一种高速稳定生产拉挤平板的制备方法与流程
1.本发明涉及复合材料拉挤工艺技术领域,尤其涉及一种高速稳定生产拉挤平板的制备方法。
背景技术:
2.随着风电叶片主梁拉挤成型应用技术的发展,市场需求剧增。目前复合材料拉挤工艺水平均处于低速(0.6m/min及其以下速度)拉挤,随着速度的提升产品直线度、翘曲和避免损伤等质量失控风险剧增,无法满足叶片主梁的使用质量标准、交货周期、成本等要求。同时,随着生产的持续进行,拉挤树脂的粘度会逐渐增大,反应活性因受到温度、水份等因素的持续影响也会逐渐减低,一般持续生产5-10天必须进行停机清理设备,造成生产效率低、成本高、材料损耗高等问题。
3.鉴于上述问题的存在,本发明人基于从事此类产品工程应用多年丰富的实务经验及专业知识,积极加以研究创新,以期创设一种高速稳定生产拉挤平板的制备方法,使其更具有实用性。
技术实现要素:
4.本发明所要解决的技术问题是:提供一种高速稳定生产拉挤平板的制备方法,满足兆瓦级风电叶片用复合材料平板高速(0.6m/min以上拉挤速度)拉挤及其高质量连续稳定批量生产的方法。
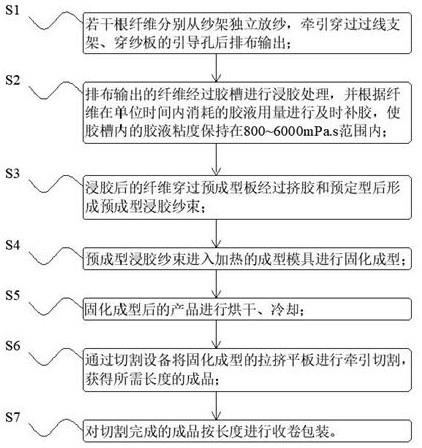
5.为了达到上述目的,本发明所采用的技术方案是:一种高速稳定生产拉挤平板的制备方法,包括以下步骤:s1:若干根纤维分别从纱架独立放纱,在牵引力作用下穿过过线支架,并穿过穿纱板的引导孔后排布输出;s2:排布输出的纤维经过胶槽进行浸胶处理,通过靶环实验获得纤维所需浸润时间,结合拉挤速度计算纤维在胶槽的浸胶路程,并根据纤维在单位时间内消耗的胶液用量进行及时补胶,使胶槽内的胶液粘度保持在800~6000mpa.s范围内;s3:浸胶后的纤维穿过预成型板经过挤胶和预定型后形成预成型浸胶纱束;s4:预成型浸胶纱束进入加热的成型模具进行固化成型;s5:固化成型后的产品进行烘干、冷却;s6:通个切割设备将固化成型的拉挤平板进行牵引切割,获得所需长度的成品;s7:对切割完成的成品按长度进行收卷包装。
6.进一步地,所述步骤s1中纤维在放纱过程中保持穿纱路线的平直,且使排布输出的纤维张力值控制在0~5n的范围之内。
7.进一步地,所述纤维在单位时间内消耗的胶液用量设置为预成型与固化成型时回流的胶液流量和注入新胶流量之和,使胶槽内的胶液出入平衡。
8.进一步地,所述步骤s3中浸胶后的纤维顺次经过后方连续排布的若干预成型板,
被挤出的胶液集中回收至回流板,使进入胶槽内的回流胶温度控制在30-35℃之间,粘度控制在800~6000mpa.s。
9.进一步地,所述步骤s4中成型模具在对预成型浸胶纱束进行固化成型时,根据胶液的反应动力学方程、模具热场以及产品在固化过程中模具内实际温度曲线实时调整模具各区温度区间,使模压后挤压出的多余胶液从模口回流至胶槽中。进一步地,所述模具分为1区、2区和3区,其对应的温度区间为140℃-160℃、170℃-200℃和170℃-195℃。
10.进一步地,所述模压后挤压出的多余胶液在经过模口排出时的温度保持在40-50℃之间。
11.进一步地,所述模压后挤出的多余胶液经模口排出后回流进入胶槽内,其回流进入胶槽的胶液在进入胶槽时的温度控制在30-35℃之间,粘度控制在800~6000mpa.s。
12.进一步地,所述步骤s2~s4中使用的胶液为具有高活性的环氧树脂体系,包括以下组分:环氧树脂、固化剂、促进剂a、促进剂b和增韧剂,其中环氧树脂、固化剂、促进剂a、促进剂b和增韧剂质量配比为100:80~95:0.5~2:0.5~3:3~10。
13.进一步地,所述环氧树脂是双酚a型树脂,所述固化剂是甲基四氢苯酐固化剂,所述促进剂a是一种中低温型促进剂,所述促进剂b是一种高温潜伏型促进剂,所述增韧剂是一种橡胶类增韧剂。
14.本发明的有益效果为:本发明拉挤平板的制备方法,与传统拉挤制备工艺相比,通过实施控制胶槽内胶液粘度,提升了复合材料拉挤平板的拉挤速度,大大延长了连续稳定生产的时间至30天左右,降低了板材制造成本,减少了生产过程中物料的浪费,保障了拉挤平板的质量稳定可靠。
15.本发明通过纤维纱线张力、浸胶时间、树脂粘度、固化工艺以及回流胶的使用等方面进行严格控制,确保产品质量、降低物料损耗、降低成本和提高生产效率。
附图说明
16.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
17.图1为本发明实施例中高速稳定生产拉挤平板的制备方法的流程示意图。
具体实施方式
18.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
19.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
20.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的
技术人员通常理解的含义相同。在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
21.本发明提供了一种高速稳定生产拉挤平板的制备方法,包括以下步骤:s1:若干根纤维分别从纱架独立放纱,在牵引力作用下通过过线支架,并穿过穿纱板的引导孔后排布输出,避免了纤维与纤维之间出现交叉、缠绕现象,此外纤维在放纱过程中保持穿纱路线的平直,减少了纤维在穿纱过程中的磨损,提高了纤维的利用率,且使排布输出的纤维张力值控制在0~5n的范围之内,保证了拉挤速度以及拉挤稳定性。
22.s2:排布输出的纤维经过胶槽进行浸胶处理,通过靶环实验获得纤维在完全浸润时所需的浸润时间,结合拉挤速度计算纤维在胶槽的浸胶路程,并根据纤维在单位时间内消耗的胶液用量进行及时补胶,胶槽内的胶液粘度保持在800~6000mpa.s范围内,保证了胶槽内胶液的流动性,从而便于拉挤速度的提升,在胶槽底部的恒温水循环系统,确保在连续生产过程中树脂粘度增大同时满足纤维浸润要求。
23.s3:浸胶后的纤维穿过预成型板经过挤胶和预定型后形成预成型浸胶纱束;预成型板对浸胶后的纤维进行逐级挤胶和定性,保证了预成型浸胶纱束的表面质量。
24.s4:预成型浸胶纱束进入加热的成型模具进行固化成型;s5:固化成型后的产品进行烘干、冷却;s6:通个切割设备将固化成型的拉挤平板进行牵引切割,获得所需长度的成品;s7:对切割完成的成品按长度进行收卷包装。
25.本发明拉挤平板的制备方法,与传统拉挤制备工艺相比,提升了复合材料拉挤平板的拉挤速度,大大延长了连续稳定生产的时间至30天左右,降低了板材制造成本,减少了生产过程中物料的浪费,保障了拉挤平板的质量稳定可靠。
26.在采用靶环实验获得纤维浸润时间时具体操作为:剪取多根等长度的纱线,单层并排均匀地铺放在玻璃纸上并用钢板压伤,然后将其放置在靶环之上,打开靶环下方的电灯,倒入树脂开始计时,直到靶环中的数字清晰可见时停止,其时间越短,浸润速率越快,浸润时间越短。
27.本发明中纤维在单位时间内消耗的胶液用量设置为预成型与固化成型时回流的胶液流量和注入新胶流量之和,使胶槽内的胶液出入平衡。
28.本发明中根据纤维在单位时间内消耗的胶液用量,将预成型板与模压工序中使用后且粘度符合条件的胶液循环回流至胶槽中,并注入新胶,减少了胶液的浪费,保障了胶槽始终保持适宜范围,有利于保持浸胶的稳定性和均匀性。
29.本发明优选实施例中在步骤s3中纤维带着树脂顺次经过后方连续排布的若干预成型板挤出的胶液集中回收至回流板,减少了胶液的浪费,使进入胶槽内的回流胶温度控制在30-35℃之间,粘度控制在800~6000mpa.s,保证了胶液的流动性。
30.当成型模具在对预成型浸胶纱束进行固化成型时,预成型浸胶纱束在模压作用下,多余的胶液经模口流回胶槽内,根据胶液的反应动力学方程、模具热场以及产品在固化过程中模具内实际温度曲线实时调整模具各区温度区间。模具分为1区、2区和3区,其对应的温度区间为140℃-160℃、170℃-200℃和170℃-195℃。
31.由于模压时产生的高温会导致胶液老化反应和固化反应,使模具内多余的胶液无
法顺利排出,残留的胶液会导致堵模,从而导致拉挤生产过程失败,影响预成型浸胶纱束最终成型效果,因此通过对模口回流至胶槽内的胶液进行温度控制,使其控制模口处胶液温度保持在40-50℃之间,有效减缓模口回流树脂因温度过高而发生的老化反应和固化反应,保证了胶液的循环流动性,减少了生产过程中物料的浪费,降低了板材的制造成本。
32.为了便于回流胶在胶槽内的循环利用,经模口排出的胶液进入胶槽时,降低胶液的温度,使进入胶槽的温度控制在30-35℃之间,粘度控制在800~6000mpa.s。
33.本发明优选实施例中胶槽内使用的胶液为具有高活性的环氧树脂体系,包括以下组分:环氧树脂、固化剂、促进剂a、促进剂b和增韧剂,其中环氧树脂、固化剂、促进剂a、促进剂b和增韧剂质量配比为100:80~95:0.5~2:0.5~3:3~10。其中,环氧树脂是双酚a型树脂,固化剂是甲基四氢苯酐固化剂,促进剂a是一种中低温型促进剂,促进剂b是一种高温潜伏型促进剂,增韧剂是一种橡胶类增韧剂。环氧树脂体系具有放热峰温度低、反应迅速的特点,避免了环氧树脂在固化过程中由于温度过高而导致的真空薄膜的损坏、三明治结构中的泡沫变形。
34.本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1