用于聚乙烯醇薄膜挤出成型的模具、光学级聚乙烯醇薄膜和偏光膜及其制备方法与流程
1.本发明涉及聚合物薄膜技术领域,具体涉及一种用于聚乙烯醇系薄膜的模具、光学级聚乙烯醇薄膜和偏光膜的制备方法。
背景技术:
2.偏光片是液晶显示器(lcd)的重要组成部分,主要用于控制透过液晶光线的旋光性,通常是通过将二色性色素的碘或者二色性染料定向吸附于聚乙烯醇系树脂膜形成的偏光膜制成。随着lcd产品的轻薄化,偏光片也朝着厚度更薄、尺寸更大的方向发展。因此,偏光片用聚乙烯醇(pva)薄膜的薄型化是首要解决的问题。但是现有技术制备的pva薄膜变薄后会出现诸多生产问题,例如pva薄膜厚度降低后,在后段染色拉伸过程难以实现高倍率拉伸,易出现撕裂、断裂的现象,导致薄型pva偏光膜制品存在微弱条纹,造成染色缺陷的现象,从而导致了pva偏光膜透过率低和偏振度低的问题。
技术实现要素:
3.本发明的目的是为了克服现有技术存在的pva薄膜厚度降低后,在后段染色拉伸过程难以实现高倍率拉伸,易出现撕裂、断裂,最终导致偏光膜透过率低和偏振度低的问题,提供一种用于聚乙烯醇系薄膜的模具、光学级聚乙烯醇薄膜和偏光膜的制备方法。
4.为了实现上述目的,本发明第一方面提供一种用于聚乙烯醇系薄膜挤出成型的模具,所述模具的上模口宽度a和下模口宽度b分别为10-3000μm。
5.本发明第二方面提供一种光学级聚乙烯醇薄膜的制备方法,包括以下步骤:
6.将聚乙烯醇浆料经所述的模具挤出,再经干燥后形成所述光学级聚乙烯醇薄膜。
7.本发明第三方面提供一种光学级聚乙烯醇薄膜,所述光学级聚乙烯醇薄膜的厚度为10-75μm;优选为20-60μm;
8.优选地,所述光学级聚乙烯醇薄膜以每平方米计,微细纹数量≤4个、特定异物数量≤4个。
9.本发明所观察的微细纹通常是沿薄膜md方向分布的微弱细条纹,其长度通常大于5cm,且沿md方向平行分布。微细纹是由于条纹区厚度与周边厚度存在差异而导致,厚度差异通常小于1μm。
10.本发明所观察的特定异物是指聚乙烯醇凝胶异物,通常以条状、折叠状、点状、块状出现,由于凝胶异物的光学透过率与pva湿膜存在差异,所以异物轮廓易于观察。本技术所指异物需要与浆料中未充分溶解或未充分过滤等浆料的工艺问题导致的异物作区分,上述浆料的工艺问题可以通过优化聚乙烯醇浆料溶解工艺,挤出工艺,特别是提升粗过滤、精过滤水平来解决。
11.本发明第四方面提供一种偏光膜的制备方法,采用所述的光学级聚乙烯醇薄膜的制备方法,包括以下步骤:
12.将所述光学级聚乙烯醇薄膜经过染色拉伸后得到所述偏光膜,所述偏光膜的偏振度≥99.9%、透过率≥43%。
13.本发明第五方面提供一种偏光膜,所述偏光膜的偏振度≥99.9%,透过率≥43%。
14.通过上述技术方案,采用所述模具制备的聚乙烯醇系薄膜在微小尺度能保持更好的平整程度,使薄膜拉伸性能、染色性能得到改善,能够使聚乙烯醇系薄膜在高光强度的背光的情况下微小细纹消除、异物更少。由聚乙烯醇系薄膜经过染色拉伸,制造的偏光膜具有更少的色斑缺陷、更高的透过率和偏振度。
附图说明
15.图1是本发明用于聚乙烯醇系薄膜的模具结果示意图。
16.附图标记说明
17.1、上模口
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2、下模口
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3、上模口平台
18.4、下模口平台
具体实施方式
19.在本文中所披露的范围的端点和任何值都不限于该精确的范围或值,这些范围或值应当理解为包含接近这些范围或值的值。对于数值范围来说,各个范围的端点值之间、各个范围的端点值和单独的点值之间,以及单独的点值之间可以彼此组合而得到一个或多个新的数值范围,这些数值范围应被视为在本文中具体公开。
20.本发明第一方面提供一种用于聚乙烯醇薄膜挤出成型的模具,所述模具包括平行设置的上模板和下模板,两块模板之间形成的空间为聚乙烯醇经挤出熔融、混炼、塑化而得的聚乙烯醇熔体的流动流道;两块模板对聚乙烯醇熔体初步定型。在上模板和下模板的结构上,聚乙烯醇熔体流出所述模具的位置,即所述流动流道在上模板和下模板的末端位置,形成平台,分别对应成为所述模具的上模口和下模口。如图1所示,所述模具的上模口1宽度a和下模口2宽度b分别为10-3000μm,优选地,所述模具的上模口1和下模口2宽度分别为80-1000μm;a、b小于10μm时存在模口加工难度高,模口耐用性变差的倾向;a、b大于3000μm时存在聚乙烯醇系浆料形成的坯膜膜面存在细微条纹,斑纹,凝胶异物等缺陷,模具挤出的聚乙烯醇坯膜质量稳定性变差的倾向,a与b可以相等也可以不相等,优选相等。所述模具模口开度可以调节,调节方式不作限定,优选采用业内常用的螺栓挤压模口弹片的方式来调节。
21.进一步地,所述模具的上模口夹角e和下模口夹角f的角度分别为10
°‑
75
°
,模口夹角是指模口斜边与中垂线形成的夹角。e、f的角度小于10
°
时存在模具耐用性的问题;e、f的角度大于75℃时存在模口出现细微条纹的倾向。e、f可以相等也可以不相等,优选相等。所述模具的上模口倒圆角x和下模口倒圆角y的各自半径分别为0-2mm,倒圆角是指相邻的模口平台面与模具流道面的相交线形成圆弧面过渡产生的圆角,该圆角对应的过渡圆半径为该圆角的半径,表示该圆角的大小;当倒圆角x的半径、倒圆角y的半径都大于2mm时,从模口挤出的聚乙烯醇系坯膜质量存在恶化,无法均匀成膜的倾向。
22.进一步地,所述模具的上模口平台3和/或下模口平台4表面粗糙度满足:0.002μm≤ra≤0.5μm,0.02μm≤rz≤1μm,优选地,0.002μm≤ra≤0.075μm,0.02μm≤rz≤0.2μm;其中,ra为轮廓算术平均偏差,rz为轮廓最大高度,若ra小于0.002μm,rz小于0.02μm时存在加
工难度高,耐用性变差的倾向;若ra大于0.5μm,rz大于1μm时,存在聚乙烯醇系浆料形成的坯膜膜面存在细微条纹,凝胶异物等缺陷,模具挤出的聚乙烯醇坯膜质量稳定性变差的倾向。上模口平台3和下模口平台4的表面的表面粗糙度ra可以相等也可以不相等,优选相等。上模口平台3和下模口平台4的表面的表面粗糙度rz可以相等也可以不相等,优选相等。ra与rz作为公知概念,可采用公知的测试方法进行评价。如图1所示,上模口平台3和下模口平台4包含水平平台部分和倒圆角。所述模具为衣架型模具、鱼尾型模具、t型模具(支管型模具)或分配螺杆模具。采用所述聚乙烯醇系浆料可以经过模具在宽度方向上均匀分散,聚乙烯醇系浆料从模具吐出速率在宽度方向上基本一致。
23.模具,特别是模具模口部分的结构与形态,对聚乙烯醇浆料的成膜过程有极大的影响。聚乙烯醇水性浆料多采用湿法成膜,相对于熔融法,湿法成膜下的聚乙烯醇坯膜含有大量溶剂水,因此成膜过程中聚乙烯醇坯膜更容易因为传统流延模具模口结构的不合理,出现局部干燥与干燥不均衡的问题。本发明通过控制模具上下模口宽度、模具上下模口平台处表面粗糙度、模具模口r角到特定水平,使聚乙烯醇浆料从模具狭缝挤出后,聚乙烯醇坯膜无干燥不均衡的现象,减少模具模口对膜面产生的不均匀变形,从而减少光学聚乙烯醇系薄膜诸如微细纹、异物等缺陷的产生。
24.进一步地,所述模具的模口表面采用镀铬硬化处理,从耐用性角度出发,模具模口表面硬化处理,优选采用镀铬硬化后精磨至目标水平。
25.本发明第二方面提供一种光学级聚乙烯醇薄膜的制备方法,基于用于聚乙烯醇系薄膜挤出成型的模具,包括以下步骤:
26.将聚乙烯醇浆料经所述的模具挤出,再经干燥后形成所述光学级聚乙烯醇薄膜;所述模具的温度为50-99℃,所述干燥温度为50-99℃;所述聚乙烯醇系薄膜的厚度为10-75μm;优选地,所述聚乙烯醇系薄膜的厚度为20-60μm,更优选地,所述聚乙烯醇系薄膜的厚度为30-50μm。
27.本发明采用将聚乙烯醇浆料挤出至干燥辊或镜面钢带表面进行干燥,为保证pva系浆料从模具挤出速率一致,浆料挤出至干燥辊或镜面钢带表面均匀平整,浆料在模口宽度方向上的挤出速率一致。
28.本发明第三方面提供一种上述光学级聚乙烯醇薄膜的制备方法制得的光学级聚乙烯醇薄膜,所述光学级聚乙烯醇薄膜的厚度为10-75μm;优选为20-60μm;
29.优选地,所述光学级聚乙烯醇薄膜以每平方米计,微细纹数量≤4个、特定异物数量≤4个。
30.本发明第四方面提供一种偏光膜的制备方法,采用上述的光学级聚乙烯醇薄膜的制备方法,包括以下步骤:
31.将所述光学级聚乙烯醇薄膜经过染色拉伸后得到所述偏光膜。
32.本发明第五方面提供一种上述偏光膜的制备方法制得的偏光膜,所述偏光膜的偏振度≥99.9%、透过率≥43%。
33.根据本发明一种特别优选地实施方式,采用上述用于聚乙烯醇系薄膜挤出成型的模具用于光学级聚乙烯醇薄膜的制备,其中,所述模具的上模口宽度a和下模口宽度b分别为80-1000μm,所述模具的上模口平台和/或下模口平台的表面粗糙度满足:0.002μm≤ra≤0.075μm,0.02μm≤rz≤0.2μm,所述聚乙烯醇系薄膜层的厚度为30-50μm。
34.所述干燥辊筒或钢带的干燥温度优选为50℃-99℃;所述干燥的时间优选使其含湿量为8%-40%,优选为17%-25%;干燥后再将预成型光学级聚乙烯醇薄膜经多辊干燥、烘箱,调湿进一步控制预成型光学级聚乙烯醇薄膜的湿度为2%-5%,裁边确保薄膜刃口整齐无翘曲,收卷得到所述薄膜;所述光学级聚乙烯醇薄膜的厚度均匀性优选控制在
±
1μm以内。
35.本发明对所有原料的来源并没有特殊的限制,为市售即可。
36.本发明所用原料包括聚乙烯醇,聚乙烯醇的聚合度优选为1000-9000,更优选为1500-8000,再优选为1500-6000,再优选为1500-4000,最优选为1500-3000;所述聚乙烯醇的醇解度优选大于或等于99%,更优选为99.9%-99.99%。
37.本发明中,所用原料还包括所述聚乙烯醇与溶剂;所述聚乙烯醇与溶剂的质量比优选为1:(0.6-9),更优选为1:(1-7),再优选为1:(1.5-5),最优选为1:(2-4);所述溶剂优选为二甲基亚砜、甘油或水中的一种或几种,更优选为水。本发明对所述溶剂的来源没有特殊的限制,可采用所述溶剂的市售商品,也可按照本领域技术人员熟知的制备所述溶剂的技术方案自行制备。
38.本发明中,所述原料还包括增塑剂;所述聚乙烯醇与增塑剂的质量比优选为1:(0.05-0.3),特别优选为1:(0.08-0.13);所述增塑剂优选为丙三醇、双甘油、丙二醇、二甘醇、三甘醇、四甘醇或三羟基甲基丙烷中的一种或几种,更优选为丙三醇、三甘醇、四甘醇或三羟基甲基丙烷中的一种或几种,最优选为丙三醇和/或三甘醇;本发明对所述增塑剂的来源没有特殊的限制,可采用所述增塑剂的市售商品,也可按照本领域技术人员熟知的制备所述增塑剂的技术方案自行制备。
39.本发明中,所述原料还包括表面活性剂。所述聚乙烯醇与表面活性剂的质量比优选为1:(0.0001-0.03),更优选为1:(0.0001-0.003),再优选为1:(0.0001-0.001),最优选为1:0.0005。所述表面活性剂优选为阴离子表面活性剂和/或非离子表面活性剂,更优选为十二烷基硫酸钠、十二烷基苯磺酸钠、辛基酚聚氧乙烯醚、壬基酚聚氧乙烯醚或月桂酸二乙醇酰胺中的一种或几种,更优选为十二烷基硫酸钠和/或月桂酸二乙醇酰胺;本发明对所述表面活性剂的来源没有特殊的限制,可采用所述表面活性剂的市售商品,也可按照本领域技术人员熟知的制备所述表面活性剂的技术方案自行制备。
40.本发明中,所述原料还包括交联物质。形成交联的方式不作为限定,例如化学键、配位键、分子间作用等。交联物质优选含有能与羟基形成键合或相互作用的基团的物质。交联物质所含有的可键合或相互作用的基团的数量优选大于等于2。所述活性基团与聚乙烯醇羟基的摩尔比优选为1:(20-2000),更优选1:(100-300)。所述引起化学交联的物质,优选为:马来酸酐、苯二甲酰氯、苯二甲酸酐、丁二酸酐、苯二甲酸、环氧氯丙烷、甲醛、戊二醛、硼酸、高锰酸钾等。所述引起配位作用、分子间相互作用的物质,优选为铁化合物、钡化合物、含硼化合物、锰化合物、钴化合物或铜化合物。上述交联物质中,优选戊二醛。
41.经过本发明优选实施方式制备得到的光学级聚乙烯醇薄膜在微小尺度能保持更好的平整程度,使薄膜拉伸性能、染色性能得到改善。聚乙烯醇系薄膜在制造过程中,特别在通过模具使聚乙烯醇浆料均匀分散至整个流延面方向的过程中(薄膜的td方向),挤出至干燥辊筒或钢带表面时,本发明模具的模口设计,能够使聚乙烯醇系薄膜在高光强度的背光的情况下其微小细纹消除、异物更少。由该光学级聚乙烯醇薄膜经过染色拉伸,制造的偏
光膜具有更少的色斑缺陷。
42.本发明所观察的微细纹、特定异物是指,沿薄膜长度方向(md方向),截取长度50cm、宽度50cm的薄膜制品,在暗室环境下,通过6500k白光光源照射薄膜,光源长度与制品宽幅一致。引入白色背板(长*宽=3.5m*3.5m),光源、薄膜、白色背板依次彼此平行排列,光源与薄膜间距50cm,薄膜与白色背板距离275cm。强白光下,聚乙烯醇系薄膜存在的微细纹、特定异物等会在白色背板上放大,通过对上述缺陷计数,以评价薄膜质量。其中,微细纹分级如下:a:微细纹数量≤1;b:1<微细纹数量≤2;c:2<微细纹数量;特定异物数量分级如下:a:异物≤1;b:1<异物≤3;c:3<异物。
43.本发明所观察的偏光膜的色斑是指,在暗室内将观察用偏光片(使用透过率为43%左右的偏光片)载置在面光源(背光)上,在其上以相对于观察用偏光片呈现正交尼科耳棱镜的方式放置偏光膜,该偏光膜由本发明聚乙烯醇系薄膜经过染色拉伸工序制造,然后隔着观察用偏光片从背光向偏光膜照射光(光度为15000cd),在偏光膜的正上方1m的位置对偏光膜进行目视观察,基于以下的判定基准评价偏光膜的色斑评价:a:观察不到色斑;b:可观察到色斑,但不明显、处于实用上没有问题的水平;c:可观察到在实用上成为问题的水平的色斑。
44.聚乙烯醇薄膜的厚度测试方法参照hg/t 4185-2011;偏光膜的透过率和偏振度测试方法参照gb/t 31379-2015。
45.本发明用于评价色斑的偏光膜的制造方法采用湿法工艺制造。由上述得到的pva膜的宽度方向中央部采取长度方向12cm
×
宽度方向20cm的长方形试验片,将该试验片的长度方向的两端以拉伸部分的尺寸达到长度方向10cm
×
宽度方向20cm的方式固定于拉伸夹具,在温度30℃的水中浸渍30秒,以20cm/分钟的拉伸速度沿着长度方向单轴拉伸至原长度的1.5倍后,在以0.03质量%的浓度含有碘且以3质量%的浓度含有碘化钾的温度30℃的碘/碘化钾水溶液中浸渍60秒钟,以20cm/分钟的拉伸速度沿着长度方向单轴拉伸至原长度的3倍;接着在以4质量%的浓度含有硼酸且以约5质量%的浓度含有碘化钾的温度60℃的硼酸/碘化钾水溶液中浸渍,以20cm/分钟的拉伸速度沿着长度方向单轴拉伸(第4阶段拉伸)至原长度的5.8倍后,再以3质量%的浓度含有碘化钾的碘化钾水溶液中浸渍10秒钟来进行固定处理,其后用60℃的干燥机干燥4分钟,得到所述偏光膜。
46.以下将通过实施例对本发明进行详细描述。
47.实施例1
48.聚乙烯醇浆料配置:按质量比,聚乙烯醇∶丙三醇∶十二烷基硫酸钠∶水=10∶1∶0.03∶20。其中聚乙烯醇的聚合度为2300,醇解度为99.99%。上述浆料经过反应釜溶解均化,粗过滤后进入挤出机,精密过滤后,浆料进入模具。
49.模具的模口参数如下:模具为衣架型模具;模具的上模口宽度a与下模口宽度b满足:a=b=100μm;上模口平台和下模口平台的表面粗糙度各自满足:ra=0.005μm,rz=0.05μm;上模口夹角e和下模口夹角f的角度均为45
°
;上模口倒圆角x和下模口倒圆角y的各自半径为0.02mm。
50.聚乙烯醇系浆料经过模具成型后,在干燥辊筒上进行干燥,干燥温度93℃,薄膜含湿量达到20%后得到预成型薄膜。预成型薄膜可经过多辊干燥、烘箱,进一步控制薄膜至3.5%。烘干后得到光学级聚乙烯醇薄膜,光学级聚乙烯醇薄膜层厚度30μm,厚度均匀性控
制在
±
0.5μm。
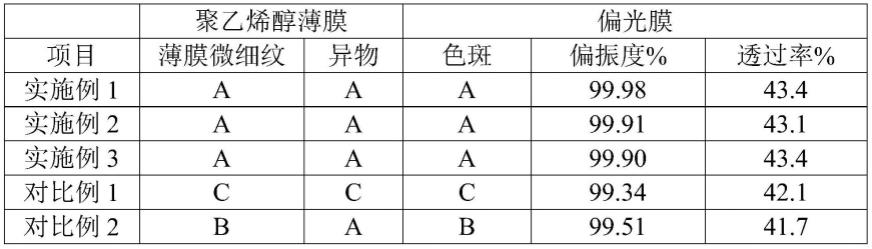
51.将光学级聚乙烯醇薄膜经过缺陷检测结果如表1所示,薄膜微细纹:a;异物:a;色斑:a。
52.采用该光学级聚乙烯醇薄膜制备得到的偏光膜,其色斑、偏振度和透过率结果如表1所示。
53.实施例2
54.聚乙烯醇浆料配置:按质量比,聚乙烯醇∶丙三醇∶十二烷基硫酸钠∶水=10∶1∶0.03∶20。其中聚乙烯醇的聚合度为2300,醇解度为99.99%。上述浆料经过反应釜溶解均化,粗过滤后进入挤出机,精密过滤后,浆料进入模具。
55.模具的模口参数如下:模具为衣架型模具;模具的上模口宽度a与下模口宽度b满足:a=b=10μm;上模口平台和下模口平台的表面粗糙度各自满足:ra=0.002μm,rz=0.02μm;上模口夹角e和下模口夹角f的角度均为75
°
;上模口倒圆角x和下模口倒圆角y的各自半径为0mm。
56.聚乙烯醇系浆料经过模具成型后,在干燥辊筒上进行干燥,干燥温度93℃,薄膜含湿量达到20%后得到预成型薄膜。预成型薄膜可经过多辊干燥、烘箱,进一步控制薄膜至3.5%。烘干后得到光学级聚乙烯醇薄膜,光学级聚乙烯醇薄膜层厚度30μm,厚度均匀性控制在
±
0.5μm。
57.将光学级聚乙烯醇薄膜经过缺陷检测结果如表1所示,薄膜微细纹:a;异物:a;色斑:a。
58.采用该光学级聚乙烯醇薄膜制备得到的偏光膜,其色斑、偏振度和透过率结果如表1所示。
59.实施例3
60.按照实施例2的方法,不同的是,模具的模口参数如下:
61.模具的模口参数如下:模具为衣架型模具;模具的上模口宽度a与下模口宽度b满足:a=b=3000μm;上模口平台和下模口平台的表面粗糙度各自满足:ra=0.5μm,rz=1μm;上模口夹角e和下模口夹角f的角度均为10
°
;上模口倒圆角x和下模口倒圆角y的各自半径为2mm。
62.得到的光学级聚乙烯醇薄膜经过缺陷检测结果如表1所示,薄膜微细纹:a;异物:a;色斑:a。
63.采用该光学级聚乙烯醇薄膜制备得到的偏光膜,其色斑、偏振度和透过率结果如表1所示。
64.对比例1
65.按照实施例2的方法,不同的是,模具的上模口宽度a与下模口宽度b满足:a=b=4000μm。
66.得到的薄膜经过缺陷检测结果如表1所示,薄膜微细纹:c;异物:c;色斑:c。
67.采用该薄膜制备得到的偏光膜,其色斑、偏振度和透过率结果如表1所示。
68.对比例2
69.按照实施例2的方法,不同的是,上模口平台和下模口平台的表面粗糙度各自满足:ra=0.6μm,rz=1.2μm。
70.得到的薄膜经过缺陷检测结果如表1所示,薄膜微细纹:b;异物:a;色斑:b。
71.采用该薄膜制备得到的偏光膜,其色斑、偏振度和透过率结果如表1所示。
72.对比例3
73.按照实施例2的方法,不同的是,上模口夹角e和下模口夹角f的角度均为80
°
。
74.得到的薄膜经过缺陷检测结果如表1所示,薄膜微细纹:c;异物:c;色斑:b。
75.采用该薄膜制备得到的偏光膜,其色斑、偏振度和透过率结果如表1所示。
76.对比例4
77.按照实施例2的方法,不同的是,上模口倒圆角x和下模口倒圆角y的各自半径为2.5mm。
78.得到的薄膜经过缺陷检测结果如表1所示,薄膜微细纹:a;异物:b;色斑:c。
79.采用该薄膜制备得到的偏光膜,其色斑、偏振度和透过率结果如表1所示。
80.实施例、对比例中光学级聚乙烯醇薄膜及偏光膜性能测试结果见表1。
81.表1
[0082][0083][0084]
通过实施例、对比例和表1的结果可以看出,采用本发明的模具制备光学级聚乙烯醇薄膜及偏光膜的实施例相较于常规模具制备光学级聚乙烯醇薄膜及偏光膜的实施例的对比例,得到的光学级聚乙烯醇薄膜在高光强度的背光的情况下微小细纹消除、斑纹的宽度更细、斑不明显、异物更少;由聚乙烯醇系薄膜经过染色拉伸,制造的偏光膜具有更少的色斑缺陷、更高的透过率和偏振度。
[0085]
以上详细描述了本发明的优选实施方式,但是,本发明并不限于此。在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,包括各个技术特征以任何其它的合适方式进行组合,这些简单变型和组合同样应当视为本发明所公开的内容,均属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1