胎圈成型器可从第一位置移动到第二位置。
38.第一轴线可以与第二轴线垂直。
39.第二轴线可以相对于真垂直成一定的角度。
40.第一位置可以在壳体的第一侧并且与第一壳体开口相对应,而第二位置可以在壳体的第二侧并且与第二壳体开口相对应。
41.当胎圈成型器处于第一位置时,胎圈成型器可以与一个或多个胎圈卷绕机械组件接合。
42.当胎圈成型器位于第二位置时,胎圈成型器可以位于设置区中。
43.在第三方面,一种用于形成轮胎胎圈的胎圈成型系统可以包括以下的一个或多个:壳体,其具有第一侧和第二侧;和底座,其联接到第一成型器和第二成型器。第一成型器可以在壳体的第一侧,而第二成型器可以在壳体的第二侧。底座可以是可旋转的,从而第一成型器可移动到壳体的第二侧,并且第一成型器可移动到壳体的第二侧。
44.除了上面列举的每个独立方面中提到的特征外,一些实施例可以单独或组合显示从属方面中提到的和/或上面描述中披露的和图中所示的任选特征。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1