一种轮罩胎模自动切换装置及方法与流程
1.本发明属于汽车制造装备技术领域,具体涉及一种轮罩胎模自动切换装置及方法。
背景技术:
2.现有轮罩滚边设备包括上胎模,下胎模,以及夹紧组件(夹紧缸、压块),上胎模和下胎模通过多个螺钉固定连接,下胎模通过多个螺钉固定安装在侧围拼台底板上。人工将侧围内外板零件搬运到侧围拼台并定位夹紧好后,拼台旁的机器人对侧围轮罩进行滚边,完成轮罩外板对侧围内板的包边。当需要切换其他车型时,需要将胎模和拼台整体推走来切换下一个车型的侧围拼台。轮罩胎模包括上胎模和下胎模。下胎模通过多个螺钉固定安装在侧围拼台底板上。上胎模和下胎模通过多个螺钉固定连接,上胎模不可切换,只适用于单一车型。
技术实现要素:
3.本发明的目的在于提供一种轮罩胎模自动切换装置及方法,利用上胎模进行侧围零件的适配,通过滚边机器人对上胎模的切换从而适配不同车型的侧围零件滚边。
4.为实现上述技术目的,达到上述技术效果,本发明通过以下技术方案实现:
5.本发明提供了一种轮罩胎模自动切换装置,包括:滚边机器人、胎模切换小车、上胎模、小车定位机构、滚头放置架、抓手放置架和胎模放置架;
6.所述胎模切换小车上还布置有下胎模,所述上胎模与下胎模通过定位销固定,所述上胎模用于适配侧围零件,所述胎模切换小车用于夹紧侧围零件;
7.所述胎模切换小车与小车定位机构通过定位销固定连接,所述滚头放置架用于放置滚边滚头,所述抓手放置架用于存放胎模切换抓手,所述胎模放置架用于存放适配侧围零件的上胎模;
8.所述滚边机器人用于从滚头放置架上抓取滚边滚头,然后按照滚边轨迹进行滚边;
9.在切换另一车型的侧围零件时,胎模切换小车解除先前侧围零件的夹紧,滚边机器人将滚边滚头放回滚头放置架,然后在抓手放置架中抓取存放的胎模切换抓手,滚边机器人利用胎模切换抓手在胎模切换小车上抓取适配先前侧围零件的上胎模,并将该上胎模放置在胎模放置架上;
10.此后滚边机器人在胎模放置架上抓取适配所切换车型的侧围零件的上胎模,并将该上胎模放置到胎模切换小车上,胎模切换小车上的下胎模与上胎模通过定位销固定,同时,胎模切换小车夹紧所切换车型的侧围零件,滚边机器人再将胎模切换抓手放回抓手放置架中,然后从滚头放置架中重新抓取滚边滚头,按照滚边轨迹继续进行滚边。
11.作为本发明的进一步改进,所述胎模切换小车包括:车体框架、脚轮、第一限位块、导向轮、第二限位块、夹紧单元、定位销单元、扶手、支撑单元和第三限位块;所述脚轮设置
有4个分别固定安装在车体框架下部的4个角上,所述第一限位块与第二限位块固定安装在车体框架的前侧面,所述导向轮固定安装在车体框架下部;所述下胎模固定安装在车体框架上部,所述夹紧单元设有3个均固定安装在车体框架上部,所述定位销单元和扶手固定安装在车体框架上部,所述第三限位块固定安装在车体框架的后侧面,所述车体框架还开设有定位销孔。
12.作为本发明的进一步改进,所述下胎模包括:胎模本体以及固定安装在所述胎模本体上的第一定位销、第二定位销、电气快插组件、第一夹紧机构和第二夹紧机构,所述第一夹紧机构和第二夹紧机构固定安装在胎模本体的两侧。
13.作为本发明的进一步改进,所述夹紧单元包括:连接支基、伸缩气缸、连接板、感应支架、支撑块、压臂、导向块和旋转气缸;所述连接支基与伸缩气缸的缸筒固定连接,所述连接板与伸缩气缸的活塞杆固定连接,所述感应支架固定安装在连接板的侧壁上,所述支撑块与导向块均固定安装在连接板的上端,所述旋转气缸的活塞杆通过连接块与压臂固定连接,旋转气缸的活塞杆还通过连接块与连接板旋转连接。
14.作为本发明的进一步改进,所述小车定位机构包括:主体框架、安装板、第一伸缩定位销、第二伸缩定位销、第一双向限位机构、第二双向限位机构和油压减震装置;所述主体框架与安装板固定连接,所述安装板通过螺栓与地面固定连接;所述主体框架上设有侧板,所述油压减震装置的固定端在前部与主体框架的侧板固定连接,所述油压减震装置的活动端穿出主体框架的侧板向后端延伸;所述第一伸缩定位销在前部与主体框架的内侧壁固定连接,所述第二伸缩定位销在中部与主体框架的内侧壁固定连接;所述第一双向限位机构在前部与主体框架的侧板固定连接,所述第二双向限位机构在后部与主体框架的内侧壁固定连接;所述主体框架外侧的上表面还设有导轨,在所述导轨的前端设有前锲型块,在所述导轨的后端设有后锲型块,所述前锲型块的厚度大于后锲型块的厚度。
15.作为本发明的进一步改进,所述胎模放置架包括:放置小车和放置架定位机构,所述放置架定位机构与地面固定连接,所述放置小车与放置架定位机构通过定位销固定连接,所述放置小车包括:水平框架以及固定布置在所述水平框架上的两个竖向框架,两个竖向框架平行设置;所述水平框架下部固定连接有四个脚轮,所述竖向框架上固定布置有水平放置机构以及斜置放置机构,所述水平放置机构上设置有水平定位机构,所述斜置放置机构上设置有斜置定位机构和止坠块。
16.作为本发明的进一步改进,所述放置架定位机构上还设置有限位机构;所述水平定位机构、斜置定位机构以及止坠块均设置有两个。
17.作为本发明的进一步改进,所述抓手放置架包括:抓手框架、防尘盖、定位销、导向块、电气安装支架、接近开关、锁紧装置、第一连接架、第二连接架和气缸;所述抓手框架固定在地面上,所述定位销固定布置在抓手框架的顶面,所述导向块固定布置在抓手框架上部的侧面,所述电气安装支架固定布置在抓手框架下部的侧面,所述接近开关固定布置在抓手框架上部的侧面,所述锁紧装置固定布置在抓手框架上部的侧面;所述第一连接架与抓手框架的侧面固定连接,所述气缸的缸筒与第一连接架转动连接,所述第一连接架与第二连接架转动连接,所述气缸的活塞杆与第一连接架转动连接;所述第二连接架为“l”型,所述防尘盖固定在第二连接架的顶部位置。
18.本发明还提供了一种轮罩胎模自动切换方法,包括以下步骤:
19.步骤s1:使用吊具进行侧围零件的上件,侧围零件通过上胎模定位以及胎模切换小车夹紧就位后,滚边机器人从滚头放置架抓取滚边滚头,然后按照滚边轨迹进行滚边;
20.步骤s2:切换另一车型的侧围零件时,胎模切换小车解除先前侧围零件的夹紧,使用吊具进行先前侧围零件的下件,滚边机器人将滚边滚头放回滚头放置架,然后在抓手放置架中抓取存放的胎模切换抓手;
21.步骤s3:滚边机器人利用胎模切换抓手抓取适配先前侧围零件的上胎模,并将该上胎模放置在胎模放置架上,此后滚边机器人在胎模放置架上抓取适配所切换车型的侧围零件的上胎模,并将该上胎模放置到胎模切换小车上;
22.步骤s4:胎模切换小车上的下胎模与上胎模通过定位销固定,同时,使用吊具进行切换车型的侧围零件的上件,胎模切换小车夹紧所切换车型的侧围零件;
23.步骤s5:滚边机器人将胎模切换抓手放回抓手放置架中,然后从滚头放置架中重新抓取滚边滚头,按照滚边轨迹继续进行滚边;如需切换另一车型的侧围零件,则回到步骤s2;如无需切换侧围零件,进入步骤s6;
24.步骤s6:滚边结束,使用吊具完成侧围零件的下件。
25.本发明的优点:
26.1.本发明提供的轮罩胎模自动切换装置及方法,可以实现机器人快速自动切换上胎模而实现多个车型的侧围轮罩滚边,不需要额外的场地和空间来存放侧围工装拼台,提高场地使用率。
27.2.本发明提供的轮罩胎模自动切换装置及方法,解决了人工切换一体式侧围拼台的人机工程问题,切换时间短;胎模切换小车的工作位置,有小车定位机构对其进行定位,保证位置精准和一致性;胎模切换小车上用于支撑并夹紧侧围零件的多个夹紧单元,并列安装为一组,通过伸缩气缸驱动夹紧单元上升或下降,实现侧围零件的切换。
28.4.本发明提供的轮罩胎模自动切换装置及方法,胎模放置架能够存取不同车型的模腔,可保证不同车型的侧围零件快速切换,无需人工参与切换,有效节省厂内工装的存放空间,极大提升了该滚边区域的自动化率。
附图说明
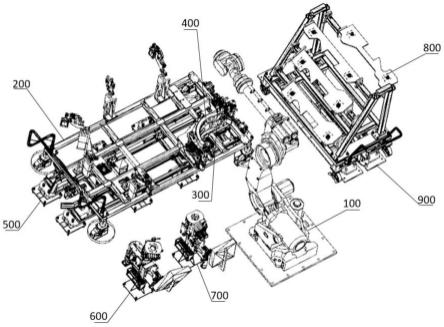
29.图1为本发明所述的轮罩胎模自动切换装置的结构示意图;
30.图2为本发明所述的胎模切换小车的结构示意图;
31.图3为本发明所述的胎模切换小车的仰视图;
32.图4为本发明所述的胎模切换小车的后视图;
33.图5为本发明所述的下胎模的结构示意图;
34.图6为本发明所述的夹紧单元的结构示意图;
35.图7为本发明所述的小车定位机构的结构示意图;
36.图8为本发明所述的胎模放置架的结构示意图;
37.图9为本发明所述的抓手放置架的结构示意图;
38.图10为本发明所述的侧围零件的安装结构示意图。
39.图中:100-滚边机器人,200-胎模切换小车,201-车体框架,202-脚轮,203-第一限位块,204-导向轮,205-第二限位块,207-第一夹紧单元,2071-连接支基,2072-伸缩气缸,
2073-连接板,2074-感应支架,2075-支撑块,2076-导向块,2077-压臂,2078-旋转气缸,208-定位销单元,209-扶手,210-第二夹紧单元,211-第三夹紧单元,212-支撑单元,213-第三限位块,214-定位销孔,300-下胎模,301-胎模本体,302-第一夹紧机构,303-第二夹紧机构,304-第一定位销,305-第二定位销,306-电气快插组件,400-上胎模,500-小车定位机构,501-主体框架,502-导轨,503-第一伸缩定位销,504-第二伸缩定位销,505-第一双向限位机构,506-第二双向限位机构,507-油压减震装置,508-安装板,509-前锲型块,510-后锲型块,侧板511,600-滚头放置架,700-抓手放置架,701-抓手框架,702-定位销,703-导向块,704-防尘盖,705-电气安装支架,706-接近开关,707-锁紧装置,708-第一连接架,709-第二连接架,710-气缸,800-胎模放置架,801-放置小车,802-竖向框架,803-水平放置机构,8031-水平定位机构,804-斜置放置机构,8041-斜置定位机构,8042-止坠块,805-脚轮,806-识别开关,807-水平框架,900-放置架定位机构,901-限位机构,侧围零件-1000。
具体实施方式
40.为了使本发明的目的,技术方案及优点更加清楚明白,以下结合附图通过具体实施例对本发明进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
41.本发明的实施例中提供了一种轮罩胎模自动切换装置,如图1所示,包括:滚边机器人100、胎模切换小车200、上胎模400、小车定位机构500、滚头放置架600、抓手放置架700和胎模放置架800;胎模切换小车200上还布置有下胎模300,上胎模400与下胎模300通过定位销固定,上胎模400用于适配侧围零件1000(如图10所示),胎模切换小车200用于夹紧侧围零件1000;胎模切换小车200与小车定位机构500通过定位销固定连接,滚头放置架600用于放置滚边滚头,抓手放置架700用于存放胎模切换抓手,胎模放置架800用于存放适配侧围零件1000的上胎模400;滚边机器人100用于从滚头放置架600上抓取滚边滚头,然后按照滚边轨迹进行滚边;在切换另一车型的侧围零件1000时,胎模切换小车200解除先前侧围零件1000的夹紧,滚边机器人100将滚边滚头放回滚头放置架600,然后在抓手放置架700中抓取存放的胎模切换抓手,滚边机器人100利用胎模切换抓手抓取适配先前侧围零件1000的上胎模400,并将该上胎模400放置在胎模放置架800上,此后滚边机器人100在胎模放置架800上抓取适配所切换车型的侧围零件1000的上胎模400,并将该上胎模400放置到胎模切换小车200上,胎模切换小车200上的下胎模300与上胎模400通过定位销固定,同时,胎模切换小车200夹紧所切换车型的侧围零件1000,滚边机器人100再将胎模切换抓手放回抓手放置架700中,然后从滚头放置架600中重新抓取滚边滚头,按照滚边轨迹继续进行滚边;能够实现通过上胎模400进行侧围零件1000的适配,然后通过滚边机器人100对上胎模400的切换从而适配不同车型的侧围零件1000滚边。
42.在一个实施例中,如图2至图4所示,胎模切换小车200包括:车体框架201、脚轮202、第一限位块203、导向轮204、第二限位块205、第一夹紧单元207、第二夹紧单元210、第三夹紧单元211、定位销单元208、扶手209、支撑单元212和第三限位块213;脚轮202设置有4个分别固定安装在车体框架201下部的4个角上,第一限位块203与第二限位块205固定安装在车体框架201的前侧面,用于对小车前方的限位以及定位,导向轮204固定安装在车体框架201下部,用于对小车的运动进行导向;下胎模300固定安装在车体框架201上部,用于支
撑以及压紧用于加工的上胎模400,第一夹紧单元207、第二夹紧单元210和第三夹紧单元211均固定安装在车体框架201上部,用于对侧围零件1000的支撑和夹紧;定位销单元208和扶手209固定安装在车体框架201上部,定位销单元208用于对零件进行定位固定;第三限位块213固定安装在车体框架201的后侧面,用于对小车后方的限位以及定位;车体框架201还开设有定位销孔214,定位销孔214用于与小车定位机构500相配合使用,以保证切换小车及其胎模位置的精度。
43.在一些实施例中,如图5所示,下胎模300包括:胎模本体301以及固定安装在胎模本体301上的第一定位销304、第二定位销305、电气快插组件306、第一夹紧机构302和第二夹紧机构303,第一夹紧机构302和第二夹紧机构303固定安装在胎模本体301的两侧;第一定位销304和第二定位销305用于与上胎模400的销孔配合,定位上胎模400;第一夹紧机构302和第二夹紧机构303用于对上胎模400进行压紧固定,保证滚边过程受滚边力时上胎模位置的稳固;电气快插组件306用于与上胎模400的气、电连接。
44.在一个实施例中,如图6所示,夹紧单元(第一夹紧单元207、第二夹紧单元210和第三夹紧单元211)包括:连接支基2071、伸缩气缸2072、连接板2073、感应支架2074、支撑块2075、压臂2077、导向块2076和旋转气缸2078;连接支基2071与伸缩气缸2072的缸筒固定连接,连接板2073与伸缩气缸2072的活塞杆固定连接,感应支架2074固定安装在连接板2073的侧壁上,支撑块2075与导向块2076均固定安装在连接板2073的上端,旋转气缸2078的活塞杆通过连接块与压臂2077固定连接,旋转气缸2078的活塞杆还通过连接块与连接板2073旋转连接;支撑块2075用于支撑侧围零件1000的外表面,压臂2077压紧侧围零件1000内表面;旋转气缸2078控制压臂2077的开关,导向块2076在侧围零件1000落下时起导向作用,安装在感应支架2074上的感应开关起到零件检测的作用。
45.在一个实施例中,如图7所示,小车定位机构500包括:主体框架501、安装板508、第一伸缩定位销503、第二伸缩定位销504、第一双向限位机构505、第二双向限位机构506和油压减震装置507;主体框架501与安装板508固定连接,安装板508通过螺栓与地面固定连接用于固定主体框架501;主体框架501上设有侧板511,油压减震装置507的固定端在前部与主体框架501的侧板511固定连接,油压减震装置507活动端穿出主体框架501的侧板511向后端延伸,用于减震防止设备损坏;第一伸缩定位销503在前部与主体框架501的内侧壁固定连接,用于在主体框架501的前部对胎模切换小车200进行水平方向定位,第二伸缩定位销504在中部与主体框架501的内侧壁固定连接,用于在主体框架501的中后部对胎模切换小车200进行水平方向定位;第一双向限位机构505在前部与主体框架501的上表面固定连接,用于在主体框架501的前部对胎模切换小车200进行竖直方向的限位,第二双向限位机构506在后部与主体框架501的内侧壁固定连接,用于在主体框架501的后部对胎模切换小车200进行竖直方向的限位;主体框架501外侧的上表面还设有导轨502,导轨502用于胎模切换小车200的滚轮在主体框架501上能够导向滑动;在导轨502的前端设有前锲型块509,在导轨502的后端设有后锲型块510,前锲型块509的厚度大于后锲型块510的厚度,用于防止胎模切换小车200上下抖动;当胎模切换小车200推进时,通过导轨502导向进入地面定位机构上方,当胎模切换小车200推到端头时,首先接触油压减震装置507,防止设备损坏,然后接触第一双向限位机构505后停止,由于前锲型块509的厚度大于后锲型块510的厚度,小车前轮进来时,不会和后锲型块510碰触,能够防止小车未到位前接触脱离引起上下起伏,
小车上的四个铁轮与前锲型块509、后锲型块510贴合后,同时第二双向限位机构506翻转夹紧,实现水平方向(胎模切换小车前进方向)及竖直方向限位,第一伸缩定位销503及第二伸缩定位销504顶升,与胎模切换小车200上的销孔配合,实现精确定位。
46.在一个实施例中,如图8所示,胎模放置架800包括:放置小车801和放置架定位机构900,放置架定位机构900与地面固定连接,放置小车801与放置架定位机构900通过定位销固定连接,用于放置小车801的定位和锁定,放置小车801包括:水平框架807以及固定布置在水平框架807上的两个竖向框架802,两个竖向框架802平行设置;水平框架807下部固定连接有四个脚轮805,竖向框架802上固定布置有水平放置机构803以及斜置放置机构804,水平放置机构803与斜置放置机构804均可设置2个,支持最多四个上胎模400存放,上胎模400放置各层之间错开一定角度与位置,确保滚边机器人100抓放上胎模400无干涉;水平放置机构803上设置有水平定位机构8031,斜置放置机构804上设置有斜置定位机构8041和止坠块8042;水平定位机构8031与斜置定位机构8041用于进行精确定位,确保机器人自动进行上胎模400切换时有精度保证,止坠块8042用于对上胎模400侧边进行支撑,有效防止架上胎模400下坠;进行车型零件切换时,滚边机器人100从侧围拼台上抓起滚边上胎模400,放置到滚边胎模放置架800上,再从胎模放置架800上抓取另一车型零件适配的上胎模400即可完成一次车型切换。
47.在一个实施例中,放置架定位机构900上还设置有限位机构901;胎模放置架800上的水平定位机构8031、斜置定位机构8041以及止坠块8042均设置有两个。
48.在一个实施例中,如图9所示,抓手放置架700包括:抓手框架701、定位销702、导向块703、防尘盖704、电气安装支架705、接近开关706、锁紧装置707、第一连接架708、第二连接架709和气缸710;抓手框架701固定在地面上,定位销702固定布置在抓手框架701的顶面,用于对抓手进行定位,也能防止抓手倾倒;导向块703固定布置在抓手框架701上部的侧面,用于对抓手进行导向,也能防止抓手旋转;电气安装支架705固定布置在抓手框架701下部的侧面,用于固定电气设备,防止电气设备被撞击;接近开关706固定布置在抓手框架701上部的侧面,用于检测抓手就位情况并传递信号,锁紧装置707固定布置在抓手框架701上部的侧面,用于防止抓手空中运输发生脱落;第一连接架708与抓手框架701的侧面固定连接;气缸710的缸筒与第一连接架708转动连接,第一连接架708与第二连接架709转动连接,气缸710的活塞杆与第一连接架708转动连接,第二连接架709为“l”型,第二连接架709固定在第一连接架708上后,其一端位于抓手框架701上方,防尘盖704固定在第二连接架709的顶部位置,用于防尘;当抓手放置完成滚边胎模后,气缸缩回,防尘盖打开,抓手被放置到放置架上,接近开关检测抓手放置到位且锁紧装置闭合后,气缸伸出,防尘盖闭合。
49.本发明还提供了一种轮罩胎模自动切换方法,包括以下步骤:
50.步骤s1:使用吊具进行侧围零件1000的上件,侧围零件1000通过上胎模400适配定位以及胎模切换小车200夹紧就位后,滚边机器人100从滚头放置架600抓取滚边滚头,然后按照滚边轨迹进行滚边;
51.步骤s2:切换另一车型的侧围零件1000时,胎模切换小车解除先前侧围零件1000的夹紧,使用吊具进行先前侧围零件100的下件,滚边机器人100将滚边滚头放回滚头放置架600,然后在抓手放置架700中抓取存放的胎模切换抓手;
52.步骤s3:滚边机器人100利用胎模切换抓手抓取适配先前侧围零件1000的上胎模
400,并将该上胎模400放置在胎模放置架800上,此后滚边机器人100在胎模放置架800上抓取适配所切换车型的侧围零件1000的上胎模400,并将该上胎模400放置到胎模切换小车200上;
53.步骤s4:胎模切换小车200上的下胎模300与上胎模400通过定位销固定,同时,使用吊具进行所切换车型的侧围零件1000的上件,胎模切换小车200同时夹紧所切换车型的侧围零件1000;
54.步骤s5:滚边机器人100将胎模切换抓手放回抓手放置架700中,然后从滚头放置架600中重新抓取滚边滚头,按照滚边轨迹继续进行滚边;如需切换另一车型的侧围零件1000,则回到步骤s2,无需切换侧围零件1000,进入步骤s6;
55.步骤s6:滚边结束,使用吊具完成侧围零件1000的下件。
56.本说明书中针对“一些实施例”、“一个实施例”、或“实施例”等的参考指代的是结合实施例所描述的特定特征、结构、或性质包括在至少一个实施例中。因此,短语“在一些实施例中”、“在一个实施例中”、或“在实施例中”等在整个说明书中各地方的出现并非必须指代相同的实施例。此外,特定特征、结构、或性质可以在一个或多个实施例中以任何合适方式组合。另外,本技术附图中的各个元素仅仅为了示意说明,并非按比例绘制。
57.由此描述了本发明的至少一个实施例的几个方面,可以理解,对本领域技术人员来说容易地进行各种改变、修改和改进。这种改变、修改和改进意于在本发明的精神和范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1