用于制造车辆的外蒙皮的部件的方法与流程
1.本发明涉及用于制造具有膜的车辆的外蒙皮的部件的方法,该膜至少从一个侧部利用透明塑料材料进行后模制(back-moulded),其中,对该膜进行热成型处理以产生期望的三维形式,并且对该膜进行用于准备后模制的另一步骤,其中,该膜至少部分地设置有颜色层,并且该膜包括意于使其他颜色透过显现或意于使电磁波通过的区域。
背景技术:
2.由于电动车辆的越来越多的使用,对于前面板的要求因为散热器入口开口不需要与用于内燃机相同的程度而发生变化。
3.电动车辆中的前面板具有越来越封闭的散热器格栅,这使得车辆的空气动力学更好,同时对冷却空气的需求较低。
4.前面板通常由可穿透的聚碳酸酯制成并设置有适当的装饰元件或功能元件。
5.在现有技术中,前面板是以2k注射模制工艺制造。面板的后侧部、即车辆内侧部随后被喷漆,在喷漆之前需要对车辆的前侧部、即外侧部进行保护。为此,前侧部被遮盖。
6.为了制造结构,使用激光使前面板的压花几何形状显露。随后,内侧部通过物理气相沉积工艺pvd涂覆,以获得具有同时雷达和光透明性的镀铬效果。
7.前侧部获得硬敷层涂层。
8.这种方法需要多个连续的过程,这些过程都具有单独的废品率,并增加了总的废品率和部件成本。
9.de 10 2006 046 436 b3公开了一种覆盖元件,该覆盖元件是可以被热成形和喷漆的膜。所述膜利用塑料特别是在两侧部上包覆模制。在这种情况下,膜已被金属化,在第15段中指出,这个层必须非常薄,使得对于电磁波、比如雷达信号而言,膜是可穿透的。因此,没有明确规定任何具有冲压去除部分的区域。开口中设置的部件也不透过显现。
10.de 602 10 178 t2公开了一种用于移动电话的膜的制造。膜是穿孔的,使得按钮等可以穿过膜。这与不同颜色的部件的透过显现或不同电磁发射机的透过无关。
11.us 6 241 153 b1公开了一种安装在智能卡中的粘性结合的传感器。
12.本发明的目的是采用一种方法,该方法提供等效的视觉外观,同时减少工艺步骤并获得照明和传感器集成功能。
技术实现要素:
13.该目的借助于用于制造具有膜的车辆的外蒙皮的部件的方法来实现,该膜至少从一个侧部利用透明塑料材料进行后模制,其中,对该膜进行热成型处理以产生期望的三维形式,并且对该膜进行用于准备后模制的另一步骤,其中,该膜至少部分地设置有颜色层,并且该膜包括意于使其他颜色透过显现或意于使电磁波通过的区域。
14.在这种情况下,电磁波可以位于可见范围内并且构成照明装置。传感器信号、也就是说例如雷达信号也意在被包括。
15.在此上下文中,颜色还被理解为指比如说例如镀铬之类的金属涂层。
16.根据本发明的方法减少了工艺的数量,并且因此在制造操作的周期时间方面具有优势。以简单的方式整合非常不同的设计理念是可能的。
17.该膜在热成型操作之前或之后设置有颜色层。这增加了制造过程的灵活性。
18.在一个实施方式中,该膜是以类似于铬的方式反射的金属化膜。
19.在一个实施方式中,区域通过膜的冲压去除部分来制备。
20.结果,产生了随后将部件插入其中的切口,其具有朝向外部的着色和/或发光的视觉外观。
21.这些部件是单独制造的并且具有期望的着色或金属表面。在这种情况下,部件可以具有多种光功能或传感器功能。
22.如果使用金属化的例如镀铬膜,则通过以颜色选择性地印刷膜来形成区域。
23.部件连接至区域中的膜。
24.在一个实施方式中,至少在区域中玻璃般透明的粘合剂用于将部件连接至膜。
25.替代性地,部件通过利用透明塑料材料包覆模制而连接至膜。
附图说明
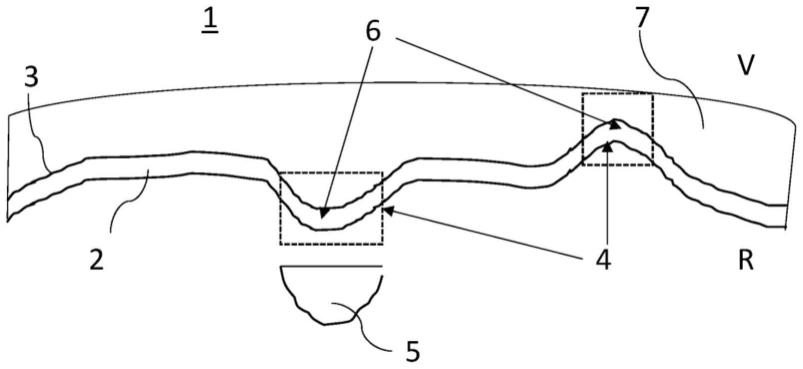
26.图1示出了在安装部件之前的第一实施方式中的构型的剖视图,
27.图2示出了在安装部件之后的第一实施方式中的构型的剖视图,
28.图3示出了替代性实施方式。
具体实施方式
29.为了改进用于车辆的外蒙皮的前面板或另一部件1的制造方法,使用利用后模制的膜操作的方法。
30.用玻璃般透明的pc材料适当地制备和包覆模制的膜2作为基础。在一个实施方式中,该层可以是部分地可透过地着色的,并且在另一实施方式中,该层可以由pmma形成。
31.在根据图1和图2的第一实施方式中,膜2最初被热成形以产生其预定形式,并且随后利用颜色、比如车辆颜色进行喷漆。在这种情况下,着色层3被施加至随后被包覆模制的膜的那一侧。
32.喷漆的预成型的膜2包括区域4,区域4包括特殊压花几何形状,比如凹口、凸起部。这些都旨在用另一种颜色或铬变型被随后照亮。为此,必须冲压出膜2中的区域4。
33.首先,用玻璃般透明的pc层7包覆模制所制备的具有其冲压去除部分6的着色的膜2,然后在该pc层中呈现特殊的压花几何形状。
34.作为功能元件或装饰元件的部件5适应于几何凹口或凸起部,并作为单独的部件5制造。部件5可以用不同的颜色来实现,或者作为镀铬或pvd涂覆的部件和/或作为光导引件来实现。所述区域的视觉外观透过pc层7的玻璃般透明的注射模制封装和膜2的冲压开口,并且可以从外部、即从前侧部v看到。
35.然后,至少在冲压去除部分6的区域中,从后侧部r用视觉上可透过的粘合剂8涂覆包覆模制的着色的膜2,并且配装部件5。假如涉及相对较大或相对复杂的部件5,则单独的保持框架9的保持器也可以从后部连接至部件5和粘合剂8。
36.这使得更容易组装有效部件,然后只需在生产过程结束后将其配装在保持框架中。
37.在替代性实施方式中,膜2由铬膜制成。以颜色、车辆颜色或以对比度颜色使用丝网印刷工艺来印刷铬膜,使得其中预期可见铬的区域4留空。在该实施方式中,不需要提供冲压去除部分。
38.在热成型操作之前或之后,膜2可以容易地设置有着色层3。
39.在根据图3的另一替代性实施方式中,单独制造的部件5不结合于、而是插入到注射模制工具中并与膜2一起利用透明pc材料包覆模制,结果部件5连接至膜2。
40.如果膜从后部以及从后侧部r进行后模制,则着色层也可以施加至膜的位于后侧部的方向的那一侧。
41.在由聚碳酸酯组成的可视侧部的所有变型中,涂层从外部用硬敷层10实现,该硬敷层10保护pc层免受uv和划伤。
42.附图标记
43.1 车辆的外蒙皮的部件
44.2 膜
45.3 着色层
46.4 区域
47.5 部件
48.6 冲压去除部分
49.7 pc层
50.8 粘合剂
51.9 保持框架
52.10 硬敷层
技术特征:
1.一种用于制造具有膜(2)的车辆的外蒙皮的部件(1)的方法,所述膜(2)至少从前侧部(v)或后侧部(r)中的一个侧部利用透明塑料材料进行后模制,其中,对所述膜(2)进行热成型处理以产生期望的三维形式,并且对所述膜(2)进行用于后模制的准备的另一步骤,-其中,所述膜(2)至少部分地设置有着色层(3),-并且所述膜(2)包括意于使其他颜色透过显现或意于使电磁波通过的区域(4),其中,所述区域(4)通过所述膜(2)的冲压去除部分(6)制备,-并且朝向外部具有着色的或发光视觉外观的部件(5)插入到所述冲压去除部分(6)中,其中,所述部件(5)透过所述膜(2)的所述冲压去除部分(6)和所述膜(2)的玻璃般透明的注射模制封装显现,并且能够从外部、即从所述前侧部(v)看到。2.根据权利要求1所述的方法,其特征在于,所述膜(2)在热成型操作之前或之后设置有着色层(3)。3.根据权利要求1所述的方法,其特征在于,所述膜(2)是金属化膜。4.根据权利要求3所述的方法,其特征在于,所述区域(4)通过以颜色选择性地印刷所述膜(2)而形成。5.根据权利要求4所述的方法,其特征在于,所述部件(5)连接至所述区域(4)中的所述膜(2)。6.根据权利要求1所述的方法,其特征在于,至少在所述区域(4)中,使用玻璃般透明的粘合剂(8)将所述部件(5)连接至所述膜(2)。7.根据权利要求1所述的方法,其特征在于,所述部件(5)通过在pc或pmma层(7)中利用透明塑料材料包覆模制而连接至所述膜(2)。8.根据权利要求4所述的方法,其特征在于,可透过地着色的透明塑料材料用于所述包覆模制操作。9.根据权利要求1所述的方法,其特征在于,从所述膜(2)选择的冲压去除部分(6)被用作用于传感器的电磁波的开口。
技术总结
本发明提供了一种用于制造具有膜(2)的车辆的外蒙皮的部件(1)的方法,膜(2)至少从前侧部(V)或后侧部(R)中的一个侧部利用透明塑料材料进行后模制,其中,对膜(2)进行热成型处理以产生期望的三维形式,并且对膜(2)进行用于后模制的准备的另一步骤,-其中,膜(2)至少部分地设置有着色层(3),-并且膜(2)包括意于使其他颜色透过显现或意于使电磁波通过的区域(4)。(4)。(4)。
技术研发人员:约翰内斯
受保护的技术使用者:麦格纳外饰有限公司
技术研发日:2022.04.07
技术公布日:2022/10/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1